ГОСТ 21519-84 Окна и двери балконные, витрины и витражи из алюминиевых сплавов. Общие технические условия

ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ОКНА И ДВЕРИ БАЛКОННЫЕ, ВИТРИНЫ И ВИТРАЖИ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ
ОБЩИЕ ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 21519-84
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО ДЕЛАМ СТРОИТЕЛЬСТВА
Москва
РАЗРАБОТАН Государственным комитетом по гражданскому строительству и архитектуре при Госстрое СССР Минмонтажспецстроем СССР
ЦНИИпромзданий Госстроя СССР
ИСПОЛНИТЕЛИ
И. С. Ланько, канд. арх. (руководитель темы); А. А. Жиркова; П. А. Калайда; О. А. Жадкевич; В. В. Аникьев; В. Б. Уманский; С. П. Соловьев, канд. техн. наук; Ю. М. Щипанов; Ю. П. Александров; С. К. Стрелков; В. А, Голиков; В. Ф. Лагутин; М. И. Новикова; Н. А. Андрианов; Н. И. Федоров
ВНЕСЕН Государственным комитетом по гражданскому строительству и архитектуре при Госстрое СССР
Зам. председателя М. П. Коханенко
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по делам строительства от 31 октября 1984 г. № 182
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
ОКНА И ДВЕРИ БАЛКОННЫЕ, ВИТРИНЫ И ВИТРАЖИ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ Общие технические условия Windows, balcony doors, shop-windows and stained-glass panels of aluminium alloys. General specifications |
ГОСТ 21519-84 Взамен ГОСТ 21519-76 |
Постановлением Государственного комитета СССР по делам строительства от 31 октября 1984 г. № 182 срок введения установлен
с 01.01.86
Настоящий стандарт распространяется на окна, балконные двери, витрины и витражи (далее - изделия), изготовленные из алюминиевых сплавов и предназначаемые для устройства светопрозрачных ограждений общественных, производственных и вспомогательных зданий и сооружений промышленных предприятий.
(Измененная редакция, Изм. № 1)
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
(Измененная редакция, Изм. № 1)
1.1-1.3. (Измененная редакция, Изм. № 1)
1.4. Типы, размеры, конструкция и условные обозначения окон, балконных дверей, элементов витрин, витражей и тамбуров устанавливаются нормативно-технической документацией на конструкции конкретных типов.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Изделия должны изготавливаться в соответствии с требованиями настоящего стандарта, нормативно-технической документации на изделия конкретных типов и конструкций по рабочим чертежам, утвержденным в установленном порядке.
2.2. Детали изделий должны изготавливаться из алюминиевых прессованных профилей, соответствующих требованиям ГОСТ 22233-83. Для выполнения требований настоящего стандарта профили при необходимости должны подвергаться правке с целью уменьшения продольной кривизны и угла скручивания.
(Измененная редакция, Изм. № 1, 2).
2.3. Отклонения размеров изделий не должны превышать значений, мм:
длины стоек ± 2,0
длины штапиков ± 1,0
длины импостов, обвязок притворов и расстояния между осями узлов ± 1,0
(Измененная редакция, Изм. № 1)
Таблица 1 исключена.
(Измененная редакция, Изм. № 1)
2.4. Отклонения размеров коробок, створок, полотен балконные дверей не должны превышать значений, указанных в табл. 2.
(Измененная редакция, Изм. № 1)
Таблица 2
|
|
Значения пред. откл. |
|
|
Номинальные размеры |
внутренних размеров коробок |
наружных размеров створок и полотен |
|
До 1000 |
+0,1 0 |
0 -1,0 |
|
Св. 1000 до 2100 |
+0,1 0 |
-1,0 0 |
|
» 2100 » 3000 » |
+2,0 |
-2,0 |
(Измененная редакция, Изм. № 1).
2.5. Разность длин диагоналей не должна превышать значений, мм:
коробок, створок, полотен балконных дверей 3,0
других изделий 5,0
(Измененная редакция, Изм. № 1).
Таблица 3 исключена.
(Измененная редакция, Изм. № 1).
2.6. Отклонения от прямолинейности и плоскостности коробок, створок и полотен балконных дверей не должны нарушать герметичности изделий (при закрытом положении створок и полотен уплотнительные прокладки в притворах должны быть прижаты без зазора.
