ГОСТ 16098-80 Соединения сварные из двухслойной коррозионностойкой стали. Основные типы, конструктивные элементы и размеры

ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СОЕДИНЕНИЯ СВАРНЫЕ
ИЗ ДВУХСЛОЙНОЙ
КОРРОЗИОННОСТОЙКОЙ СТАЛИ
ОСНОВНЫЕ ТИПЫ, КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ И РАЗМЕРЫ
ГОСТ 16098-80
ГОССТАНДАРТ РОССИИ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
СОЕДИНЕНИЯ СВАРНЫЕ ИЗ ДВУХСЛОЙНОЙ |
ГОСТ 16098-80* |
|
КОРРОЗИОННОСТОЙКОЙ СТАЛИ |
|
|
Основные типы, конструктивные элементы и размеры |
|
|
Welded joints of clad corrosionresistant steel. |
Взамен |
|
Main types, design elements and dimensions |
ГОСТ 16098-70 |
|
Постановлением Государственного комитета СССР по стандартам |
от 25.09.80 |
|
№ 4818 срок введения установлен |
с 01.01.82 |
1. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из двухслойной коррозионностойкой стали по ГОСТ 10885-85, выполняемых дуговой и электрошлаковой сваркой.
2. В стандарте приняты следующие обозначения способов сварки:
Р - ручная дуговая сварка;
АФ - автоматическая сварка под флюсом на весу;
АФф - автоматическая дуговая сварка под флюсом на флюсовой подушке;
З - дуговая сварка в защитных газах;
Ш - электрошлаковая сварка.
Разновидность сварки в среде защитных газов обозначается по ГОСТ 14771-76, а электрошлаковой сварки по ГОСТ 15164-78.
3. Основные типы сварных соединений должны соответствовать указанным в табл. 1.
4. Конструктивные элементы и их размеры должны соответствовать указанным в табл. 2 - 42.
3; 4. (Измененная редакция, Изм. № 1).
Таблица 1
|
Тип соединения |
Форма подготовленных кромок |
Характер сварного шва |
Форма поперечного сечения |
Способ сварки |
Толщина свариваемых деталей, мм |
Условное обозначение сварного соединения |
|
|
подготовленных кромок |
сварного шва |
||||||
|
Стыковое |
Без скоса кромок |
Двухсторонний |
|
|
А фф+АФ АФ А фф+АФ З |
8-16 |
Cl |
|
|
|
РР |
4-6 |
||||
|
|
|
АФЗ+АФ |
8-10 |
||||
|
|
|
А фф АФ |
8-14 |
||||
|
Без скоса кромок, со снятием плакирующего слоя |
|
|
АФАФ АФфАФ |
10-20 |
C2 |
||
|
|
|
ШАФ ШР |
30-160 |
С3 |
|||
|
Стыковое |
Со скосом одной кромки |
Двухсторонний |
|
|
АФАФ Рр |
8-20 |
C4 |
|
Со скосом одной кромки по ломаной линии и снятием плакирующего слоя |
|
|
АФАФ Рр |
50-70 |
C5 |
||
|
|
|
|
АФАФ |
16-30 |
C6 |
||
|
Стыковое |
Со скосом кромок |
Двухсторонний |
|
|
РР |
8-26 |
|
|
|
|
РР |
8-22 |
C7 |
|||
|
|
|
АФАФ |
10-20 |
||||
|
|
|
АФфАФ |
10-22 |
||||
|
Стыковое |
|
|
|
|
АФфАФ |
18-40 |
C8 |
|
Со скосом кромок по ломаной линии |
|
|
|
АФАФ |
16-30 |
|
|
|
|
|
|
АФЗ РЗ |
8-30 |
C9 |
||
|
Односторонний |
|
|
|
30-100 |
С10 |
||
|
|
|
|
АФЗ |
50-160 |
С11 |
||
|
Стыковое |
С криво линейным скосом кромок |
Односторонний с расплавляемой вставкой |
|
|
РЗ |
50-100 |
С12 |
|
|
|
|
АФАФ |
18-50 |
C13 |
||
|
|
|
|
|
PP |
50-100 |
С14 |
|
|
Стыковое |
Со скосом одной кромки по ломаной линии и снятием плакирующего слоя |
Двухсторонний |
|
|
АФ+ШАФ Р+ШР |
50-160 |
С15 |
|
|
|
АФАФ АФ+ШАФ РР |
50-100 |
C16 |
|||
|
Со скосами одной кромки |
|
|
АФАФ |
16-60 |
C17 |
||
|
Стыковое |
Двухсторонний |
|
|
РР |
12-60 |
|
|
|
Со скосом одной кромки по ломаной линии и снятием плакирующего слоя |
|
|
АФАФ РР |
60-70 |
C18 |
||
|
Со скосами кромок |
|
|
АФАФ |
18-85 |
|
||
|
|
|
АФР |
18-40 |
C19 |
|||
|
|
|
РР |
14-60 |
|
|||
|
Со скосами кромок и снятием плакирующего слоя |
|
|
АФАФ РР |
18-85 |
C20 |
||
|
Стыковое |
С криволинейными скосами кромок и снятием плакирующего слоя |
Двухсторонний |
|
|
АФфАФАФР РР |
50-160 |
C21 |
|
С несимметричными криволинейными скосами и снятием плакирующего слоя |
|
|
АФ+Ш АФ PP АФАФ |
|
C22 |
||
|
Со скосами кромок |
|
|
АФАФ ШАФ АФ+ШАФ |
50-160 |
C23 |
||
|
Стыковое |
Со скосом кромки и снятием плакирующего слоя |
Двухсторонний |
|
|
АФАФ |
20-70 |
C24 |
|
Угловое |
Без скоса кромок |
|
|
PP АФАФ |
8-14 8-30 |
У1 |
|
|
Со скосом одной кромки |
|
|
PP |
8-20 |
У2 |
||
|
Двухсторонний |
|
|
PP |
12-26 |
У3 |
||
|
Со скосом одной кромки по ломаной линии и снятием плакирующего слоя |
|
|
АФАФ PP |
50-100 |
У4 |
||
|
Со скосами одной кромки |
|
|
РР |
18-60 |
У5 |
||
|
Угловое |
Со скосами одной кромки по ломаной линии и снятием плакирующего слоя |
Двухсторонний |
|
|
АФАФ PP |
50-100 |
У6 |
|
Со скосом кромок по ломаной линии |
|
|
АФАФ PP |
12-40 |
У7 |
||
|
С криволинейным скосом кромок |
|
|
АФАФ PP |
У8 |
|||
|
|
|
АФАФ |
16-30 |
У9 |
|||
|
Угловое |
Двухсторонний |
|
|
PP |
У10 |
||
|
Со скосом кромок по ломаной линии и снятием плакирующего слоя |
|
|
АФАФ PP |
20-40 |
У11 |
||
|
Без скоса кромок |
|
|
РР АФАФ |
4-40 |
Т1 |
||
|
Со скосом одной кромки |
Односторонний |
|
|
РЗ PP |
8-26 |
Т2 |
|
|
Тавровое |
Двухсторонний |
|
|
АФАФ РР |
12-26 8-26 |
Т3 |
|
|
Со скосами одной кромки |
|
|
АФАФ РР |
16-50 12-50 |
Т4 |
||
|
Тавровое |
Со скосом одной кромки по ломаной линии и снятием плакирующего слоя |
|
|
АФАФ PP |
50-100 |
Т5 |
|















































