ГОСТ 3.1408-85 ЕСТД. Формы и правила оформления документов на технологические процессы получения покрытий
ГОСТ 3.1408-85
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ЕДИНАЯ СИСТЕМА ТЕХНОЛОГИЧЕСКОЙ ДОКУМЕНТАЦИИ
ФОРМЫ И ПРАВИЛА
ОФОРМЛЕНИЯ
ДОКУМЕНТОВ НА ТЕХНОЛОГИЧЕСКИЕ
ПРОЦЕССЫ ПОЛУЧЕНИЯ ПОКРЫТИЙ
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Государственным комитетом СССР по стандартам
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 12.11.85 № 3927
3. ВЗАМЕН ГОСТ 3.1408-74, ГОСТ 3.1414-73, ГОСТ 3.1431-84
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
ГОСТ 2.303-68 |
2.3 |
|
ГОСТ 3.1102-81 |
1.1 |
|
ГОСТ 3.1104-81 |
2.4 |
|
ГОСТ 3.1105-84 |
1.1 |
|
ГОСТ 3.1118-82 |
1.1, 2.11 |
|
ГОСТ 3.1119-83 |
1.2 |
|
ГОСТ 3.1121-84 |
1.1, 1.3 |
|
ГОСТ 3.1122-84 |
1.1 |
|
ГОСТ 3.1123-84 |
1.1 |
|
ГОСТ 27464-87 |
2.4 |
5. ПЕРЕИЗДАНИЕ. Июль 2001 г.
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
Единая система технологической документации ФОРМЫ И
ПРАВИЛА ОФОРМЛЕНИЯ ДОКУМЕНТОВ Unified system for technological documentation. Forms and rules of making documents on technological processes |
ГОСТ |
Дата введения 01.01.87
Настоящий стандарт устанавливает виды, комплектность, формы и правила оформления тех н ологических документов, применяемых при проектировании технологических процессов получен ия защитных, защитно-декоративных, износостойких покрытий, с использованием различных м етодов:
- карты типового (группового) технологического процесса (К ТТП ) получения покрытий;
- ведомости деталей (сборочных единиц) к типовому (групповому) технологическому процессу ВТ П ) получения покрытий.
1. ВИДЫ И КОМПЛЕКТНОСТЬ ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ
1. 1. Виды и назначение технологических документов (далее - документов), разрабатываемых с применением различных методов проектирования, приведены в табл. 1 .
1.2. Комплектность и правила оформления комплектов документов на еди ни чны е технологич еские процессы (далее - ЕТП) - по ГОСТ 3.1119 .
1.3. Комплектность и правила оформления комплектов документов на групповые и типовые те хнологические процессы (далее - ГТП и ТТП ) - по ГОСТ 3.1121 .
1.4 . Комплектность документов на процессы получения покрытий следует устанавливать применительно к условиям каждого предприятия (организации).
2. ПРАВИЛА ОФОРМЛЕНИЯ ДОКУМЕНТОВ
2.1. К ТТ П следует составлять по формам 1, 1а, 2, 2а, ВТП - по формам 3, 3а.
2.2. Графы форм 1 и 1а, 2 и 2а КТТП, 3 и 3а ВТП следует заполнять в соответствии с табл. 2.