Отклонение от прямолинейности элементов витрин и витражей длиной до 2 м не должны превышать 1,0 мм, а для длины более 2 м - 0,5 мм на 1 м, но не более 3 мм на всю длину.
(Измененная редакция, Изм. № 1, 2).
Таблица 4 исключена.
(Измененная редакция, Изм. № 1).
2.7. Перепад лицевых поверхностей алюминиевых профилей, сопрягаемых в одной плоскости, должен быть в пределах допуска на размер профиля по ГОСТ 22233-83, а при сопряжении комбинированных профилей - в пределах суммы допусков на соответствующие размеры составляющих профилей.
2.8. Зазоры на лицевых поверхностях конструкций в местах соединения деталей не должны быть более 0,3 мм. Допускается увеличение зазора до 1,0 мм, но с последующей герметизацией стыка.
Зазоры в местах соединения линейных элементов крепления заполнения (штапиков) допускается не герметизировать.
(Измененная редакция, Изм. № 1).
2.9. Предельное отклонение угла реза профилей при длине разрезаемой стороны до 50 мм не должно быть более ±20 ¢ , при длине разрезаемой стороны свыше 50 мм - более ±15.
2.10. Шероховатость поверхностей профилей, подверженных механической обработке, выходящих на лицевую сторону изделий, должна быть R а £ 6,3 мкм по ГОСТ 2789-73.
(Измененная редакция, Изм. № 1).
2.11. Конструкцией изделия должен быть обеспечен отвод попавших в нее конденсата и воды.
2.12. Крепежные изделия (болты, винты, гайки) должны изготавливаться из нержавеющей стали марок 20Х13, 12Х13 по ГОСТ 5632-72.
Допускается крепежные изделия изготавливать из стали марок 08кп, 10кп, 20кп, 10, 20, 40 по ГОСТ 10702-78 с последующим цинкованием или кадмированием с толщиной покрытия не менее 9 мкм, по ГОСТ 9.303-84, а также из алюминиевых сплавов марок АМг5П, Д16П, Д1П по ГОСТ 4784-74.
(Измененная редакция, Изм. № 1, 2).
2.13. Детали, обеспечивающие крепление изделий к несущим конструкциям здания, должны изготавливаться из стали марки С235 по ГОСТ 27772-88 (с 01.01.89) или Ст3кп2-1, свариваемой по ГОСТ 535-88, а также других марок, физико-механические свойства которых не ниже указанной, с последующим кадмированием или цинкованием по ГОСТ 9.303-84 с толщиной покрытия не менее 9 мкм. Допускается покрывать детали крепления грунтовкой ГФ-021 по ГОСТ 25129-82 в два слоя.
(Измененная редакция, Изм. № 1).
2.14. Термовкладыши комбинированных профилей должны изготавливаться из полиэтилена низкого давления марки 204-15 первого сорта по ГОСТ 16338-85 или других материалов, обеспечивающих прочность, долговечность и теплоизоляционные свойства изделия не ниже указанного полиэтилена.
(Измененная редакция, Изм. № 1).
2.15. Для заполнения светопрозрачной части изделий применяют оконное стекло по ГОСТ 111-90, стеклопакеты по ГОСТ 24866-81 и другие виды стекол, изготовленные по соответствующим стандартам и техническим условиям, утвержденным в установленном порядке.
(Измененная редакция, Изм. № 1).
2.16. Стекла, стеклопакеты и другие виды заполнения устанавливаются в изделиях на опорных, фиксирующих и ограничительных подкладках из полиэтилена низкого давления любого сорта по ГОСТ 16338-85, морозостойкой резины повышенной твердости или древесины, пропитанной гидрофобными составами, изготовленных по соответствующим стандартам или техническим условиям, утвержденным в установленном порядке.
(Измененная редакция, Изм. № 1).
Непосредственное соприкасание стекла и стеклопакетов с алюминиевыми деталями изделия не допускается.
Схемы размещения подкладок и их установки указаны в приложении.
(Измененная редакция, Изм. № 1).
2.17. Опорные и фиксирующие подкладки должны иметь ширину не менее ширины применяемого заполнения, высоту - не менее 3 мм и длину - не менее 80 мм.
(Измененная редакция, Изм. № 1).
Таблица 5 исключена.
(Измененная редакция, Изм. № 1).
2.18. Ограничительные подкладки должны устанавливаться при осуществлении герметизации остекления мастиками.
Подкладки не должны иметь толщину менее 3 мм, длину менее 50 мм и должны устанавливаться на расстоянии друг от друга 500 мм.
