ГОСТ Р 52901-2007 Картон гофрированный для упаковки продукции. Технические условия
|
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ |
||
|
|
НАЦИОНАЛЬНЫЙ СТАНДАРТ российской ФЕДЕРАЦИИ |
ГОСТ Р 52901 - 2007 |

КАРТОН ГОФРИРОВАННЫЙ ДЛЯ УПАКОВКИ ПРОДУКЦИИ
Технические условия
|
|
Москва Стандартинформ 2008 |

Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря
Сведения о стандарте
1 РАЗРАБОТАН Открытым акционерным обществом «Центральный научно - исследовательский институт бумаги» ( ОАО «ЦНИИБ» )
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 157 «Древесная масса . Бумага , картон и изделия из них»
3
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому
регулированию и метрологии от 27 декабря
4 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты» , а текст изменений и поправок - в ежемесячно издаваемых информационных указателях «Национальные стандарты» . В случае пересмотра ( замены ) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты» . Соответствующая информация , уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
Содержание
|
1 Область применения 2 Нормативные ссылки 3 Термины и определения 4 Классификация, основные параметры и размеры 5 Технические требования 5.1 Характеристики 5.2 Требования к сырью и материалам 5.3 Маркировка 5.4 Упаковка 6 Правила приемки 7 Методы контроля 8 Транспортирование и хранение Приложение А (рекомендуемое) Назначение марок картона Библиография
|
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
|
КАРТОН ГОФРИРОВАННЫЙ ДЛЯ УПАКОВКИ ПРОДУКЦИИ Технические условия Corrugated board for products packaging. Specifications |
Дата введения - 2009 - 01 - 01
1 Область применения
Настоящий стандарт распространяется на гофрированный картон ( далее - картон ), предназначенный для изготовления упаковки продукции - потребительской и транспортной тары ( ящиков , коробок , лотков и др .), а также для изготовления вспомогательных упаковочных средств ( вкладышей , решеток , обечаек , прокладок , амортизаторов ) и другой продукции .
Требования , обеспечивающие безопасность картона для здоровья человека , указаны в 5.1.9, 5.2.2.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты :
ГОСТ 166- 89 ( ИСО 5399 - 76) Штангенциркули . Технические условия
ГОСТ 427- 75 Линейки измерительные металлические . Технические условия
ГОСТ ИСО 1924-1- 96 Бумага и картон . Определение прочности при растяжении . Часть 1. Метод нагружения с постоянной скоростью
ГОСТ 7377- 85 Бумага для гофрирования . Технические условия
ГОСТ 7420- 89 Картон для плоских слоев гофрированного картона . Технические условия
ГОСТ 7502- 98 Рулетки измерительные металлические . Технические условия
ГОСТ 7691- 81 Картон . Упаковка , маркировка , транспортирование и хранение
ГОСТ 8047- 2001 ( ИСО 186 - 94) Бумага и картон . Отбор проб для определения среднего качества
ГОСТ 9078- 84 Поддоны плоские . Общие технические условия
ГОСТ 9557- 87 Поддон плоский деревянный размером 800
ГОСТ 13523- 78 Полуфабрикаты волокнистые , бумага и картон . Метод кондиционирования образцов
ГОСТ 13525.8- 86 Полуфабрикаты волокнистые , бумага и картон . Методы определения сопротивления продавливанию
ГОСТ 13525.19- 91 ( ИСО 287 - 85) Бумага и картон . Определение влажности . Метод высушивания в сушильном шкафу
ГОСТ 17052- 86 Производство бумаги и картона . Термины и определения
ГОСТ 17527- 2003 Упаковка . Термины и определения
ГОСТ 19088- 89 Бумага и картон . Термины и определения дефектов
ГОСТ 20683- 97 ( ИСО 3037 - 94) Картон тарный . Метод определения торцевому сжатию ( метод непарафинированного торца )
ГОСТ 21102- 97 Бумага и картон . Методы определения размеров и косины листа
ГОСТ 22186- 93 ( ИСО 3034 - 75) Картон гофрированный . Метод определения толщины
ГОСТ 22981- 78 Картон гофрированный . Метод определения сопротивления расслаиванию
ГОСТ 27015- 86 Бумага и картон . Методы определения толщины , плотности и удельного объема
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты» , который опубликован по состоянию на 1 января текущего года , и по соответствующим ежемесячно издаваемым информационным указателям , опубликованным в текущем году . Если ссылочный стандарт заменен ( изменен ), то при пользовании настоящим стандартом следует руководствоваться заменяющим ( измененным ) стандартом . Если ссылочный стандарт отменен без замены , то положение , в котором дана ссылка на него , применяется в части , не затрагивающей эту ссылку .