Таблица 1
|
Условное обозначение вида документа (по ГОСТ 3.1102 ) |
Обозначени е формы |
Применение документа на стадии разработки |
Назначение документа |
||
|
предварительного проекта |
опытного образца (опытной партии) |
серийного (массового) производства |
|||
|
КТТП |
Формы 1 и 1а, 2 и 2 а 1 и 1а по ГОСТ 3.1121 |
|
|
|
Применяют при разработке ГТП или ТТП различных видов получения покрытий для описания операций в технологической последовательности с указанием общих данных для всей группы деталей |
|
В УН |
Формы 4 и 4а, 5 и 5а по ГОСТ 3.1123 |
|
|
|
Применяют при разработке ГТП и ТТП различных видов получения покрытий, дополнительно к КТТ П, для указания данных об удельных нормах расхода материалов, используемых при получении покрытий, с привязкой к выполняемым операциям. Предназначена для решения задач по нор мированию р асхода матер иалов |
|
ВТП |
Формы 3 и 3а |
|
|
|
Применяют при разработке ГТП и ТТП различных видов получения покрытий, дополнительно к КТТП для указания переменных данных по каждой детали с привязкой к выполняемым операциям. Разрабатывают на всю группу деталей соответств у ющ его ГТП и ТТП |
|
ВТД |
Формы 4 и 4а, 5 и 5а по ГОСТ 3.1122 |
|
|
|
Применяют для указания перечня документов к каждому ГТП или ТТП различных видов получения покрытий с указанием обозначений документов и нумерации листов, в которых отражаются переменные данные по каждой детали |
|
МК |
Формы 2 и 1б, 4 и 3б, по ГОСТ 3.1118 |
|
|
|
Применяют при разработке ЕТП различных видов получения покрытий |
|
ТИ |
Формы 5 и 5а по ГОСТ 3.1105 |
|
|
|
Применяют при разработке ЕТП различных видов получения покрытий, а также при описании действий, связанных с приготовлением растворов и наладкой обор у дования |
|
КЭ |
Формы 6 и 6а, 7 и 7а по ГОСТ 3.1105 |
|
|
|
Применяют в различных комплектах документов на технологические процессы различных видов получения покрытий, для графических изображений обрабатываемых поверхностей деталей и т.п. |
Примеч ания :
1. ![]() -
обязательный документ;
-
обязательный документ; ![]() - д окумент, применяемый по усмотрению разработчика.
- д окумент, применяемый по усмотрению разработчика.
2. При применении форм 1 и 1а КТТП по ГОСТ 3.1121 допускается введение в них дополнительной строки с графами, аналогичными графам форм КТТП данного стандарта, для указания информации о материале с привязкой к служебному символу « М» и введением графы «КУО» в строку с служебным символом «Б».
3. Применение дополнительных видов документов , не указанных в табл. 1, устанавливают в отраслевых нормативно-технических документах (далее - НТД) или в стандартах предприятий (организаций).
4. Номера 1 (1а) и 2 (2а) присваивают формам КТТП в соответствии с п. 2.8 настоящего стандарта.
5. Пример использования ВТД приведен в приложении 1 .
Таблица 2
|
Номер графы |
Наименование (условное обозначение) графы |
Служебный символ строки |
Содержание информа ц ии |
|
1 |
- |
- |
Обозначение служебного символа и порядковый номер строки |
|
2 |
Цех |
А |
Номер (код) цеха, в котором выполняют операцию |
|
3 |
Уч. |
А |
Номер (код) участка, конвейера, поточной линии и т.д. |
|
4 |
РМ |
А |
Номер (код) рабочего места |
|
5 |
Опер. |
А |
Номер операци и (процесса) в технологической последовательности обработки изделия (включая контроль и перемещение) |
|
6 |
Код опер. |
А |
Код операции по технологическому классификатору, наименование операции. Допускается код или наименование операции не указывать |
|
7 |
Обозначение документа |
А |
Обозначения документов, инструкций по охране труда, применяемых при выполнении данной операции |
|
8 |
Код, наименование оборудования |
Б |
Код оборудования по классификатору, краткое наименование оборудования, его инвентарный номер. Допускается взамен краткого наименования оборудования указывать его модель. Допускается не указывать инвентарный номер. |
|
9 |
КУО |
Б |
Коэффициент, учитывающий вид оборудования для покрытия. Использу ю т для корректировки норм расхода химикатов. Принимают в соответствии с отраслевым НТД. Допускается не указывать. |
|
10 |
Проф. |
Б |
Код профессии по классификатору ОКПДТР |
|
11 |
СМ |
Б |
Степень механизации (код степени механизации). Заполняют в соответствии с отраслевым НТД |
|
12 |
Р |
Б |
Разряд работы, необходимый для выполнения операции |
|
13 |
УТ |
Б |
Код условий труда по классификатору ОКПДТР и код вида нормы |
|
14 |
КР |
Б |