2.19. В местах сопряжения деталей изделия со светопрозрачными и светонепрозрачными заполнениями должны быть установлены по периметру непрерывные уплотняющие прокладки из свето-озоно-морозостойкой резины или пластмасс из числа разрешенных органами государственного санитарного надзора и изготовленных по техническим условиям, утвержденным в установленном порядке.
Допускается при установке светопрозрачного заполнения вместо прокладок применять герметик марки УТ31 по ГОСТ 13489-79 или другие мастики, не вызывающие коррозии алюминиевых сплавов, из числа разрешенных органами государственного санитарного надзора по нормативно-технической документации, утвержденной в установленном порядке.
(Измененная редакция, Изм. № 1).
2.20. Притворы створок и фрамуг должны иметь по периметру уплотнение прокладками из свето-озоно-морозостойкой резины, пластмасс или из других эластичных материалов из числа разрешенных органами государственного санитарного надзора и изготовленных по нормативно-технической документации, утвержденной в установленном порядке.
(Измененная редакция, Изм. № 1).
2.21. Уплотнительные и герметизирующие профилированные прокладки должны устанавливаться без применения клея.
(Измененная редакция, Изм. № 2).
2.22. Сопротивление изделий теплопередаче в зависимости от разности расчетных температур внутреннего и наружного воздуха должно приниматься в соответствии с требованиями СНиП 11-3-79.
(Измененная редакция, Изм. № 1).
2.23. Воздухопроницаемость изделий должна приниматься в соответствии с требованиями СНиП 11-3-79.
(Измененная редакция, Изм. № 1).
2.24. Детали изделий из алюминиевых сплавов, за исключением вкладышей, применяемых в угловых и других соединениях элементов каркасов, должны быть анодированы.
Толщина анодно-окисного покрытия должна назначаться по ГОСТ 9.031-74.
Внешний вид анодно-окисного покрытия должен соответствовать ГОСТ 9.301-86.
(Измененная редакция, Изм. № 1).
Примечание . Допускается отсутствие анодно-окисного покрытия в местах механической обработки деталей изделий на нелицевых поверхностях и во внутренних полостях деталей из полого профиля.
2.25. Стальные элементы окон, соприкасающиеся с алюминиевыми деталями, должны быть оцинкованы или кадмированы с толщиной слоя не менее 9 мкм по ГОСТ 9.303-84.
(Измененная редакция, Изм. № 1).
2.26. Алюминиевые элементы изделий в местах примыканий к кирпичной кладке, бетону, стали и т. п. должны быть защищены от коррозии.
2.27. Крепежные изделия с метрической резьбой в неразъемных соединениях должны устанавливаться на клею марок БФ-2, БФ-4 по ГОСТ 12172-74 или лаках марок ПФ-170, ПФ-171 по ГОСТ 15907-70, марок АК113, АК113Ф по ГОСТ 23832-79
(Измененная редакция, Изм. № 1).
2.28. Приборы для закрывания и фиксации створных элементов изделий должны соответствовать требованиям ГОСТ 538-88 и нормативно-технической документации на приборы конкретных типов.
(Измененная редакция, Изм. № 1).
3. КОМПЛЕКТНОСТЬ
3.1. Окна и балконные двери должны поставляться в собранном виде с установленными приборами, уплотняющими прокладками, опорными и фиксирующими подкладками.
Допускается выступающие части приборов открывания, опорные и фиксирующие подкладки не устанавливать, а поставлять в отдельной упаковке в комплекте с изделиями.
(Измененная редакция, Изм. № 1).
3.2. Элементы витрин и витражей, а также тамбуров должны поставляться в виде подготовленных к монтажу линейных элементов или рам в комплекте с приборами, уплотняющими прокладками, опорными и фиксирующими подкладками. Двери тамбуров поставляются в собранном виде.
3.3. В комплект поставки должны быть включены паспорт и инструкция по монтажу и эксплуатации.
4. ПРАВИЛА ПРИЕМКИ
4.1. Изделия должны быть приняты техническим контролем предприятия-изготовителя.
4.2. Приемку и поставку изделий производят партиями. Объем партии устанавливается соглашением сторон, но не более 200 шт.
Партия должна состоять из изделий одной марки, обработанных по одному технологическому процессу и одновременно предъявленных к приемке по одному документу.