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 17052 , ГОСТ 17527 и ГОСТ 19088 , а также следующие термины с соответствующими определениями :
3.1 гофрированный картон с необрезной шириной : Гофрированный картон с шириной листа или рулона , максимально соответствующей ширине гофроагрегата .
Примечание - Кромка листа или рулона поперек гофров не обрезается .
3.2 гофрированный картон с обрезной шириной : Гофрированный картон с шириной листа или рулона определенного размера .
Примечание - Кромка листа или рулона поперек гофров обрезается .
4 Классификация, основные параметры и размеры
4.1 В зависимости от числа слоев гофрированный картон изготовляют следующих типов :
- Д - двухслойный , состоящий из одного плоского и одного гофрированного слоев ;
- Т - трехслойный , состоящий из двух плоских и одного гофрированного слоев ;
- П - пятислойный , состоящий из трех плоских ( двух наружных и одного внутреннего ) и двух гофрированных слоев ;
- С - семислойный , состоящий из четырех плоских ( двух наружных и двух внутренних ) и трех гофрированных слоев .
4.2 Картон изготовляют классов и марок , указанных в таблице 1.
Таблица 1
|
Тип |
Класс |
Марка |
|
Д |
- |
Д |
|
Т |
1 |
Т11, Т12, Т13, Т14, Т15 |
|
2 |
Т 21, Т 22, Т 23, Т 24, Т 25, Т 26, Т27 |
|
|
П |
- |
П 31, П 32, П33 , П 34, П 35, П 36, П 37 |
|
С |
- |
С 41, С 42, С 43, С 44, С 45 |
Назначение марок картона приведено в приложении А .
4.3 Картон изготовляют с гофрами типов А , С , В , Е , F ( рисунок 1).
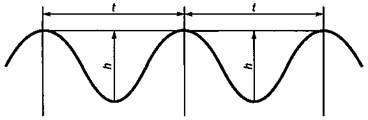
Рисунок 1 - Изображение гофра
Наименование гофров и их размеры указаны в таблице 2.
Таблица 2
|
Тип гофра |
Наименование гофра |
Высота гофра h , мм |
Шаг гофра t , мм |
|
А С В Е F |
Крупный Средний Мелкий Микро Супермикро |
От 4,4 до 5,5 » 2,2 » 4,4 » 2,2 » 3,2 » 1,1 » 1,6 » 0,75 » 1,0 |
От 8,0 до 9,5 » 6,5 » 8,0 » 4,5 » 6,4 » 3,2 » 3,6 » 1,5 » 3,0 |
4.4 Картон изготовляют :
типа Д - в рулонах или листах с обрезной и необрезной шириной ;
типов Т , П , С - в листах с необрезной шириной .
Размеры рулонов или листов устанавливают по согласованию с потребителем . В рулоне допускается не более трех обрывов . Места обрывов должны быть отмечены с торца рулона бумажными полосками или цветным карандашом .
4.5 Предельные отклонения по размерам не должны превышать , мм :
![]() - по длине листа ;
- по длине листа ;
![]() - по ширине листа или рулона .
- по ширине листа или рулона .
Косина листа не должна превышать
Примеры условных обозначений картона :
Картон гофрированный , двухслойный , с гофром А :
Картон Д А ГОСТ Р 52901 - 2007
То же , трехслойный , 1- го класса , марки Т 11, с гофром С :
Картон Т 11 С ГОСТ Р 52901 - 2007
То же , пятислойный , марки П 32, с гофрами А и В :
Картон П 32 АВ ГОСТ Р 52901 - 2007
То же , семислойный , марки С 41, с гофрами А , В , Е :
Картон С 41 ABE ГОСТ Р 52901 - 2007
5 Технические требования
Картон должен изготовляться в соответствии с требованиями настоящего стандарта по технологическим регламентам , утвержденным в установленном порядке .