Количество исполнителей, занятых при выполнении операций |
|
15 |
Вспомогательный материал |
М |
Обозначение марки вспомогательных материалов, применяемых при выполнении операции |
|
16 |
Код |
М |
Код материала по классификатору |
|
17 |
Кон ц . |
М |
Концентрация растворов и электролитов |
|
18 |
Вязкость |
М |
Условная вязкость лакокрасочных материалов по вискозиметру при 20 ° С |
|
19 |
Фракция |
М |
Размер помола с т екл оэмал евы х материалов или размер фракции полимерных материалов |
|
20 |
Плотность |
М |
Плотность стеклоэмалевых или полимерных материалов |
|
21 |
Давление |
Р1 |
Давление воздуха, лакокрасочного материала. Величина остаточного давления в вакуумной камере установки |
|
22 |
t |
Р1 |
Температура раствора, лакокрасочного материала, сушки. Температура нагрева подложки в установке |
|
23 |
рН |
Р1 |
Показатель концентрации ионов в растворе |
|
24 |
ОП А / К |
Р1 |
Отношение площадей поверхности анодной к катодной |
|
25 |
I |
Р1 |
Сила тока, расходуемая на обработку, или сила тока, необходимая на загрузку. На установке для получения износостойких покрытий указывают силу тока дуги |
|
26 |
D т ока |
Р1 |
Плотность тока на единицу покрываемой поверхности |
|
27 |
U |
Р1 |
Напряжение на ванне, потребляю щ ей постоянный или переменный ток. На установке для получения износостойких покрытий на переходе «очистка» указывают величину высокого напряжения, на переходе «покрытие» - величину опорного напряжения |
|
28 |
Магн. поле |
Р1 |
Напряженность магнитного поля фокусирующей катушки |
|
29 |
Время |
Р1 |
Время выдержки на определенном режиме |
|
30 |
D ствола |
Р2 |
Диаметр ствола |
|
31 |
Н. расх. на в ы ст. |
Р2 |
Норма расхода материала на один выстрел |
|
32 |
KB в сек. |
Р2 |
Количество выстрелов в секунду |
|
33 |
Тол щ. напыл . |
Р2 |
Тол щ ина напыления за один выстрел |
|
34 |
НПП |
С |
Номер по порядку |
|
35 |
Обозначение дет. ( ГТП ) |
С |
Обозначение детали или группового технологического процесса |
|
36 |
Наименование дет. (ГТП) |
С |
Наименование детали или группового технологического процесса |
|
37 |
Основной материал |
С |
Обозначение марки основного материала |
|
38 |
ЕВ |
С |
Код единицы величины (массы, длины, площади и т.п.) детали, заготовки материала по классификатору СОЕ И . Допускается указывать единицы измерения величины |
|
39 |
МД |
С |
Масса детали |
|
40 |
ГС |
С |
Группа сложности детали (изделия) в соответствии с отраслевым НТД |
|
41 |
КОНД |
А |
Количество одновременно обрабатываемых (изготавливаемых) деталей (сборочных единиц) |
|
42 |
ЕН |
А |
Единица нормирования, на которую установлена норма времени |
|
43 |
ОП |
А |
Объем производственной партии в штуках |
|
44 |
К шт. |
А |
Коэффициент штучного времени при многостаночном обслуживании. Допускается не указывать |
|
45 |
Т п. з. |
А |
Норма подготовительно-заключительного времени на операцию |
|
46 |
Т шт. |
А |
Норма штучного времени на операцию |
|
47 |
КУП |
И |
Коэффициент, учитывающий шероховатость поверхности заготовки. Используют для определения норм расхода материалов. Принимают в соответствии с отраслевыми НТД. Допускается не указывать |
|
48 |
ПППД |
И |
Площадь поверхности покрытия детали |
|
49 |
ОППП дет. на пр. |
И |
Общая площадь поверхности покрытий деталей на приспособлении |
|
50 |
КДП |
И |
Количество деталей (сборочных единиц), обрабатываемых на одном приспособлении |
|
51 |
КД А |
И |
Количество деталей (сборочных единиц), обрабатываемых в агрегате |
|
52 |
К сл. |
И |
Количество слоев покрытия |
|
53 |
Толщина |
И |
Толщина покрытия |
|
54 |
- |
И |
Графа для указания (при необходимости) одной из следующих информаций: « I » - силы тока на загрузку (графа 25); « D тока» - плотность тока на единицу покрываемой поверхности (графа 26); «Время» - время выдержки на определенном режиме (графа 28) - при нанесении защитных, защитно-декоративных покрытий; «Кол-во выст.» - количество выстрелов, необходимое для напыления заданной поверхности детали - при нанесении износостойких покрытий методом детонационного напыления. Допускается не заполнять |
|
55 |
Цвет |
И |
Цвет покрытия. Допускается не указывать |
|
56 |
- |
A, Р 1, P2 |
Графа для указания дополнительных данных. Заполняют при необходимости п о усмотрению организации, предприятия |
Примечан ия :
1. Графы 17 -2 8 допускается заполнять только при выполнении соответствующих методов получения покрыт ий.
