Технологическая линия производства пастеризованного молока
Характеристика продукции, сырья и полуфабрикатов. Молоко — биологическая жидкость, которая образуется в молочной железе млекопитающих и обладает высокой пищевой ценностью, иммунологическими и бактерицидными свойствами. Оно представляет собой сложную полидисперсную систему, состоящую из дисперсионной среды (воды — 83.. .89 %) и распределенных в ней сухих веществ (жир, белок, молочный сахар, минеральные соли, а также ферменты, витамины, газы и др.), называемых дисперсной фазой (17... 11 %).
К молоку как сырью для производства высококачественных молочных продуктов предъявляют требования по физико-химическим, органолептическим и санитарно-ветеринарным показателям. Молоко должно быть натуральным, получено от здоровых коров, иметь чистый, приятный, сладковатый вкус и запах, свойственный свежему молоку; цвет от белого до светло-кремового, без каких-либо цветных пятен и оттенков; консистенция однородная, без сгустков белка и комочков жира, без осадка, плотностью не ниже 1027 кг/м3.
Не подлежит приемке молозиво в первые 7 дней после отела и стародойное молоко за 10... 15 дней перед запуском коровы. Не допускается в молоке резко выраженных кормовых привкусов, особенно лука, чеснока, полыни, которые не исчезают и во время технологической обработки. Нельзя принимать молоко со стойким запахом химикатов и нефтепродуктов, с добавлением нейтрализующих веществ; с остаточным содержанием химических средств защиты растений и животных, а также антибиотиков; с прогорклым, затхлым привкусом, тягучей консистенции, что свидетельствует о наличии в больших количествах гнилостной и посторонней микрофлоры.
При приемке молока проводят также контроль его санитарно-микробиологического состояния один раз в декаду на механическую загрязненность, редуктазной или резазуриновой пробами на бактериальную обсемененность.
По результатам анализов молоко подразделяют на три сорта, каждый из которых перерабатывается отдельно.
Молоко, идущее на выработку продуктов детского питания, сычужных сыров, стерилизованных продуктов, должно отвечать требованиям высшего и первого сортов, но с содержанием соматических клеток не более 500 тыс/см3, по термоустойчивости — не ниже II группы (продукты детского питания и стерилизованные), по сычужно-бродильной пробе — не ниже II класса (сычужные сыры).
Химический состав молока, оказывая существенное влияние на его технологические свойства, выход, качество и пищевую ценность молочных продуктов, может изменяться в широких пределах в зависимости от периода лактации, возраста, состояния здоровья животных, условий их кормления, содержания, периодичности доения. Наибольшим изменениям подвергнуто содержание жира, затем белка, в меньшей степени лактозы и минеральных веществ.
С повышением содержания этих компонентов в молоке, увеличением размеров жировых шариков и мицелл казеина повышается выход сливочного масла, творога, сыра, сметаны, интенсивнее проходят технологические операции их выработки, улучшаются вкус и консистенция продуктов.
Биологическая ценность молока дополняется наличием почти всего комплекса известных и необходимых для организма человека витаминов, содержание которых изменяется в зависимости от рациона кормления животных.
Один литр молока удовлетворяет суточную потребность взрослого человека в животном жире, кальции, фосфоре; на 53 % — в животном белке; на 3,5 % — биологически активных незаменимых жирных кислотах и в витаминах А, С, тиамине; на 12,6 % — в фосфолипидах и т. д. Энергетическая ценность молока составляет 2720 кДж/кг.
Особенности производства и потребления готовой продукции. Пастеризованное молоко различается по тепловой обработке, химическому составу, с внесением или без внесения наполнителей. Оно вырабатывается в следующем ассортименте: цельное (нормализованное и восстановленное), повышенной жирности, топленое, белковое, витаминизированное и нежирное. Основным видом является цельное молоко с массовой долей жира не менее 3,2 %, но выпускается также молоко с повышенной и пониженной массовой долей жира — 4,0; 6,0; 3,5; 2,5; 1,0 %.
Готовый продукт на предприятии подвергается технологическому и микробиологическому контролю. В соответствии с требованиями стандарта пастеризованное молоко должно иметь вкус и запах, свойственные свежему молоку, без посторонних привкусов и запахов; белый цвет со слегка желтоватым оттенком (для цельного молока); однородную консистенцию; не иметь осадка, белковых сгустков; массовая доля жира и сухого обезжиренного молочного остатка (СОМО) должна соответствовать виду молока и стандарту; кислотность в мелкой упаковке должна быть не более 21 °Т (для белкового не более 25 °Т), в крупной — 22 °Т, степень чистоты не ниже I группы, температура не выше 8 °С.