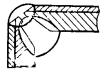













Таблица 2
Размеры , мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s = s1 |
b |
е |
е1 |
||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
не более |
не менее |
|||
|
С1 |
|
|
АФ АФ; АФАФф |
8 |
3 |
±0,5 |
24 |
15 |
|
10 |
26 |
|||||||
|
12 |
±1,0 |
18 |
||||||
|
14 |
28 |
20 |
||||||
|
16 |
30 |
|||||||

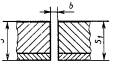
Таблица 3
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s = s1 |
b |
е |
е1 |
||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
не более |
не менее |
|||
|
С1 |
|
|
РР |
4 |
2,0 |
±1,0 |
10 |
7 |
|
6 |
±1,5 |
12 |
8 |
|||||
|
АФ З+АФ |
8 |
±0,5 |
±0,5 |
24 |
15 |
|||
|
10 |
26 |
|||||||
|
АФФ АФ |
8 |
1,0 |
+0,5 |
18 |
||||
|
14 |
-1,0 |
28 |
||||||

Таблица 4
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s = s1 |
b |
f (пред. откл. +1) |
е |
е1 |
К |
|||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Не более |
не менее |
Номин. |
Пред. откл. |
||||
|
C2 |
|
|
АФАФ |
10-12 |
0 |
+1 |
9 |
28 |
26 |
2 |
±1,5 |
|
14-16 |
10 |
28 |
|||||||||
|
18-20 |
11 |
30 |
30 |
||||||||
АФфАФ |
10-12 |
2 |
±2 |
9 |
28 |
26 |
|||||
|
14-16 |
10 |
28 |
|||||||||
|
18-20 |
11 |
30 |
30 |
||||||||