2. Допускается записывать единицы измерения в графах с числовым значением величин второй строкой.
2.3. Размеры ширины граф форм К ТТ П и ВТП следует выбирать в соответствии с табл. 3 , исходя из шага печатающих устройств 2,6 мм.
Таблица 3
|
Номер графы |
Разм е р граф в формах документов |
Номер графы |
Размер граф в формах документов |
||||||
|
Формы 1 и 1а, 2 и 2а |
Формы 3 и 3а |
Формы 1 и 1а, 2 и 2а |
Формы 3 и 3а |
||||||
|
мм |
Количество знаков |
мм |
Количество знаков |
мм |
Количество знаков |
мм |
Количество знаков |
||
|
1 |
13,0 |
5 |
13,0 |
5 |
29 |
31,2 |
12 |
- |
- |
|
2 |
10,4 |
4 |
10,4 |
4 |
30 |
26,0 |
10 |
- |
- |
|
3 |
10,4 |
4 |
10,4 |
4 |
31 |
36,4 |
14 |
- |
- |
|
4 |
10,4 |
4 |
10,4 |
4 |
32 |
26,0 |
10 |
- |
- |
|
5 |
13,0 |
5 |
13,0 |
5 |
33 |
31,2 |
12 |
- |
- |
|
6 |
75,4 |
29 |
28,6 |
11 |
34 |
- |
- |
10,4 |
4 |
|
7 |
1 53,4 |
59 |
- |
- |
35 |
- |
- |
62,4 |
24 |
|
8 |
132,6 |
51 |
- |
- |
36 |
- |
- |
78,0 |
30 |
|
9 |
20,8 |
8 |
- |
- |
37 |
- |
- |
80,6 |
31 |
|
10 |
26,0 |
10 |
- |
- |
38 |
- |
- |
10,4 |
4 |
|
11 |
18,2 |
7 |
- |
- |
39 |
- |
- |
15,6 |
6 |
|
12 |
18,2 |
7 |
- |
- |
40 |
- |
- |
15,6 |
6 |
|
13 |
26,0 |
10 |
- |
- |
41 |
- |
- |
13,0 |
5 |
|
14 |
31,2 |
12 |
- |
- |
42 |
- |
- |
13,0 |
5 |
|
15 |
119,6 |
46 |
- |
- |
43 |
- |
- |
13,0 |
5 |
|
16 |
33,8 |
13 |
- |
- |
44 |
- |
- |
18 , 2 |
7 |
|
17 |
26,0 |
10 |
- |
- |
45 |
- |
- |
20,8 |
8 |
|
18 |
36,4 |
14 |
- |
- |
46 |
- |
- |
20,8 |
8 |
|
19 |
26,0 |
10 |
- |
- |
47 |
- |
- |
10,4 |
4 |
|
20 |
31,2 |
12 |
- |
- |
48 |
- |
- |
20,8 |
8 |
|
21 |
26,0 |
10 |
- |
- |
49 |
- |
- |
41,6 |
16 |
|
22 |
26,0 |
10 |
- |
- |
50 |
- |
- |
13,0 |
5 |
|
23 |
13,0 |
5 |
- |
- |
51 |
- |
- |
13,0 |
5 |
|
24 |
20,8 |
8 |
- |
- |
52 |
- |
- |
13,0 |
5 |
|
25 |
26,0 |
10 |
- |
- |
53 |
- |
- |
39,0 |
15 |
|
26 |
18,2 |
7 |
- |
- |
54 |
- |
- |
80,6 |
31 |
|
27 |
18,2 |
7 |
- |
- |
55 |
- |
- |
41,6 |
16 |
|
28 |
26,0 |
10 |
- |
- |
56 |
67,6* 153,4 ** |
26* 59 ** |
101,4 |
39 |
* Размеры указаны для графы строки Р1, входящих в формы 1 и 1а.