5.1 Характеристики
5.1.1 Картон типов Д , Т , П по показателям качества должен соответствовать нормам , указанным в таблице 3; картон типа С - нормам , указанным в таблице 4.
Таблица 3
|
Наименование показателя |
Норма для марки |
|||||
|
Д |
Класс 1 |
|||||
|
Т11 |
Т12 |
Т13 |
Т14 |
Т15 |
||
|
1 Абсолютное сопротивление продавливанию, МПа (кгс/см2), не менее |
0,20 (2,00) |
1,10 (11,0) |
1,30 (13,0) |
1,50 (15,0) |
1,70 (17,0) |
2,00 (20,0) |
|
2 Удельное сопротивление разрыву с приложением разрушающего усилия вдоль гофров по линии рилевки после выполнения одного двойного перегиба на 180°, кН/м, не менее |
- |
8 |
10 |
12 |
14 |
16 |
|
3 Сопротивление торцевому сжатию вдоль гофров, кН/м, не менее |
- |
3,0 |
3,0 |
3,2 |
3,6 |
4,0 |
|
4 Сопротивление расслаиванию, кН/м, не менее |
- |
0,2 |
0,2 |
0,2 |
0,2 |
0,2 |
|
5 Влажность, % |
6,0-12,0 |
6,0-12,0 |
6,0-12,0 |
6,0-12,0 |
6,0-12,0 |
6,0-12,0 |
Продолжение таблицы 3
|
Наименование показателя |
Норма для марки |
||||||
|
Класс 2 |
|||||||
|
Т21 |
Т22 |
Т23 |
Т24 |
Т25 |
Т26 |
Т27 |
|
|
1 Абсолютное сопротивление продавливанию, МПа (кгс/см2), не менее |
0,70 (7,0) |
0,90 (9,0) |
1,10 (11,0) |
1,20 (12,0) |
1,30 (13,0) |
1,50 (15,0) |
1,70 (17,0) |
|
2 Удельное сопротивление разрыву с приложением разрушающего усилия вдоль гофров по линии рилевки после выполнения одного двойного перегиба на 180°, кН/м, не менее |
4 |
6 |
7 |
8 |
9 |
10 |
11 |
|
3 Сопротивление торцевому сжатию вдоль гофров, кН/м, не менее |
2,2 |
3,0 |
3,8 |
4,6 |
5,4 |
6,2 |
7,0 |
|
4 Сопротивление расслаиванию, кН/м, не менее |
0,2 |
0,2 |
0,2 |
0,2 |
0,2 |
0,2 |
0,2 |
|
5 Влажность, % |
6,0-12, |
6,0-12,0 |
6,0-12,0 |
6,0-12,0 |
6,0-12,0 |
6,0-12,0 |
6,0-12,0 |
Окончание таблицы 3
|
Наименование показателя |
Норма для марки |
Методы испытания |
||||||
|
П31 |
П32 |
П33 |
П34 |
П35 |
П36 |
П37 |
||
|
1 Абсолютное сопротивление продавливанию, МПа (кгс/см2), не менее |
1,10 (11,0) |
1,40 (14,0) |
1,70 (17,0) |
2,00 (20,0) |
2,30 (23,0) |
2,50 (25,0) |
2,80 (28,0) |
По ГОСТ 13525.8 |
|
2 Удельное сопротивление разрыву с приложением разрушающего усилия вдоль гофров по линии рилевки после выполнения одного двойного перегиба на 180°, кН/м, не менее |
7 |
10 |
13 |
15 |
17 |
19 |
21 |
По 7.8 настоящего стандарта |
|
3 Сопротивление торцевому сжатию вдоль гофров, кН/м, не менее |
5,0 |
6,0 |
8,0 |
10,0 |
12,0 |
15,0 |
17,0 |
По ГОСТ 20683 |
|
4 Сопротивление расслаиванию, кН/м, не менее |
- |
- |
- |
- |
- |
- |
- |
По ГОСТ 22981 |
|
5 Влажность, % |
6,0-12,0 |
6,0-12,0 |
6,0-12,0 |
6,0-12,0 |
6,0-12,0 |
6,0-12,0 |
6,0-12,0 |
По ГОСТ 13525.19 |
Таблица 4
|
Наименование показателя |
Норма для марки |
Метод испытания |
||||
|
С 41 |
С 42 |
С 43 |
С 44 |
С 45 |
||
|
1 Сопротивление торцевому сжатию вдоль гофров , кН / м , не менее |
15,0 |
16,5 |
17,0 |
19,0 |
21,0 |
По ГОСТ 20683 |
|
2 Толщина , мм |
От 12,00 до 27,00 |
От 12,00 до 27,00 |
От 12,00 до 27,00 |
От 12,00 до 27,00 |
От 12,00 до 27,00 |
По ГОСТ 22186 |
|
3 Влажность , % |
6,0 - 12,0 |
6,0 - 12,0 |
6,0 - 12,0 |
6,0 - 12,0 |
6,0 - 12,0 |
По ГОСТ 13525.19 |
|
Примечание - Номинальное значение толщины картона в зависимости от толщины картона для плоских слоев и типа гофра устанавливает изготовитель картона . |
||||||
5.1.2 Картон изготовляют цвета естественного волокна , белого цвета или любого другого цвета .