Таблица 5
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s = s1 |
b (пред. откл. ± 2) |
f (пред. откл. ± 2) |
е (пред. откл. ± 5) |
е 1 (пред. откл. ± 5) |
g |
g1 |
|||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||||
|
C3 |
|
|
Ш Р; ШАФ |
30-40 |
26 |
14 |
52 |
60 |
3 |
±2 |
1 |
+3 |
|
42-50 |
60 |
66 |
-0,5 |
|||||||||
|
53-100 |
30 |
85 |
+3 |
2 |
+3 |
|||||||
|
102-160 |
65 |
95 |
-2 |
-1,5 |
||||||||
Таблица 6
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s = s1 |
b |
с |
a (пред. откл. ± 5) |
е |
е1 |
g |
g1 |
|||||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
не более |
не менее |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
C4 |
|
|
АФАФ
РР |
8-12 14-16 18-20
8-10 12-16 18-20 |
0
2 |
+1
+1 -2 |
6
2 |
+1
+1 -2 |
40 °
50 ° |
14 16 18
15 17 20 |
16 18 20
16 18 24 |
1,0 |
+1,5 -0,5 -0,5 +2,0 +1,0 -0,5 +2,0 -0,5 |
1,0 |
+1,5 -0,5 -0,5 +2,0 +1,0 -0,5 +2,0 -0,5 |
Таблица 7
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s = s1 |
b |
с (пред. откл. ±1) |
е, не более |
g |
g1 |
||||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||
|
С5 |
|
|
АФАФ
РР |
50 60 70 50 60 70 |
0
2 |
+2
±1 |
6
3 |
35 40 45 35 40 45 |
1,5 |
+2,5 -1,0
+3,0 -0,5 |
1,5 |
+2,0 -1,0
+3,0 -0,5 |
Таблица 8
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s = s1 |
b |
c (пред. откл. ±1) |
a (пред. откл. ±3) |
е |
е 1 |
g |
g 1 |
||||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
не более |
не менее |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||
|
С6 |
|
|
РР
АФА ф |
8-10
12-14 16-18 20-22 24-26 16-18 20-22 24-26 28-30 |
1
2
1 |
±1
+1,0 -2,0
±0,5 -1,0 |
2
6 |
45 °
30 ° |
24
26 30 34 30 32 37 40 |
9
11
12 |
1,0 |
+2,0 -0,5
+3,0 -0,5 |
1,0 |
+1,0 -0,5 |

Таблица 9
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s = s1 |
b |
c |
a (пред. откл. ±3 °) |
е не более |
е 1 |
g |
g 1 |
|||||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
не менее |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||
|
С7 |
|
|
РР
АФА ф
АФфАФ |
8-10 12-14 16-18 20-22 8 10-12 14 16 18 20 10-12 14 16 18 20 22 |
1
2
0
2 |
±1
+1,0 -2,0
±0,5 -1,0
+1 -2 |
1
2
2 3
6
5
6 |
+1
+1,0 -2,0 ±1 |
45 ° 35 ° 30 °
45 ° |
20
26
16 18 22 24 26 28 18 24 26 28 30 32 |
22 26 32 34 18 21 25
28
25 27
30 |
1,0 |
+1,0 -0,5
+2,0 -0,5 +1,5 -0,5
+2,0 -0,5 |
1,0 |
2 ±1,5 |


Таблица 10
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s = s1 |
b |
f (пред. откл. +1) |
h |
е |
е1 не менее |
g |
g1 |
|||||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
не более |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||
|
С8 |
|
|
АФфАФ
АФА ф |
18-20
22-26 28-30 32-40 16 18-20
22-26 28-30 |
2
3 4 0
1 |
+1
±1
+1,0
±1 +2 -1 |
10
11 12 15 9 10
11 12 |
5
6 7 9 4 5
6 7 |
±0,5
+1,0
±0,5
+1,0 |
30
33 36 40 22 28
31 34 |
30
33 36 40 22 28
31 34 |
2 |
±1,5 |
1,5 |
+1,5 -1,0 ±2,0 -1,0
±1,0 +1,5 -1,0 +2,0 -1,0 |


Таблица 11
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s = s1 |
е, не более |
g |
||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
||||
|
С9 |
|
|
А ффЗ РЗ |
8-10 12-14 16-18 20-22 22-26 28-30 |
22 23 25 27 29 31 |
1,5 |
+1,5 -1,0 +2,0 -1,0 |