** Размеры указаны для графы строки Р2, входящих в формы 2 и 2а.
Примечан ия :
1. В графе «Количество знаков» указано число знаков, соответствующее размеру ширины данной графы. Максимальное количество знаков, вносимых в графы, на один знак меньше указанного в таблице.
2. Для документов, заполняемых рукописным способом, размеры граф допускается округлять до ближайшего целого числа за счет граф, не обведенных линией толщиной 2 s по ГОСТ 2.303.
2.4. Графы следует разделять вертикальными отрезками прямой линии длиной 0,5 -1 ,5 мм.
При автоматизированном проектировании разделительные линии следует выполнять наборами соответствующих символов по ГОСТ 27464.
Примечания:
1. Допускается разделять графы сплошной вертикальной линией на всю высоту строки, при этом это разделение допускается выполнять выборочно - не на всех строках.
2. При автоматизированном проектировании разделительные линии в соответствии с ГОСТ 3.1104 допускается не выполнять.
2.5. При применении автоматизированных методов проектирования документов допускается выполнять формы с учетом максимальной возможности размещения печатаю щ их символов на одной строке для различных устройств АЦПУ ЭВМ без разделения строк. Увеличение ширины формата форм документов выполняют за счет изменения размеров граф, не обведенных линией толщиной 2 s .
При автоматизированной разработке с применением максимальной значности печатающих устройств АЦПУ ЭВМ (128 символов) допускается в документах не выполнять крайние вертикальные линии, ограничивающие ширину формата. При этом ширину формата форм документов увеличивают за счет следующих граф: 6, 8, 15, 56 - для форм КТТП; 36, 55, 56 - для форм ВТП.
Формам документов, предназначенным для автоматизированного проектирования, следует присваивать обозначение тех форм по настоящему стандарту, на основе которых вносились соответствующие изменения.
В целях различия форм документов, применяемых в условиях САПР, следует добавлять дополнительно слово «САПР», например «Форма 1 САПР».
2.5 .1 . Графы форм КТТП и ВТП следует заполнять построчно с привязкой к соответствующим служебным символам строк, указанным в табл. 4.
Таблица 4
|
Служебный символ строки |
Содержание информации, вносимой в графы, расположенные в строке |
|
А |
Номер цеха, участка, рабочего места, г де выполняют операцию, номер операции, код и наименование операции, обозначение документов, применяемых при выполнении операции (применяют только для форм с горизонтальным расположением поля подшивки) |
|
Б |
Код, наименование оборудования, информации по трудозатратам (применяют только для форм с горизонтальным расположением поля подшивки) |
|
И |
Характеристики покрытия и информация об обрабатываемых деталях и технологических режимах |
|
М |
Информация о применяемом вспомогательном материале с указанием наименования и кода материала, концентрации, вязкости, размера помола, плотности |
|
О |
Содержание операции (перехода) |
|
Р |
Переменные данные по технологическим режимам |
|
С |
Номер по порядку, обозначение детали или ГТ П, наименование детали или ГТП , наименование, марка основного материала, масса детали, группа сложности, код единицы в еличины |
|
Т |
Информация о применяемой при выполнении операции технологической оснастке |
|
Ш |
Переменные данные по номерам цеха, участка, рабочего места, операции, трудозатратам |
2.6. Допускается вводить в формы 1, 1а, 2, 2а, 3, 3а дополнительные строки для указания информации о содержании операции (перехода) и применяемой при выполнении операции технологической оснастке с привязкой к служебным символам «О» и «Т» соответственно.