5.1.3 Обрез кромок листа или рулона должен быть чистым и ровным .
5.1.4 Гофрированный и плоский слои картона должны быть склеены между собой по вершинам гофров .
Допускаются несклеенные участки в картоне типов Д и Т , наружных слоях картона типов П и С площадью не более 20 см 2 каждый . Сумма площадей несклеенных участков должна быть не более 50 см 2 на
Допускаются несклеенные слои картона по кромкам листа или рулона на длину не более
5.1.5 На поверхности картона не допускаются : задиры площадью более 80 см 2 ; складки и морщины длиной более
5.1.6 Допускается коробление картона , если его величина не превышает
5.1.7 Гофрированные слои в картоне должны иметь полный профиль высоты гофров . Допускается смятие профиля гофров по краю листа или рулона .
5.1.8 Допускаются трещины на поверхности наружных плоских слоев картона без обнажения гофрированного слоя . Сумма длин трещин не должна превышать
5.1.9 Интенсивность постороннего запаха , количество мигрирующих вредных веществ , выделяющихся в модельные среды для картона , предназначенного для изготовления упаковки , контактирующей с пищевыми продуктами , лекарственными средствами , фармацевтической и парфюмерно - косметической продукцией непосредственно и ( или ) опосредованно , не должны превышать норм , установленных в инструкции [ 1 ] и гигиенических нормативах [ 2 ].
5.1.10 Картон подлежит утилизации как вторичное сырье - бумажная и картонная макулатура .
5.2 Требования к сырью и материалам
5.2.1 Для изготовления картона должны применяться :
- для плоских слоев - картон по ГОСТ 7420 ;
- для гофрированных слоев - бумага для гофрирования по ГОСТ 7377 и другие аналогичные бумага и картон при условии обеспечения показателей качества картона в соответствии с требованиями настоящего стандарта ;
- для склеивания слоев картона - клеи на основе крахмалопродуктов .
5.2.2 Материалы для изготовления картона , предназначенного для изготовления упаковки , контактирующей с пищевыми продуктами , лекарственными средствами , фармацевтической и парфюмерно - косметической продукцией непосредственно и ( или ) опосредованно , должны быть разрешены к применению органами санитарно - эпидемиологического надзора .
5.3 Маркировка
5.3.1 Маркировка картона - по ГОСТ 7691 .
Маркировка кип и рулонов должна содержать следующую информацию о продукции :
- наименование страны - изготовителя ;
- наименование организации - изготовителя ;
- товарный знак предприятия ( при наличии );
- юридический адрес организации - изготовителя ;
- наименование продукции , марку , тип гофра ( или условное обозначение продукции );
- обозначение настоящего стандарта ;
- дату изготовления ( месяц , год );
- массу картона ( нетто ) или количество квадратных метров в единице упаковки ;
- номер партии ;
- штриховой код продукции ( при наличии );
- манипуляционные знаки «Беречь от влаги» , «Крюками не брать» .
5.3.2 В маркировку продукции допускается включать дополнительные сведения , несущие необходимую информацию для потребителя .
Например :
- способ утилизации продукции ;
- экологическую маркировку и т . д .
5.3.3 Национальный знак соответствия для сертифицированной продукции проставляют на упаковке картона и ( или ) в товаросопроводительной документации .