Таблица 12
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s = s1 |
h (пред . откл . ±1,0) |
е, не более |
g |
||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин . |
Пред. откл. |
|||||
|
С10 |
|
|
А фЗ РЗ |
30 40 50 60 70 80 90 100 |
15 20
25 |
35 45
52 58 63 68 74 80 |
1,5 |
+2,0 -1,0 +2,0 -1,0 +3,0 -1,0
+4,0 -1,0 |
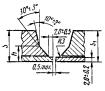
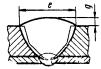
Таблица 13
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s = s1 |
е, Не более |
g |
||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
||||
|
С11 |
|
|
А фЗ РЗ |
50 60 70 80 90 100 110 120 130 140 150 160 |
45 50 55 60 65 70 75 80 85 90 95 100 |
2
3 |
+3 -1,5
+3,0 -2,5 |
Таблица 14
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s = s1 |
е, Не более |
|
|
подготовленных кромок свариваемых деталей |
сварного шва |
||||
|
С12 |
|
|
А фЗ РЗ |
50 60 70 80 90 100 |
45 50 55 60 65 70 |
Таблица 15
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s = s1 |
b |
с |
е |
е1 |
g |
g1 |
|||||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
не более |
не менее |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||
|
С13 |
|
|
РР
АФА ф |
18-20 22-26 28-30 32-40 42-50 18-20 22-26 28-30 32-40 42-50 |
2
0 |
+0,5 -1,5
+1,0 |
1,5
2,0
2,5
8,0 |
±0,5
1,0 |
33 35 37 42 48 30 33 36 40 45 |
30
14
12
14 |
1,0
1,5 |
+2,0 -0,5 +3,0 -0,5
+2,0 -1,0 +3,0 -1,0 |
1,0
1,5 |
+1,5 -0,5 +2,0 -0,5
+1,5 -1,0 |

Таблица 16
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s = s1 |
b |
c (пред. откл. |
е |
е1 |
g |
g1 |
||||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
не более |
не менее |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
С14 |
|
|
РР
АФА ф |
50 60 70 80 90 100 50
60 70 80 90 100 |
2
0 |
+1 -2
+2 |
2
6 |
45 50 55 60 65 70 45
50 55 60 65 70 |
35
40
35
40 |
1,0
1,5
2,5 |
3,0 -0,5
+4,0 -0,5
+3,0 -1,0
+4,0 -0,5 +3,0 -2,0 |
1,0
1,5 |
+2,5 -0,5
+3,0 -0,5
+2,0 -1,0
+3,0 -1,0 |


Таблица 17
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s = s1 |
b |
с |
е |
е1 |
g1 |
||||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
не более |
не менее |
Номин. |
Пред. откл. |
|||
|
С15 |
|
|
АФ+ШАФ Р+ШР |
50-100 100-160 50-100 100-160 |
0
2 |
+2
+1 -2 |
6
2 |
+1,0
+1,5 -0,5 |
60 |
35 40 35 40 |
1,0
1,5 |
+4,0 -0,5 +4,0 -1,0 |
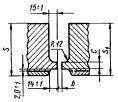