2.7. Допускается указывать технические требования в виде текстовой информации в строках с привязкой к служебному символу «О».
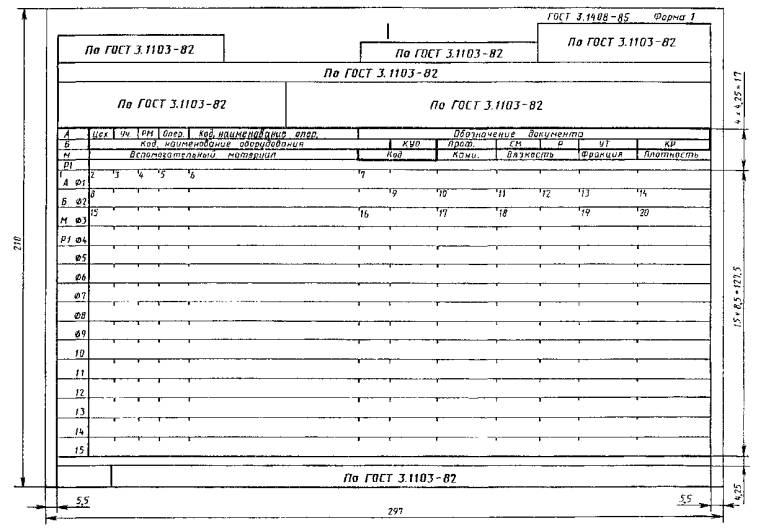
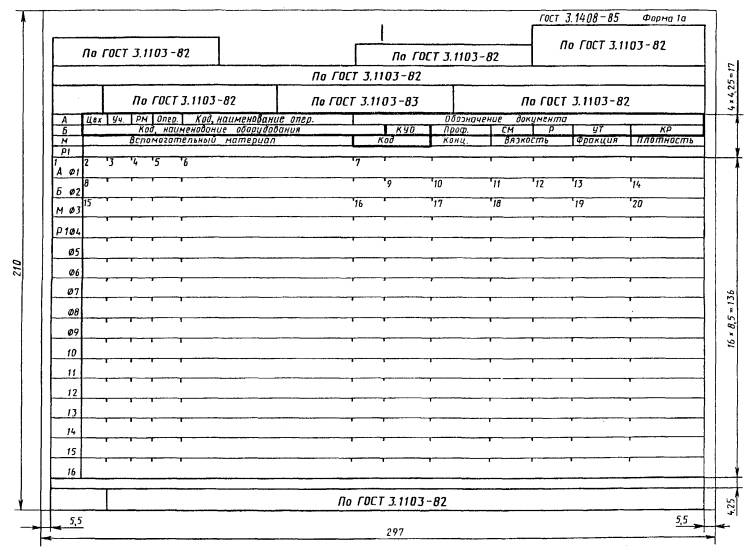
2.8. В форме КТТП получения покрытий установлена строка со служебным символом «Р», в графы которой записывают информацию о режимах получения покрытий.
В зависимости от вида покрытий или метода их получения в форму КТТП необходимо включать следующие строки:
- Р1 (черт. 1) - для электрохимических, химических, лакокрасочных, полимерных, сте кл оэмалевых покрытий, а также износостойких покрытий, получаемых ионно-пл азменны м методом.
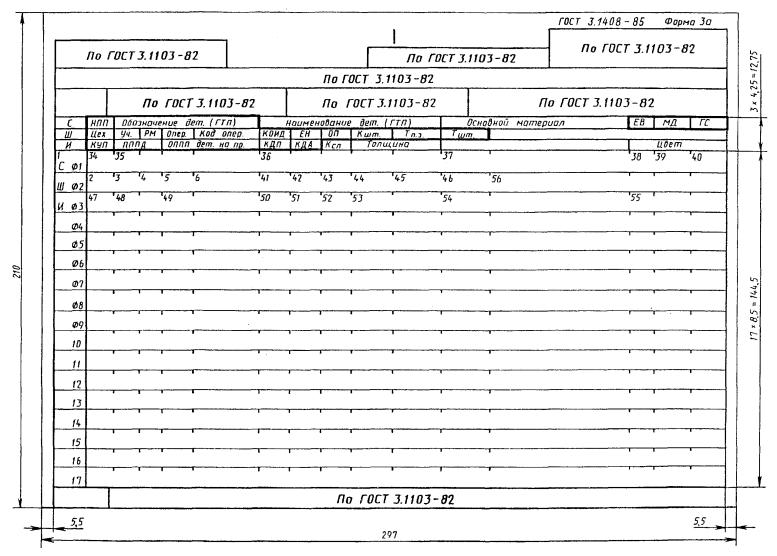
При включении строки Р1 форме КТТП следует присваивать номера 1, 1а и наименование: «КТТП электрохимических, химических, лакокрасочных, полимерных, сте кл оэмал евы х покрытий и износостойких покрытий, получаемых ионно-плазменным методом». Допускается указывать один вид покрытия, например: «КТТП полимерного покрытия».