4.3. При приемке изделий на соответствие требованиям, приведенным в пп. 2.1 (в части соответствия рабочим чертежам), пп. 2.2-2.6, 2.9, 2.12-2.20, 2.24, 2.25, 2.27 применяют двухступенчатый контроль, для чего от партии отбирают изделия в выборку в соответствии с табл. 6.
(Измененная редакция, Изм. № 1).
Таблица 6
|
Объем партии изделий, шт. |
Ступени контроля |
Объем одной выборки, шт. |
Объем двух выборок, шт. |
Приемочное число |
Браковочное число |
|
До 1,5 |
Первая |
2 |
4 |
0 |
2 |
|
|
Вторая |
2 |
|
1 |
2 |
|
16-2,5 |
Первая |
3 |
6 |
0 |
2 |
|
|
Вторая |
3 |
|
1 |
2 |
|
26-50 |
Первая |
5 |
10 |
0 |
3 |
|
|
Вторая |
5 |
|
3 |
4 |
|
51-90 |
Первая |
8 |
16 |
1 |
4 |
|
|
Вторая |
8 |
|
4 |
5 |
|
91-150 |
Первая |
13 |
26 |
2 |
5 |
|
|
Вторая |
13 |
|
6 |
7 |
|
151-200 |
Первая |
20 |
40 |
3 |
7 |
|
|
Вторая |
20 |
|
8 |
9 |
4.4. Партию изделий принимают, если количество дефектных изделий в первой выборке меньше или равно приемочному числу и бракуют без назначения второй выборки, если количество дефектных изделий больше или равно браковочному числу.
Если количество дефектных изделий в первой выборке больше приемочного числа, но меньше браковочного, производят вторую выборку.
Партию изделий принимают, если количество дефектных изделий в двух выборках меньше или равно приемочному числу и бракуют, если количество дефектных изделий в двух выборках больше или равно браковочному числу.
4.5. Проверка изделий на соответствие требованиям, приведенными в пп. 2.7, 2.8, 2.11, 2.20 и 2.21, должна производиться методом сплошного контроля.
(Измененная редакция, Изм. № 1).
4.6. Периодическим испытаниям должны подвергаться изделия не менее одного раза в два года на соответствие требованиям всех пунктов настоящего стандарта за исключением пп. 2.11, 2.22, 2.23.
При постановке изделий на производство испытания должны проводиться на соответствие требованиям всех пунктов настоящего стандарта.
(Измененная редакция, Изм. № 1).
4.7. Каждая партия должна иметь документ о качестве, форму, а также порядок и сроки направления которого устанавливают по согласованию изготовителя с потребителем.
(Измененная редакция, Изм. № 1).
4.8. (Измененная редакция, Изм. № 1).
5. МЕТОДЫ КОНТРОЛЯ
5.1. Проверку геометрических размеров следует производить штангенциркулем ШЦ-111 по ГОСТ 166-80, угломером по ГОСТ 5378-66, рулеткой III класса точности по ГОСТ 7502-80, щупом по ГОСТ 882-75 или шаблоном предприятия-изготовителя, утвержденным в установленном порядке.
(Измененная редакция, Изм. № 1).
5.2. Плотность прижатия уплотнительных прокладок к притворам ( п. 2.6) проверяют по наличию непрерывного следа, оставленного красящим веществом, наносимым на поверхность уплотнителя. В качестве красящего вещества применяют мел по ГОСТ 12085-88, тальк по ГОСТ 19729-74 или другие вещества, не повреждающие конструкцию и легко удаляемые после проведения контроля.
Отклонения от прямолинейности ( п. 2.6) проверяют на контрольной плите по ГОСТ 10905-86 с помощью щупов по ТУ 2-034-225-87 и поверочной линейкой по ГОСТ 8026-75.
(Измененная редакция, Изм. № 1, 2).
Примечание . Проверку отклонения от плоскостности производят остекленных изделий.
5.3. Качество механической обработки поверхностей должно соответствовать ГОСТ 2789-73 или проверяться визуально, методом сравнения с эталонами шероховатости, утвержденным в установленном порядке.
5.4. Контроль сопротивления теплопередаче ( п. 2.22) - по ГОСТ 26254-84.
5.5. Контроль воздухонепроницаемости ( п. 2.23) - по ГОСТ 25891-83.
5.6. Контроль защитно-декоративного покрытия ( пп. 2.24 и 2.25) - по ГОСТ 9.302-79.