5.4 Упаковка
5.4.1 Упаковка картона - по ГОСТ 7691 со следующими дополнениями .
5.4.1.1 Рулоны и кипы картона допускается упаковывать без применения упаковочных материалов , при этом упаковкой считаются по одному листу сверху и снизу кипы или один верхний слой картона в рулоне .
5.4.1.2 Кипы и рулоны картона , упакованные по 5.4.1.1, допускается укладывать на поддоны по ГОСТ 9557 , ГОСТ 9078 .
6 Правила приемки
6.1 Картон предъявляют к приемке партиями .
6.2 Определение партии и объем выборок - по ГОСТ 8047 .
6.3 Партия должна сопровождаться документом о качестве , который должен содержать :
- наименование страны - изготовителя ;
- наименование предприятия - изготовителя , его товарный знак ( при наличии );
- условное обозначение картона ;
- массу картона ( нетто ) или количество квадратных метров в партии ;
- дату изготовления ( месяц , год );
- результаты проведенных испытаний или подтверждение соответствия продукции требованиям настоящего стандарта .
6.4 Испытания продукции на соответствие требованиям настоящего стандарта по 5.1.9 проводят периодически на партии , прошедшей приемо - сдаточные испытания : при изменении технологии производства , сырья и материалов , в случае разногласий между изготовителем и потребителем , при проведении сертификационных испытаний , а также по требованию органов санитарно - эпидемиологического надзора .
6.5 При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей по нему проводят повторные испытания по удвоенной выборке от той же партии . Результаты повторных испытаний распространяют на всю партию .
7 Методы контроля
7.1 Отбор проб - по ГОСТ 8047 .
7.2 Кондиционирование образцов перед испытанием и испытания проводят по ГОСТ 13523 при температуре воздуха (23 ± 1) °С и относительной влажности воздуха (50 ± 2) %. Продолжительность кондиционирования - не менее 24 ч .
Допускается испытывать образцы в помещениях при комнатных условиях , если время от момента окончания кондиционирования до момента окончания испытания образца не превышает 10 мин .
7.3 Для контроля качества картона по 5.1.3 - 5.1.8 от листов картона , отобранных в выборку от единиц продукции по 6.2, произвольно отбирают десять листов , исключая по два верхних и нижних листа в кипе .
От каждого рулона , отобранного в выборку по 6.2, отрезают лист картона длиной
Визуально осматривают с двух сторон каждый лист , отмечают дефекты по 5.1.4,
5.1.5,
5.1.8
и проводят измерения металлической линейкой по ГОСТ 427 или рулеткой по ГОСТ 7502 с погрешностью не
более
7.4 Размеры и косину листов определяют по ГОСТ 21102 . Ширину листов картона и рулонов измеряют вдоль направления гофров .
7.5 Для определения величины коробления картона по 5.1.6 каждый лист картона , отобранный по 7.3, кладут на ровную горизонтальную плоскость выпуклой стороной кверху и измеряют линейкой по ГОСТ 427 или рулеткой по ГОСТ 7502 максимальное отклонение листа картона от горизонтальной плоскости .
Величину коробления листа К , мм / м , вычисляют по формуле
![]() (1)
(1)
где h - максимальное отклонение листа картона от горизонтальной плоскости , мм ;
b - фактическая ширина листа картона , м .
За результат испытания принимают среднеарифметическое значение полученных определений . Результат , пересчитанный на
7.6
Профиль высоты гофров по 4.3,
5.1.7
контролируют в любом месте листа картона , отобранного
по 7.3. На расстоянии не менее
7.7 Размеры гофров по 4.3 определяют в любом месте каждого из 10 листов пробы картона , отобранной по 7.1.
Делают разрез на листе картона , как указано в 7.6. Измерения высоты и шага гофра проводят
металлическим штангенциркулем по ГОСТ 166 с погрешностью не более
За результат испытания принимают среднеарифметическое значение полученных измерений , округленное до первого десятичного знака .
7.8 Метод определения удельного сопротивления разрыву с приложением разрушающего усилия вдоль гофров по линии рилевки после выполнения одного двойного перегиба на 180 ° по линии рилевки
Сущность метода заключается в определении усилия , вызывающего разрушение образца картона под действием нагрузки после выполнения одного двойного перегиба на 180 ° по линии рилевки .