Черт. 1
- Р2 (черт. 2) - для износостойких покрытий, получаемых детонационным напылением.
При включении строки Р2 форме К ТТ П следует присваивать номера 2, 2а и наименование: « КТТП износостойких покрытий, получаемых детонационным напылением».

Черт. 2
2.9. В формах ВТП получения покрытий установлена графа 54, в которой записывают информацию о режимах получения покрытий в соответствии с табл. 2, например « I » , «Время». При этом ВТП присваивают соответствующее наименование, например «ВТП получения лакокрасочных покрытий».
2.10. При оформлении форм документов на износостойкие покрытия, получаемые другими методами (кроме ионно- пл азменного и детонационного напыления), а также на другие виды покрытий, допускается вводить в строку « Р» КТТП и графу 54 ВТП соответствующую информацию, устанавливаемую отраслевыми Н ТД.
2. 11 . При разработке ЕТП на формах МК оформление выполняют по ГОСТ 3.1118 .
Допускается вводить в формы МК дополнительные графы для указания обозначений данных, используемых при выполнении операций получения покрытий, по технологическим режимам с привязкой к служебному символу «Р», по характеристикам покрытий и по обрабатываемым деталям с привязкой к служебному символу «И» в соответствии с формами КТТП, ВТП, например « I », «Давление», «КУП», «КД А» , «К сл.» , вносить дополнительные графы для указания «Вязкости», «Фракции», « Конц.» и «Плотности» после текста описания содержания операции (перехода), не заполняя соответствующую информацию, относящуюся к графам « ОПП» ; « ЕН» ; « КИ».
2.12. Допускается применять формы ВТП/КТИ при условии их разработки на деталь одного обозначения, подвергаемой одному или несколькими видам покрытий по одному ТТ П (ГТ П).
В этом случае переменные данные записывают в технологической последовательности выполнения процесса и видов получения покрытий на одной форме ВТП/КТИ на отдельных строках.
При применении формы ВТП/КТИ допускается взамен карты эскизов выполнять графические изображения изделий (деталей, сборочных единиц) или технологических установок непосредственно в нижней зоне поля документа.
2.13. Примеры оформления форм КТТП и ВТП приведены в приложениях 2 и 3.
Карта типового (группового) технологического процесса получения защ и тных, защитно-декоративных покрытий и износостой ких покрытий, получаемых ионнопл азменным м етодом (первый или заглавный ли ст)
Карта ти п ового (группового) технологического процесса получени я защитных, защитно-декоративн ых покрытий и износостойких покрытий, получаемых ионн опл азменным методом (последующие листы)
Ведомость деталей ( сборочных един и ц) к типов ому (групповому) технологическому п роцессу получения покрытий (первый и ли заглавный лист)
Ведомость деталей (сборочных единиц) к типовому (групповому) технологическому про ц ессу получения покрытий (последующие листы)
ПРИЛОЖЕНИЕ 1
Рекомендуемое
ПРИМЕР ИСПОЛЬЗОВАНИЯ ВТД В КОМПЛЕКТЕ ДОКУМЕНТОВ
При разработке ГТ П и ТТ П в целях оптимизации поиска необходимой информации по каждой обрабатываемой детали, рекомендуется применять ВТД в условиях входимости большой группы обрабатываемых деталей. В этом случае рекомендуется разрабатывать ВТД на каждое изделие. Порядок расположения документов в комплекте ГТП (ТТП) показан на чертеже.