6. МАРКИРОВКА, УПАКОВКА, транспортирование И ХРАНЕНИЕ
6.1. На нелицевой поверхности каждого изделия или ярлыка должны быть нанесены:
товарный знак предприятия-изготовителя;
марка изделия;
штамп ОТК.
(Измененная редакция, Изм. № 1).
6.2. Маркировку грузовых мест следует производить в соответствии с требованиями ГОСТ 14192-77.
(Измененная редакция, Изм. № 1).
6.3. Способ исполнения и дополнительные требования к маркировке устанавливаются в нормативно-технической документации на конструкции конкретных типов.
(Измененная редакция, Изм. № 1).
6.4. Каждое изделие или группа изделий должны быть обернуты одним слоем двухслойной упаковочной бумаги по ГОСТ 8828-75 или парафинированной бумаги по ГОСТ 9569-79 и обвязаны шпагатом по ГОСТ 117308-88 с шагом витков 300-350 мм.
При укладке в тару группы изделий между ними должен быть проложен слой бумаги по ГОСТ 8273-75.
Допускается упаковывать изделия другими типами бумаги и шпагата, не уступающими по своим свойствам указанным.
(Измененная редакция, Изм. № 1).
6.5. Конструкции должны быть уложены в специальную тару, изготовленную по рабочим чертежам, утвержденным в установленном порядке, предохраняющую изделия от искривления и механических повреждений при транспортировании, погрузочно-разгрузочных работах и транспортировании различными видами транспорта.
Тип тары для упаковки устанавливают в нормально-технической документации на конструкции конкретных типов.
Масса (нетто) грузового места - не более 1000 кг.
(Измененная редакция, Изм. № 1).
6.6. Неустановленные на изделиях приборы или части приборов, штапики и крепежные изделия должны быть завернуты в упаковочную бумагу по ГОСТ 8828-75 или в пакеты из полиэтиленовой пленки по ГОСТ 10354-82 и уложены в тару совместно с конструкциями.
Допускается укладка деталей приборов и крепежных изделий в отдельные ящики по ГОСТ 2991-85, а покупные изделия, входящие в комплект поставки и не установленные в конструкции, оставлять в упаковке предприятия-изготовителя.
Масса (нетто) грузового места - не более 50 кг.
(Измененная редакция, Изм. № 1).
6.7. Требования к транспортным пакетам и средствам пакетирования должны указываться в нормативно-технической документации на конструкции конкретных типов.
Дополнительные требования к упаковке устанавливаются в нормативно-технической документации, утвержденной в установленном порядке.
(Измененная редакция, Изм. № 1).
6.8. Изделия транспортируют транспортом всех видов в соответствии с Правилами перевозок грузов, действующими на транспорте данного вида.
Вид транспортных средств должен устанавливаться нормативно-технической документацией на конструкции конкретных типов.
(Измененная редакция, Изм. № 1).
6.9. Размещение и крепление грузовых мест на железнодорожном транспорте должно производиться в полном соответствии с «Техническими условиями погрузки и крепления грузов», утвержденными Министерством путей сообщения СССР.
(Измененная редакция, Изм. № 1).
6.10. Изделия должны храниться в сухих вентилируемых помещениях на деревянных подкладках рассортированными по типам и размерам.
Между неупакованными изделиями, уложенными в штабеля, должны быть по углам прокладки из дерева, фанеры или гофрированного картона размером не менее 60 ´ 100 мм.
(Измененная редакция, Изм. № 1).
ПРИЛОЖЕНИЕ 1
Обязательное
СХЕМЫ РАЗМЕЩЕНИЯ ПОДКЛАДОК
Опорные и фиксирующие подкладки
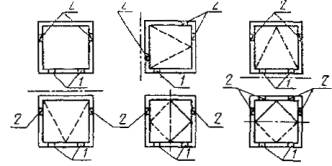
Ограничительные подкладки
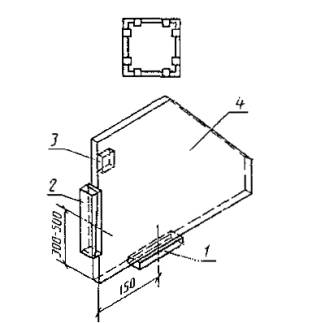
1 - опорная подкладка; 2 - фиксирующая подкладка; 3 - ограничительная подкладка; 4 - светопрозрачное заполнение
(Измененная редакция, Изм. № 1).