7.8.1 Аппаратура для смятия гофров и рилевания :
- устройство ( рисунок 2), состоящее из рилевочной части , в которую устанавливают комплект муфт для смятия гофров и рилевания образцов ;
- приспособления для регулирования зазора между муфтами ;
- приводного устройства для регулирования скорости смятия гофров и рилевания образцов ;
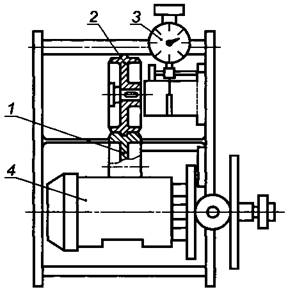
1, 2 - муфты для смятия гофров или рилевания ; 3 - приспособление для регулирования зазора между муфтами ; 4 - приводное устройство для регулирования скорости смятия гофров и рилевания
Рисунок 2 - Устройство для смятия гофров и рилевания образцов
- комплект муфт для смятия гофров , включающий две муфты , как указано на рисунке 3;
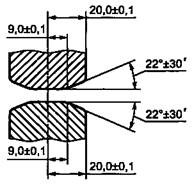
Рисунок 3 - Комплект муфт для смятия гофров
- комплект муфт для рилевания образцов , включающий две муфты , одну с выемкой , другую с выступом , как указано на рисунке 4;
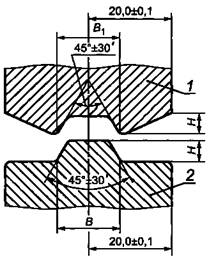
1 - муфта с выемкой ; 2 - муфта с выступом
Рисунок 4 - Комплект муфт для рилевания образцов
Размеры комплектов муфт для рилевания образцов должны соответствовать указанным в таблице 5.
Таблица 5
|
Номер комплекта муфт для рилевания |
В ± 0,1 |
В 1 ± 0,1 |
Н ± 0,1 |
|
1 |
2,3 |
4,5 |
0,8 |
|
2 |
4,0 |
6,1 |
1,4 |
|
3 |
5,7 |
8,3 |
2,0 |
|
4 |
7,9 |
10,9 |
2,8 |
|
5 |
11,3 |
15,3 |
4,0 |
Устройство для рилевания образцов должно обеспечивать свободный съем и установку муфт , их центрирование в вертикальной плоскости относительно друг друга ;
- разрывная машина по ГОСТ ИСО 1924-1 с приложением нагрузки от 200 до 2500 Н и расстояниями между зажимами : (150 ± 1) или (100 ± 1), или (50 ± 1) мм ;
- нож с ограничителем для нарезания образцов картона длиной от (50 ± 1) до (250 ± 1) мм и шириной от (25 ± 1) до (50 ± 1) мм , обеспечивающий параллельность сторон и чистоту обреза кромок ;
- толщиномеры по ГОСТ 22186 или ГОСТ 27015 .
7.8.2 Подготовка к испытанию
Из отобранных 10 листов пробы по 7.1 вырезают из каждого по одному образцу длиной (250 ± 1) мм , шириной (200 ± 1) мм так , чтобы больший размер был перпендикулярен к направлению гофров .
Образцы должны быть без вмятин , несклеенных участков и разрывов плоских слоев картона , с ровными краями обреза .
Образцы нумеруют и определяют толщину по ГОСТ 22186 или ГОСТ 27015 .
Устанавливают расстояние между зажимами разрывной машины , равное
7.8.3 Проведение испытания
Испытания проводят в условиях по 7.1.
Нанесение линий рилевок на образец проводят в следующей последовательности . В рилевочной части устройства устанавливают комплект муфт для смятия гофров с зазором между ними не более 0,5 толщины картона , подвергаемого испытанию , и проводят смятие гофров в образце картона ( в нескольких местах ). Толщину картона определяют по ГОСТ 27015 .
Смятие гофров и рилевание проводят с линейной скоростью (50 ± 5) м / мин .
При смятии гофров и при рилевании разрыв плоских слоев картона кромками муфт не допускается . При разрыве картона уточняют величину зазора между муфтами , после чего проводят повторное рилевание образцов , вырезанных из тех же пробных листов .
Допускается испытывать образцы с рилевкой , полученной на гофроагрегате .