Таблица 18
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s = s1 |
b |
е |
е1 |
g |
g1 |
||||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
не более |
не менее |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||
|
С16 |
|
|
АФАФАФ+ШАФ
РР |
50 60 70 80 90 100 50 60 70 80 90 100 |
0
2 |
+2
+1 -2 |
50 53 56 60 65 68 50 53 56 60 65 68 |
36
41
36
41 |
1,5
1,0 |
+2,0 -1,0
+3,0 -1,0
+3,5 -0,5
+4,0 -0,5 |
1,5
1,0 |
+3,0 -1,0
+3,0 -0,5 |
Таблица 19
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s = s1 |
b |
e |
a |
е = е1 |
g = g1 |
||||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
(пред. откл. ±5 °) |
не более |
Номин. |
Пред. откл. |
|||
|
С17 |
|
|
РР
АФА ф |
12-14 16-20 22-26 28-30 32-40 42-50 53-60 16-20 22-26 28-30 32-40 42-50 53-60 |
2
0 |
±1
+2 |
2
6 |
+1
±1 |
45 °
50 ° |
18 22 25 28 36 44 50 22 25 28 36 44 50 |
1,0
1,5 |
+2,0 -0,5
+3,0 -0,5
+2,0 -0,5
+2,5 -1,0 |
Таблица 20
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s = s1 |
b |
е (пред. откл. ±1) |
h (пред. откл. ±1) |
е |
е 1 |
g |
g 1 |
||||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
не более |
не менее |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||
|
С18 |
|
|
АФАФ РР |
60 70 60 70 |
0
2 |
+2
±1 |
6
3 |
30 35 30 35 |
35 40 35 40 |
50 55 50 55 |
1,5
1,0 |
+2,0 -1,0 +3,0 -0,5 |
1,5
1,0 |
+3,0 -1,0 +4,0 -0,5 |
Таблица 21
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s = s1 |
b |
с (пред. откл. +1) |
h (пред. откл. ±1) |
a |
a1 |
е |
е1 |
g |
g1 |
||||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
( пред. откл. ±3 °) |
не более |
не менее |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||||
|
С19 |
|
|
РР |
14-16 18-20 22-26 28-30 32-40 42-50 53-60 |
2 |
±1 |
1 |
7 9 11 14 16 22 25 |
27 ° |
35 ° 30 °
|
20 22 25 28 35 44 52 |
22 24 27 30 34 44 53 |
2,0 |
+2,0 -0,5
+3,5 -1,5 |
1,5 |
+2,0 -0,5
+3,5 -0,5 |
АФА ф |
18-20 |
0 |
+1 |
6 |
8 |
30 ° |
45 ° |
16 |
18 |
+2,0 |
+2,0 |
|||||
|
22-26 |
12 |
19 |
26 |
-1,0 |
-0,5 |
|||||||||||
|
28-30 |
14 |
25 |
|
+2,5 |
+2,5 |
|||||||||||
|
32-40 |
15 |
40 ° |
28 |
32 |
-1,0 |
-1,0 |
||||||||||
|
42-50 |
17 |
46 |
38 |
+3,0 |
|
|||||||||||
|
53-85 |
18 |
35 ° |
54 |
48 |
-1,5 |
+3,0 -1,0 |
||||||||||
АФР |
18-20 |
2 |
±1 |
2 |
7 |
16 |
22 |
1,5 |
+2,0 |
1,0 |
|
|||||
|
22-26 |
9 |
19 |
24 |
-1,0 |
+2,0 |
|||||||||||
|
28-30 |
11 |
25 |
27 |
+2,0 |
-0,5 |
|||||||||||
|
32-40 |
14 |
30 ° |
28 |
30 |
-1,0 |
|
||||||||||

Таблица 22
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s = s1 |
b |
с (пред. откл. ±1) |
a |
a1 |
е |
е1 |
g |
g1 |
||||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
( пред. откл. ±3 °) |
не более |
не менее |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||
|
С20 |
|
|
РР |
18-20 22-26 28-30 32-40 42-50 53-85 |
2 |
+1 |
1 |
27 ° |
35 ° 30 °
|
22 25 28 35 44 50 |
32 35 39 42 53 60 |
1,5 |
+3,0 -0,5 |
1,0 |
+3,0 -0,5
4,0 -0,5 |
АФА ф |
18-20 |
0 |
+1 |
4 |
30 ° |
35 ° |
28 |
32 |
3,0 |
±1,5 |
1,5 |
+3,0 |
|||
|
22-26 |
29 |
35 |
-1,0 |
||||||||||||
|
28-30 |
6 |
30 |
39 |
|
|||||||||||
АФфА ф |
32-40 |
30 ° |
34 |
42 |
4,0 |
||||||||||
|
42-50 |
37 |
53 |
-0,5 |
||||||||||||
|
53-85 |
42 |
60 |
|
||||||||||||
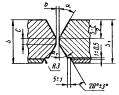

Таблица 23
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s = s1 |
b |
с (пред. откл. ±1) |
h (пред. откл. ±1) |
a (пред. откл. ±2 °) |
е |
е 1 |
g |
g 1 |
||||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
не более |
не менее |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||||
|
С21 |
|
|
РР |
50 70 90 110 130 160 |
2 |
+1 -2 |
3 |
25 35 45 55 65 80 |
10 ° |
36 40 43 46 52 58 |
60 65 70 75 80 85 |
2,0 |
+3,0 -0,5 4,0 -0,5 |
1,5 |
+4,0 -0,5 |
|
АФ А ф |
50 |
0 |
+1 |
6 |
25 |
13 ° |
36 |
60 |
+3,0 |
|
|||||
|
70 |
35 |
40 |
65 |
-1,0 |
|
||||||||||
|
90 |
45 |
43 |
70 |
|
+4,0 |
||||||||||
|
110 |
55 |
46 |
75 |
+4,0 |
-1,0 |
||||||||||
|
130 |
65 |
52 |
80 |
-1,0 |
|
||||||||||
|
160 |
80 |
58 |
85 |
|
|
||||||||||

