ГОСТ 21547-76 Пайка. Метод определения температуры распайки

ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПАЙКА
МЕТОД ОПРЕДЕЛЕНИЯ ТЕМПЕРАТУРЫ РАСПАЙКИ
ГОСТ 21547-76
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНД А РТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
ПАЙКА М е тод оп ре делени я температуры рас пайки Brazing and soldering . |
ГОСТ |
Постано в лением Государственного К оми те та стан дартов Со вета Министров СССР от 5 фев рал я 1976 г . № 345 срок введен ия устан ов лен
с 01.01.1977 г.
Проверен в 1981 г . Постановл ением Госс та ндарта о т 10 .08.81 № 3745 с рок дейс тв ия про дл ен
до 01 .01 . 1987 г.
Несо бл юден ие ста нда рта п ресл ед уетс я по за кону
Настоящий стандарт распространяется на п а ян ые соедин ения и устанавлив ает метод определения температуры ра спайки при равн ом ерн ом нагреве образца, находящегося под п остоянной стати ческой нагрузкой.
1. ОТБОР ОБРАЗЦОВ
1 .1 . Для и спытани я следует примен ять плос ки е об разцы, паян ые внахлестку и, в случае отсутстви я листов ого материала, ци линдри ческие образцы, паяные встык. Форма и размеры образцов указаны на черт. 1. Ти п выбранных образцов должен быть указа н в протоколе испытаний.
1 .2 . Пе ред пайкой следует определить массу нижн ей части обр азца. Погрешн ость при определен ии массы не более 1 г.
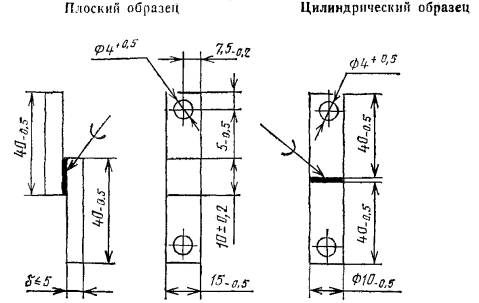
Ч е рт. 1
2. АППАРАТУРА И ПРИБОРЫ
2 .1 . Электропечи сопротивлени я и ли в ысокочастотные установки, которые должн ы обеспечив ать равномерный нагрев образц а от температуры, лежащей на 50 - 70 °С ни же соли дуса при поя, со скор остью:
10 - 15 °С в ми нуту для соедин ен ий, выполн ен ных низкотемпературн ой пайкой;
20 - 30 °С в мин уту для соедин ен ий, выполненных высокотемпературной пайкой .
2 .2 . Термопары по ГОСТ 6616-74 и при боры по ГОСТ 7164-78 для фи кси ровани я темпе ратуры об разц а.
3. ПОДГОТОВКА К ИСПЫТАНИЯМ
3 .1. Образцы для определени я температуры распайки следует паять в газовой среде, вакууме или с флюсом по режимам, при меняемым в со отве тствующи х технологически х процессах. Зазор при пайке до лжен со ответствовать техни ческим условиям на изделие. В случае отсутствия таких данных зазор должен быть не б олее 0,15 мм.
Зазор долже н быть указан в протоколе испытани й.
3 .2 . Перед испытаниями на паян ых образцах следуе т установи ть не менее трех термопар. Рабочи е конц ы термопар сле дует крепи ть к об разцу зачек анк ой , контактн ой электросваркой или други м мет одом, обеспечи вающи м надежный теплов ой контакт в местах, указанных на черт. 2.
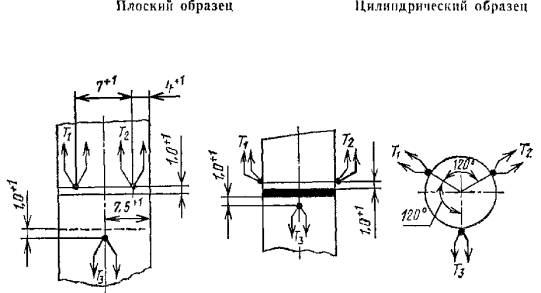
Черт. 2
3 .3 . К нижн ей части образца следует подвеси ть удлини тельн ую штангу с площадкой для разн овесов или при крепить разновесы с помощью сварки.
3 .4 . Суммарная масса ни жней части образца, удли нительной штанги и площадки с разновесами должн а соста влять 150 ± 3 г для п лоски х образц ов и 78 ± 2 г для цили ндри чески х об разцов.
4. ПРОВЕДЕНИЕ ИСПЫТАНИЙ
4.1. Образец с закрепленн ой удлини тельной штангой и площадкой с разн овесами следует поместить в нагревате льное устройство, как показано на черт. 3.
4 .2 . Испытаниям сле дует подвергать не менее трех образцов.
4 .3 . Для предотвращени я образован ия окали ны допускается проведени е и спытаний в инертн ой и ли акти вной газовой среде , вакууме или с нанесе ни ем флюса на образец.
4 .4 . Те мпература распайки соединения должна быть зафикси рована в момент отрыва ни жней части образца, но н е позднее, чем через 2 с.
1 - и спытуе мый образец; 2 - н аг ревательное устрой ств о; 3 - у дли нительная штан га; 4 - площ ад ка с разнов есами
Черт. 3
5. ОБРАБОТКА РЕЗУЛЬТАТОВ
5 .1 . За тем пературу распайки образца следует прин имать средн ее арифмети ческое значен ие показаний тре х термопар.
5 .2 . За те мп ературу распайки паяного соедин ения следует принимать средн ее ари фметическое результатов исп ытаний трех об разц ов. В протоколе следует указыв ать степень ди сперсии результатов.
(И змененн ая редакци я, И зм . № 1) .
5 .3 . Испытания счи таются недействи тельными при выходе и з строя в пери од н агрева хотя бы одной и з термопар и ли обнаружени я н еп роп ая в шве после и спытаний более 5 % от заданн ой площади н ахлестки. В указан ных случаях исп ытание должн о быть повторено, при этом количество образцов должн о соот ветств ов ать числу недействи тельных результатов испытаний.
5 .4 . Результаты и спытаний каждого образца необходи мо заноси ть в протокол испытани й, форма которого указана в рекомендуемом приложен ии.
ПРИЛОЖЕНИЕ
Рекомендуемое
ПРОТОКОЛ № ___________
|
||||||||
|
Ном е р образца |
Зазор, мм |
Ср е да и спытаний |
Пок а зания термоп ар, °С |
Температура рас п айки образца, °С |
Температ у ра распай ки соединения, °С |
Степе н ь диспер сии , % |
||
|
1 |
2 |
3 |
||||||
|
|
|
|
|
|
|
|
|
|
|
Подписи: |
||||||||
СОДЕРЖАНИЕ
|
1. Отбор образцов . 1 2. Аппаратура и приборы .. 2 3. Подготовка к испытаниям .. 2 4. Проведение испытаний . 3 5. Обработка результатов . 3 П риложение Протокол испытаний образцов по определению температуры распайки . 4 |