После снятия муфт для смятия гофров в рилевочной части устройства устанавливают комплект муфт для рилевания образца с зазором между ними , равным толщине картона по линии смятия в сочетании : верхняя - с выемкой , нижняя - с выступом . Выбор комплекта муфт проводят в соответствии с таблицей 6 в зависимости от толщины картона после смятия .
Таблица 6
|
Толщина , мм |
Номер комплекта муфт для рилевания |
|
До 2,5 |
1 |
|
От 2,5 до 3,4 |
2 |
|
От 3,5 до 4,4 |
3 |
|
От 4,5 до 6,0 |
4 |
|
Св . 6,0 |
5 |
От каждого образца вырезают полоски шириной (25 ± 1) мм или (50 ± 1) мм и проводят рилевание по линии смятия .
Линия рилевки должна находиться посередине линии смятия полоски . Для испытания от каждого образца отбирают одну ( вторую по счету ) полоску с рилевкой , исключая крайние . Полоски нумеруют тем же номером , что и образец , из которого они вырезаны . Перед испытанием на разрыв каждую полоску подвергают вручную одному двойному перегибу по линии рилевки на 180 ° . Если происходит разрушение полоски после перегиба , испытание прекращают и считают , что картон не выдержал испытание .
Полоску закрепляют в зажимах разрывной машины без перекоса , нагружают ее до разрушения и отсчитывают значение разрушающего усилия в Н ( кгс ) с точностью до одного деления шкалы разрывной машины .
Результаты испытаний полосок , разорвавшихся не по линии рилевки , не учитывают . Повторно испытывают полоски , вырезанные из тех же образцов картона .
7.8.4 Обработка результатов
Разрушающее усилие F в ньютонах по линии рилевки вычисляют как среднеарифметическое значение десяти определений . Результат округляют с точностью до 10 Н .
Удельное сопротивление разрыву с приложением разрушающего усилия вдоль гофров по линии рилевки после выполнения одного двойного перегиба на 180 ° по линии рилевки F уд , кН / м , вычисляют по формуле
![]() (2)
(2)
где F - разрушающее усилие , Н ;
b - ширина образца , равная 0,025 или
Результат округляют с точностью до целого числа .
Относительная погрешность определения разрушающего усилия и удельного сопротивления разрыву составляет не более 4 % при доверительной вероятности 0,95.
За результат испытания принимают среднеарифметическое значение десяти полученных измерений .
8 Транспортирование и хранение
8.1 Транспортирование и хранение картона - по ГОСТ 7691 .
8.2 Картон должен транспортироваться всеми видами транспортных средств в чистых , сухих , крытых транспортных средствах в соответствии с правилами перевозки грузов , действующими на соответствующем виде транспорта . Картон должен храниться в крытых помещениях при относительной влажности воздуха от 40 % до 80 %.
Приложение А
(рекомендуемое)
Назначение марок картона
Таблица А .1
|
Марка |
Назначение |
|
Д |
Для изготовления вспомогательных упаковочных средств |
|
Т 11 -Т 15 |
Для изготовления тары и вспомогательных упаковочных средств для упаковывания продукции , способных воспринимать статические ( нагрузки штабеля ) и динамические нагрузки |
|
Т 21 -Т 27; П 31 -П 34 |
Для изготовления тары и вспомогательных упаковочных средств для упаковывания продукции , не способных воспринимать статические нагрузки ( нагрузки штабеля ) |
|
П 35 -П 37 |
Для изготовления крупногабаритной тары |
|
С 41 -С 43 |
Для изготовления крупногабаритной тары |
Библиография
[1] Инструкция 880 - 71 Инструкция по санитарно - химическому исследованию изделий , изготовленных из полимерных и других синтетических материалов , предназначенных для контакта с пищевыми продуктами . Минздрав России , 1971
[2] ГН 2.3.3.972 - 2000 (3.3, 3.4) Предельно допустимые количества химических веществ , выделяющихся из материалов , контактирующих с пищевыми продуктами . Гигиенические нормативы . Федеральный центр Госсанэпидемнадзора Минздрава России , 2000
Ключевые слова : гофрированный картон , упаковка , область применения , тип , класс , основные параметры и размеры , технические требования , методы контроля , транспортирование и хранение