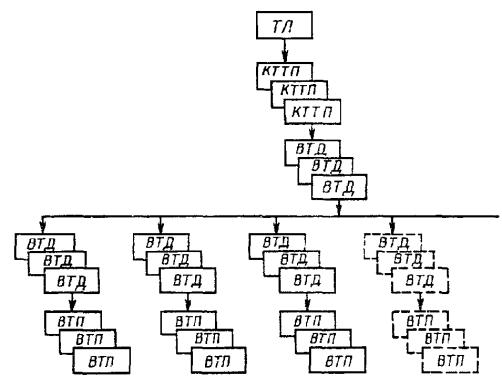
Примечан ие . На первом уровне ВТД выполняет роль указателя ВТД, специализированных по каждому изделию, на втором - роль указателя состава деталей, входящих в изделие одного обозначения.
Порядок поиска информации и хранения документов осуществляют в указанной последовательности.
ПРИЛОЖЕНИЕ 2
Рекомендуемое
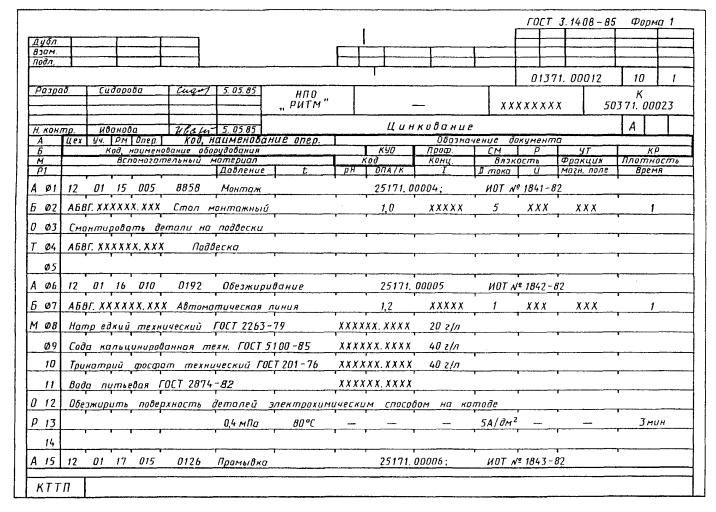
Пример оформления КТТП и ГТП получения электрохимического покрытия
ПРИЛОЖЕНИЕ 3
Рекомендуемое
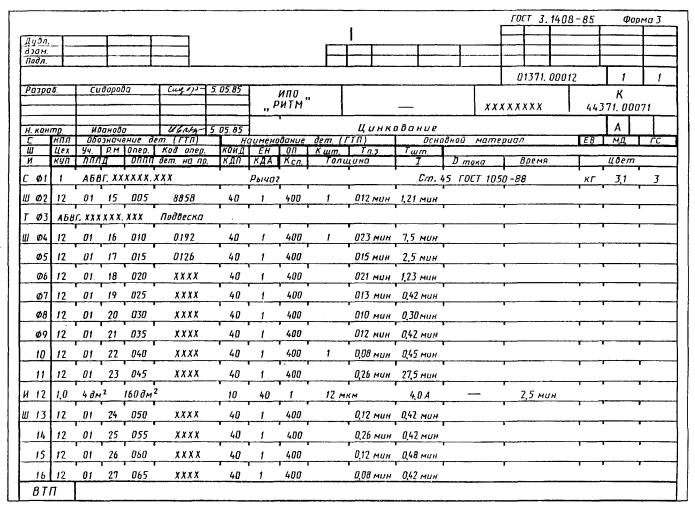
Пример оформления ВТП и ГТП получения электрохимического покрытия
СОДЕРЖАНИЕ
|
1. Виды и комплектность технологических документов . 1 2. Правила оформления документов . 2 Приложение 1 Пример использования втд в комплекте документов . 10 Приложение 2 Пример оформления КТТП и ГТП получения электрохимического покрытия . 10 Приложение 3 Пример оформления ВТП и ГТП получения электрохимического покрытия . 11 |