Принятый режим пастеризации должен обеспечить получение молока со следующими бактериологическими показателями: общее количество бактерий пастеризованного молока группы А в бутылках и пакетах не более 50 000 в 1 мл, титр кишечной палочки не менее 3 мл; молока группы Б соответственно 100 000 и 0,3 мл, молока в крупной упаковке (не подразделяется на группы) не более 200 000 и 0,3 мл. Пастеризованное молоко не должно содержать патогенных микроорганизмов.
Стадии технологического процесса. Производство пастеризованного молока включает в себя следующие стадии:
— приемку молока и оценку его качества;
— очистку молока, охлаждение и резервирование;
— нормализацию по содержанию жира;
— подогрев и гомогенизацию;
— пастеризацию молока;
— охлаждение;
— фасование в тару;
— укупорку и маркировку тары;
— складирование, хранение и транспортирование готовой продукции.
Характеристика комплексов оборудования. При производстве цельного пастеризованного молока производят его очистку, нормализацию, гомогенизацию, пастеризацию, фасование.
Начальные стадии технологического процесса производства пастеризованного молока выполняются при помощи комплексов оборудования для приема, охлаждения, переработки, хранения и транспортирования сырья. Для хранения принимаемого молока используют металлические емкости (танки). Молоко и продукты его переработки перекачиваются насосами. Приемку сырья осуществляют при помощи весов (молокосчетчиков), сепараторов-молокоочистителей, пластинчатых охладителей, фильтров и вспомогательного оборудования.
Ведущий комплекс линии состоит из подогревателей, сепараторов-сливкоотделителей, гомогенизаторов, пастеризаторов, охладителей и емкостей для хранения полуфабрикатов.
Завершающий комплекс оборудования линии обеспечивает фасование, упаковывание, хранение и транспортирование готовых изделий. Он содержит фасовочно-упаковочные машины и оборудование экспедиций и складов готовой продукции.
Машинно-аппаратурная схема линии производства пастеризованного молока приведена на рис.
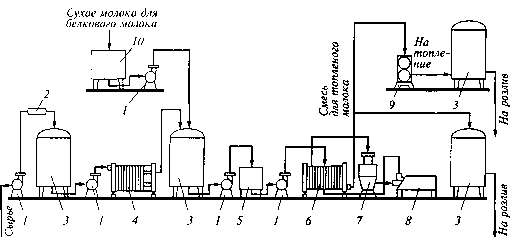
Рис. Машинно-аппаратурная схема линии производства пастеризованного молока
Устройство и принцип действия линии. Вначале оценивается качество молока и производится его приемка, в процессе которой молоко перекачивается центробежными насосами 1 из автомолцистерн. Для определения количества молока на заводах используют устройства для измерения массы — весы и объема—расходомеры-счетчики 2. Масса принимаемого молока может устанавливаться также за счет использования емкостей 3 с тензометрическим устройством или путем использования тарированных емкостей.
Принятое молоко проходит первичную обработку, в процессе которой оно сначала очищается от механических примесей на фильтрах или сепараторах-молокоочистителях, а затем оно охлаждается до 4.. .6 °С на пластинчатых охладителях 4 и насосами 1 по трубам через уравнительный бачок 5 направляется в емкости хранения 3. Молоко с температурой не выше 10 °С допускается принимать без охлаждения. Охлажденное молоко хранится в емкостях 3 и нормализуется.
С помощью нормализации доводят до требований стандарта содержание в молоке жира или сухих веществ. В зависимости от жирности исходного сырья и вида вырабатываемого молока для нормализации по содержанию жира используют обезжиренное молоко или сливки, по содержанию сухих веществ — сухое обезжиренное молоко. На практике, как правило, приходится уменьшать жирность исходного молока.
Нормализацию молока проводят двумя способами: в потоке или путем смешивания. Для нормализации в потоке используют сепараторы-нормализаторы, в которых непрерывная нормализация молока совмещается с очисткой его от механических примесей.
Перед поступлением в сепаратор-нормализатор молоко предварительно нагревается до 40...45 °С в секции рекуперации пластинчатой пастеризационно-охладительной установки 6.