Таблица 24
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s = s1 |
l (пред. откл. ±1) |
е |
е1 |
g |
g1 |
|||
|
подготовленных кромок свариваемых деталей |
сварного шва |
не более |
не менее |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
С22 |
|
|
АФ+ШАФРР
АФАФ |
50-60 70-100 100-160 50-60 70-100 100-160 50-60 70-100 100-160 |
1
2
1 |
60
38
40 |
42 45 48 44 47 50 44 47 50 |
3,0
1,0
1,5 |
+2,0 -2,5
+3,0 -0,5
+3,0 -1,0 |
1,5
1,0
1,5 |
+3,0 -1,0
+3,0 -0,5
+3,0 -1,0 |

Таблица 25
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s = s1 |
b |
c |
е |
е1 |
g |
g1 |
|||||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
не более |
не менее |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||
|
С23 |
|
|
АФАФ
ША ф
АФ+ШАФ |
50 60 70 80 90 100 110 120 130 140 150 160 50 60 70 80 90 100 110 120 130 140 150 160 |
0 |
+2 |
10 |
±1,0 |
50 53 56 60 65 68 72 76 80 84 88 92 50 53 56 60 65 68 72 76 80 84 88 92 |
1,0
25 |
2,0 |
+2,0 -1,0
+3,0 |
1,5 |
+3,0 |
Таблица 26
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s = s1 |
е 1 |
е |
a (пред. откл. ±3 °) |
|
|
подготовленных кромок свариваемых деталей |
сварного шва |
не менее |
не более |
||||
|
С24 |
|
|
А фАФ |
20 30 40 50 60 70 |
34 35 36 38 39 40 |
42 56
|
30 25
|

Таблица 27
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s = s1 |
b |
К |
К1 |
||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Не более |
||||
|
У1 |
|
|
РР
АФАФ |
8 10 12 14 8 10 12 14 16 18 20 22 24 26 28 30 |
0 |
+1
+2 |
8 10 12 14 8 10 12 14 16 18 20 22 24 26 28 30 |
12
10 |

Таблица 28
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s |
К |
К1 |
е1 |
|
|
подготовленных кромок свариваемых деталей |
сварного шва |
Не более |
Не более |
||||
|
У2 |
|
|
РР |
8-10 12-14 16-18 20 |
18 20 22 25 |
4 6
8 |
20 24 28 30 |
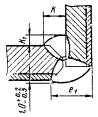
Таблица 29
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s |
е1 |
К1 |
g1 |
|
|
подготовленных кромок свариваемых деталей |
сварного шва |
Не более |
Не более |
||||
|
У3 |
|
|
РР |
12-14 16-20 22-26 |
20+s1 28+s1 33+s1 |
5 6 8 |
+2,5 -0,5 +3,0 -0,5 |
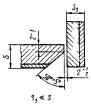
Таблица 30
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s |
b |
с (пред. откл. ±1) |
К, не более |
К1 (пред. откл. +3-1) |
е1, не менее |
g1 |
|||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||||
|
У4 |
|
|
РР
АФА ф |
50 60 70 80 90 100 50 60 70 80 90 100 |
0
2 |
+2
±1 |
3
6 |
30 32 35 38 40 43 30 32 35 38 40 43 |
12
23
12
23 |
25
28
25
28 |
1,0
1,5 |
+3,0 -1,5
+2,0 |
Таблица 31
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s |
е1 |
К1 |
К |
|
|
подготовленных кромок свариваемых деталей |
сварного шва |
Не более |
|||||
|
У5 |
|
|
РР |
18-20 22-26 28-30 32-40 42-50 60 |
20+s1 22+s1 28+s1 31+s1 38+s1 45+s1 |
3
4 5 6 8 |
20 22 25 31 38 45 |
Таблица 32
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s |
b |
с (пред. откл. +1) |
h (пред. откл. ±1) |
К |
К1 |
е1 |
g1 |
|||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
не более |
Номин. |
Пред. откл. |
|||||||
|
У6 |
|
|
АФАФ
РР |
50 60 70 80 90 100 50 60 70 80 90 100 |
0
2 |
+2
+1 |
6
3 |
25 30 35 40 45 50 25 30 35 40 45 50 |
24 26 28 30 32 34 24 26 28 30 32 34 |
16
20
26
16
20
26 |
43
48
54
43
48
54 |
1,5
1,0 |
+3,0 -1,0
+3,0 |
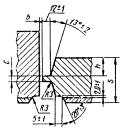
Таблица 33
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s |
b |
с |
a (пред. откл. ±3 °) |
е1 |
К |
|||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
не более |
|||||
|
У7 |
|
|
РР
АФАФ |
12-14 16-20 22-26 28-30 32-40 12-14 16-20 22-26 28-30 32-40 |
2
0 |
+1 -2
+1 |
2
6 |
+1 -2
+1 |
35 ° 30 °
27 °
40 ° 35 °
30 ° |
30 34 38 44 54 31 34 40 43 53 |
5 6 8 10
5 6 8 10 |
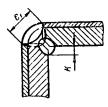
Таблица 34
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s = s1 |
b |
е |
a (пред. откл. ±3 °) |
е |
К1 |
|||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
не более |
|||||
|
У8 |
|
|
РР
АФАФ |
12-14 16-20 22-26 28-30 32-40 12-14 16-20 22-26 28-30 32-40 |
2
0 |
+1 -2
+1 |
2
6 |
+1
±1 |
27 °
30 ° |
25 30 35 42 52 26 33 37 43 53 |
5 6 8 10
5 6 8 10 |
Таблица 35
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s = s1 |
b |
е |
Р (пред. откл. ±1) |
a (пред. откл. ±2 °) |
е, не более |
|||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||||
|
У9 |
|
|
РР
АФАФ |
60-20 22-26 28-30 16-20 22-26 28-30 |
2
0 |
+1 -2
+2 |
2
6 |
+1,0 -0,5
±1,0 |
3,0
5,0 |
10 °
13 ° |
28 34 38 30 34 40 |

