ГОСТ Р ИСО 580-2008 Трубопроводы из пластмасс. Детали соединительные литьевые из термопластов. Методы определения изменения внешнего вида после прогрева
|
ФЕДЕРАЛЬНОЕ АГЕНТСТВО |
||
|
|
НАЦИОНАЛЬНЫЙ |
ГОСТ Р |

Трубопроводы из пластмасс
ДЕТАЛИ СОЕДИНИТЕЛЬНЫЕ ЛИТЬЕВЫЕ ИЗ ТЕРМОПЛАСТОВ
Методы определения изменения внешнего вида после прогрева
ISO 580:2005
Plastics piping and ducting
systems - Injection-moulded thermoplastics fittings - Methods
for visually assessing the effects of heating
(IDT)
|
|
Москва Стандартинформ 2008 |
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря
Сведения о стандарте
1 ПОДГОТОВЛЕН Техническим комитетом по стандартизации ТК 241 «Пленки , трубы , фитинги , листы и другие изделия из пластмасс» на основе аутентичного перевода стандарта , указанного в пункте 4, который выполнен ЗАО «Завод АНД Газтрубпласт»
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 241 «Пленки , трубы , фитинги , листы и другие изделия из пластмасс»
3
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому
регулированию и метрологии от 31 июля
4 Настоящий стандарт идентичен международному стандарту ИСО 580:2005 «Трубопроводы и каналы из пластмасс . Детали соединительные литьевые из термопластов . Методы визуальной оценки воздействия нагревания » (ISO 580:2005 « Plastics piping and ducting systems - Injection-moulded thermoplastics fittings - Methods for visually assessing the effects of heating » ).
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5- 2004 ( подраздел 3.5)
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты» , а текст изменений и поправок - в ежемесячно издаваемых информационных указателях «Национальные стандарты» . В случае пересмотра ( замены ) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты» . Соответствующая информация , уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
Содержание
|
1 Область применения 2 Сущность методов 3 Параметры испытания 4 Метод А 5 Метод Б 6 Протокол испытания Приложение А (справочное) Основные технические требования
|
Введение
Испытание по определению стойкости к нагреванию в соответствии с двумя методами , установленными в настоящем стандарте , применяется для определения пригодности и непригодности литьевых соединительных деталей для труб из термопластов .
Стандарт применяется для :
- определения наличия холодных спаев ( участки материала , отформованные при температуре более низкой , чем остальная масса ) или непроплавленных зон ;
- обнаружения вздутий и пористости ;
- оценки остаточных напряжений , возникающих в процессе литья ;
- обнаружения посторонних включений ;
- доказательства целостности линии спая потоков .
Части деталей без внутреннего остаточного напряжения , как правило , обладают лучшими свойствами , более высокой прочностью и химической стойкостью , чем части деталей с остаточным напряжением . Помещая литьевые соединительные детали в среду ( воздушную или жидкую ) при повышенной температуре на период времени , длительность которого зависит от толщины стенки , можно установить влияние внутреннего напряжения .
Так как остаточные напряжения проявляются при переходе материала в высокоэластическое состояние , литьевые изделия достаточно выдержать при повышенной температуре в течение определенного периода времени .
Примечание - Соединительные детали , полученные литьем под давлением , могут быть изготовлены несколькими способами , в зависимости от того , каким образом материал впрыскивается в литьевую форму : через центральный канал или через несколько литниковых каналов , дисковый канал или кольцевой . Способ оценки литьевых изделий зависит от применяемой системы впрыска материала .
|
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ |
|
Трубопроводы из пластмасс ДЕТАЛИ СОЕДИНИТЕЛЬНЫЕ ЛИТЬЕВЫЕ ИЗ ТЕРМОПЛАСТОВ Методы определения изменения внешнего вида после прогрева Plastics piping systems. Injection-moulded thermoplastics fittings. Methods for determination of fittings appearance alteration after heating |
Дата введения - 2009 - 03 - 01
1 Область применения
Настоящий стандарт устанавливает два метода определения изменения внешнего вида после прогрева соединительных деталей из термопластов , изготовленных методом литья под давлением : метод А - в воздушной среде , метод Б - в жидкой среде . В случае разногласий метод А является арбитражным .
Настоящий стандарт распространяется на следующие виды соединительных деталей : клеевые , фланцевые , с уплотнением из эластомера и сборные , состоящие из нескольких элементов литьевых деталей ( например, разъемные соединения ), предназначенные как для напорных , так и для безнапорных трубопроводов .
2 Сущность методов
Готовое изделие подвергают воздействию, заданной повышенной температуры в термошкафу, с принудительной циркуляцией воздуха или в ванне с жидкостью, в течение заданного периода времени , зависящего от толщины стенки соединительной детали и материала , из которого она изготовлена . Поверхности изделия осматривают до и после прогрева и любые трещины , вздутия , расслоения или раскрытие линий спая потоков измеряют и выражают в процентах от толщины стенки .
3 Параметры испытания
В стандарте на изделие или другом документе , если не указано иное , устанавливают :
- температуру испытания Т ( 4.1.1 и 4.3);
- количество испытуемых образцов ( 4.2.2);
- время прогревав t ( 4.3.3);
- применяемый метод испытания , при этом для метода Б указывают жидкость для испытания ;
- допустимые пределы повреждений или размеры трещин и других обнаруженных изменений ( 4.3.6).