На предприятиях небольшой мощности молоко обычно нормализуют смешиванием в резервуарах 3. Для этого к определенному количеству цельного молока при тщательном перемешивании добавляют нужное количество обезжиренного молока или сливок, рассчитанное по материальному балансу. При производстве белкового молока используют сухое молоко, которое предварительно растворяют в емкости 10.
Для предотвращения отстоя жира и образования в упаковках сливочной пробки при производстве молока топленого, восстановленного и с повышенной массовой долей жира (3,5.. .6,0 %) нормализованное молоко подогревают до 40.. .45 °С и очищают на центробежных сепараторах-молокоочистителях 7 и обязательно гомогенизируют в гомогенизаторах 8 при температуре 45...63 °С и давлении 12,5... 15 МПа. Затем молоко пастеризуют при 76 °С (±2 °С) с выдержкой 15.. .20 с и охлаждают до 4...6 °С с использованием пластинчатых пастеризационно-охладительных установок 6. Эффективность пастеризации в таких установках достигает 99,98 %.
При выработке топленого молока нагрев осуществляют при температуре 95.. .99 °С в трубчатых или пластинчатых пастеризаторах 9. Выдержку при данной температуре или процесс топления молока проводят в закрытых емкостях 3 в течение 3.. .4 ч. После топления молоко охлаждают в пластинчатых пастеризационно-охладительных установках до температуры 4...6 °С.
Затем молоко при температуре 4...6 °С поступает в промежуточную емкость 3, из которой направляется на фасование. Перед фасованием выработанный продукт проверяют на соответствие требованиям стандарта.
Пастеризованное молоко выпускают в стеклянных бутылках и бумажных пакетах, мешках из полимерной пленки, а также во флягах, цистернах с термоизоляцией, контейнерах различной вместимости. Фасование молока в мелкую упаковку проводится на автоматических линиях большой производительности, состоящих из нескольких машин, соединенных между собой конвейерами.
Линии по фасованию молока в стеклянные бутылки имеют производительность от 2000 до 36 000 бутылок в час. Заполнение молоком по уровню осуществляется с помощью фасовочной машины карусельного типа, укупоривание бутылок алюминиевыми колпачками производится на укупорочной машине. Затем бутылки автоматически укладываются в ящики.
Все шире используется для фасования пастеризованного молока тара разового потребления — полиэтиленовые мешки, бумажные пакеты. Такая тара значительно легче, компактнее, исключает сложный процесс мойки, гигиеничнее, удобнее для потребителя и транспортирования, требует меньших производственных площадей, трудовых и энергетических затрат.
Бумажные пакеты имеют форму тетраэдра (тетра-пак), снаружи покрыты парафином, внутри — полиэтиленом: формы бруска (брик-пак) с двусторонним покрытием полиэтиленом и применением аппликаторной ленты, что обеспечивает большую прочность швов по сравнению с пакетами тетра-пак.
В пакеты тетра-пак молоко фасуют на машинах, которые из движущейся и стерилизуемой (бактерицидной лампой) бумажной ленты сваривают рукав, заполняемый молоком. Через определенные промежутки времени зажимы с нагревателями пережимают рукав, образуя гирлянду пакетов с молоком, которые разрезают и ставят в корзину.
Для фасования молока во фляги применяют машины, работающие по принципу объемного дозирования. Цистерны наполняют молоком до специальных меток или с помощью молокосчетчиков.
Тару, в которой выпускают пастеризованное молоко, обязательно пломбируют и маркируют. На алюминиевых капсулах тиснением, на пакетах, этикетках и бирках для фляг и цистерн несмывающейся краской наносят маркировку: наименование предприятия-изготовителя, полное наименование продукта, объем в литрах (на пакетах), число или день конечного срока реализации, номер ГОСТа.
Хранят пастеризованное молоко при температуре 0.. .8 °С в течение 36 ч с момента окончания технологического процесса. Фасованное молоко должно иметь температуру не выше 7 °С и может быть сразу, без дополнительного охлаждения, передано в реализацию или направлено на временное хранение сроком не более 18 ч в холодильные камеры с температурой не выше 8°С и влажностью 85...90 %.
В торговую сеть и предприятия общественного питания пастеризованное молоко доставляют специальным автотранспортом с изотермическими или закрытыми кузовами.