Таблица 36
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s = s1 |
b |
с |
a (пред. откл. ±2 °) |
е1, не более |
е, не более |
|||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||||
|
У10 |
|
|
РР
АФАФ |
60-20 22-26 28-30 16-20 22-26 28-30 |
2
0 |
+1 -2
+2 |
2
6 |
+1,0 -0,5
±1,0 |
10 °
13 ° |
30 36 40 32 38 44 |
18
20 |

Таблица 37
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s = s1 |
b |
с (пред. откл. ± 1) |
е, не более |
||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
|||||
|
У11 |
|
|
РР
АФАФ |
20 25 30 40 20 25 30 40 |
2 |
+1
±2 |
2
6 |
30 34 36 40 28 30 34 38 |

Таблица 38
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s |
b |
К = К1, не более |
||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл |
||||
|
Т1 |
|
|
АФ АФ |
4-6 |
0 |
+10 |
4 |
|
8-10 |
+1,5 |
5 |
|||||
|
12-14 |
6 |
||||||
|
16-18 |
+2,0 |
8 |
|||||
|
20-40 |
10 |
||||||
|
Р Р |
4-6 |
1 |
±1,0 |
4 |
|||
|
8-10 |
+2 |
5 |
|||||
|
12-14 |
-1,0 |
6 |
|||||
|
16-18 |
+3,0 |
7 |
|||||
|
20-26 |
-1,0 |
8 |
|||||
|
28-40 |
|
10 |
|||||
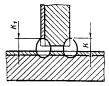
Таблица 39
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s |
b |
с |
К, не более |
|||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
Т2 |
|
|
Р З |
8-10 |
0 |
+1 |
2 |
±0,5 |
6 |
|
12-18 |
7 |
||||||||
|
20-26 |
8 |
||||||||
|
Р Р |
8-10 |
2 |
±2 |
±1,0 |
6 |
||||
|
12-18 |
7 |
||||||||
|
20-26 |
8 |
||||||||

Таблица 40
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s |
b |
с |
К |
К1 |
|||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
не более |
||||
|
Т3 |
|
|
РР |
8-10 |
2 |
|
2 |
±2 |
6 |
5 |
|
12-14 |
+2,0 |
7 |
6 |
|||||||
|
16-18 |
-1,0 |
7 |
||||||||
|
20-26 |
3 |
|
8 |
|||||||
АФАФ |
12-14 |
0 |
+1,5 |
4 |
±1 |
5 |
6 |
|||
|
16-18 |
6 |
7 |
||||||||
|
20-26 |
7 |
|||||||||
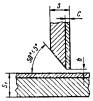

Таблица 41
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s |
s1, не менее |
b |
с (пред. откл. ±1) |
К, не более |
||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
||||||
|
Т4 |
|
|
АФ АФ |
16-18 |
16 |
0 |
+1,5 |
4 |
5 |
|
20-26 |
6 |
||||||||
|
28-36 |
25 |
7 |
|||||||
|
40-50 |
30 |
||||||||
РР |
12-14 |
12 |
2 |
±1,0 |
2 |
5 |
|||
|
16-18 |
6 |
||||||||
|
20-26 |
20 |
||||||||
|
28-30 |
7 |
||||||||
|
32-50 |
30 |
||||||||

Таблица 42
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s |
b |
с (пред. откл. ±1) |
f (пред. откл. ±1) |
К1 |
К |
||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
не более |
||||||
|
Т5 |
|
|
Р Р |
50-60 |
2 |
±1 |
3 |
8 |
11 |
16 |
|
70-100 |
10 |
16 |
25 |
|||||||
|
АФ АФ |
50-60 |
0 |
+2 |
6 |
8 |
11 |
16 |
|||
|
70-100 |
10 |
16 |
25 |
|||||||

5. В таблицах в графе «Способ сварки» в числителе приведен способ сварки основного слоя металла, в знаменателе - плакирующего.
В случае, когда в числителе или в знаменателе указано два способа сварки, сварку соответствующего слоя проводят последовательно - сначала первым, а затем - вторым способом сварки. Допускается применять не указанные в стандарте способы сварки, обеспечивающие выполнение сварных швов в соответствии с требованиями настоящего стандарта.
6. Допускается перед сваркой смещение кромок относительно друг друга на величину до 10 % от толщины листа, но не более половины толщины плакирующего слоя и не более 3 мм при толщине плакирующего слоя более 6 мм.
7. Сварка стыковых соединений деталей неодинаковой толщины при разности, не превышающей значений, указанных в табл. 43, должна производиться так же, как у деталей одинаковой толщины; конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.
Таблица 43
|
Толщина тонкой детали |
Разность толщины деталей |
|
4-7 |
1 |
|
8-20 |
2 |
|
22-36 |
3 |
|
Св. 40 |
4 |
Выравнивание листов должно производиться по границе основного и плакирующего слоев как указано на черт. 1 или по наружной поверхности плакирующего слоя как указано на черт. 2.
Черт. 1
Черт. 2
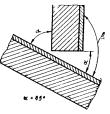
При разнице толщины свариваемых деталей свыше значений, указанных в табл. 43, на детали, имеющей большую толщину s1, со стороны основного слоя должен быть сделан скос до толщины тонкой детали s как указано на черт. 3.
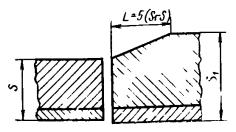
Черт. 3
8. При сварке в нижнем положении усиление углового шва не должно превышать:
+1,5 мм - при К < 5 мм;
+2,5 мм - при 5 мм £ К £ 10 мм;
+3,5 мм - при К > 10 мм.
При сварке в других пространственных положениях допускается увеличение усиления на 1 мм.
Ослабление углового шва не более 3 мм.
9. При двухсторонней сварке
без предварительного удаления плакирующего слоя корень первого шва удаляется до
чистого металла, за исключением сварного соединения С1, свариваемого способами
сварки ![]() и
и ![]() . При этом форма и размеры в подготовленных под сварку кромок
должны соответствовать указанным в табл. 44 или на черт. 7.
. При этом форма и размеры в подготовленных под сварку кромок
должны соответствовать указанным в табл. 44 или на черт. 7.
Таблица 44
мм
|
Конструктивные элементы сварного соединения |
s |
f |
h |
|
|
8-10 |
6-8 |
4-6 |
|
11-14 |
7-9 |
5-7 |
|
|
16-20 |
8-10 |
6-8 |
|
|
22-28 |
8-12 |
6-9 |
|
|
30-36 |
7-10 |
||
|
40-60 |
10-15 |
8-12 |
Черт. 7
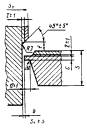
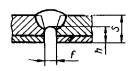
10. В угловых соединениях У2, У3 и У5 допускается удалять металл основного слоя с торца детали как указано на черт. 8.
Черт. 8
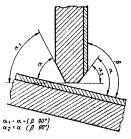
11. Подготовка кромок под сварку при соединении деталей под острыми и тупыми углами приведена в рекомендуемом приложении.
ПРИЛОЖЕНИЕ
Рекомендуемое
При соединении деталей под острыми и тупыми углами угол разделки кромок a принимается в соответствии с табл. 2 - 42, а углы скоса кромок a 1 , a 2 и a 3 по черт. 1 - 6.
|
|
|
|
Черт. 1 |
Черт. 2 |
|
|
|
|
Черт. 3 |
Черт. 4 |
|
|
|
|
Черт. 5 |
Черт. 6 |