Если не установлено иное в стандарте на изделие или другом документе , параметры испытания в зависимости от материала соединительных деталей должны соответствовать приведенным в таблице 1.
Таблица 1 - Параметры испытания
|
Материал |
Температура Т , ° С , ± 2 |
Время прогрева |
|
|
Средняя толщина стенки е m , мм |
Длительность t , мин |
||
|
Акрилонитрил - бутадиен - стирол ( сополимер ) - АБС ( ABS ) |
150 |
е m ≤ 3 3 < е m ≤ 10 10 < е m ≤ 20 20 < е m ≤ 30 30 < е m ≤ 40 40 < е m |
15 30 60 140 220 240 |
|
Полиэтилен - ПЭ ( РЕ ) |
110 |
||
|
Полипропилен - ПП ( РР ) |
150 |
||
|
Поливинилхлорид непластифицированный - НПВХ ( PVC - U ) |
|||
|
Поливинилхлорид хлорированный - ХПВХ ( PVC - C ) Стирол - акрилонитрил + поливинилхлорид ( сополимер ) - САН + ПВХ ( SAN + PVC ) |
|||
4 Метод А
4.1 Аппаратура
4.1.1 Термошкаф с принудительной циркуляцией воздуха , снабженный термостатирующим устройством , обеспечивающим поддержание в рабочей зоне заданной температуры в течение испытания и позволяющим восстанавливать температуру испытания в течение 15 мин после размещения испытуемых образцов .
4.1.2 Термометр с ценой деления 0,5 °С . Или термопара типа Т с разрешением 0,1 °С погрешностью не ниже ± 0,8 °С .
4.2 Испытуемые образцы
4.2.1 Подготовка
Испытуемым образцом является готовое изделие после удаления литников . Если соединительная деталь укомплектована уплотнительным кольцом из эластомера , его необходимо удалить до начала испытания .
Если соединительная деталь собрана из нескольких элементов , их разделяют и испытывают каждый отдельно .
4.2.2 Количество
Количество испытуемых образцов должно быть указано в стандарте на изделие или другом документе . В случае отсутствия таких указаний испытанию подвергают не менее трех образцов .
4.3 Проведение испытания
4.3.1 Устанавливают в термошкафу (4.1.1) температуру испытания ( Т± 2) °С в соответствии со стандартом на изделие или другим документом или таблицей 1 .
4.3.2 Помещают испытуемые образцы в термошкаф , устанавливая по возможности на один из торцов , исключая соприкосновение друге другом и со стенками термошкафа .
4.3.3 Выдерживают испытуемые образцы в термошкафу , пока не установится температура испытания ( Т± 2) °С и в течение последующего периода времени t , зависящего от средней толщины стенки е m в наиболее толстостенной части испытуемого образца ( ов ), соответствующего указанному в стандарте на изделие или другом документе или в таблице 1 .
4.3.4 Вынимают испытуемые образцы из термошкафа , не деформируя и не повреждая их .
4.3.5 Разрезают образцы острым инструментом , пока они находятся в нагретом состоянии , чтобы иметь возможность измерить размеры трещин , вздутий , расслоений и раскрытий линий спая потоков , при наличии . Оставляют испытуемые образцы и / или их части остывать на воздухе до тех пор , пока их можно будет взять руками без деформирования .
Если нет других указаний в стандарте на изделие или другом документе , образцы разрезают :
- для цилиндрических элементов номинальным диаметром dn ≤
- для цилиндрических элементов номинальным диаметром dn >
Для d n - см . рисунок 1.
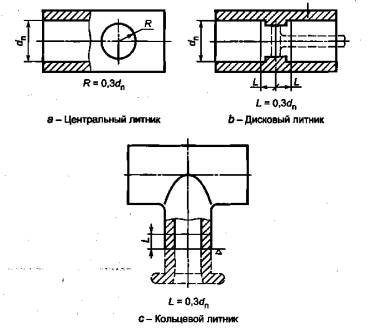
Рисунок 1 - Литниковые системы
4.3.6 Осматривают каждый испытуемый образец и регистрируют любые изменения поверхности , такие как трещины , расслоения и раскрытие линии спая потоков , изменения внутри стенки , например вздутия , а также изменения в зоне литника .
Определяют степень таких дефектов в процентах от толщины стенки следующим образом :
a ) для изделий с центральным литником ( рисунок 1) - в месте ( ах ) впрыска в пределах радиуса , указанного в стандарте на изделие или другом документе , при отсутствии указаний - R = 0,3 dn , но не
более
b ) для изделий с кольцевым или дисковым литником ( рисунок 1) - в пределах длины L в цилиндрической части зоны литника , указанной в стандарте на изделие или другом документе , при отсутствии указаний - на расстоянии L = 0,3 dn . В случае трещин , проходящих по всей толщине стенки в зоне литника , определяют также длину трещины ;
c ) для изделий , имеющих линии спая потоков , определяют самую широкую и глубокую открытую часть ( и ) линии спая потоков в любом месте ;
d ) для остальных частей изделия за пределами зоны литника осматривают поверхность на наличие любых изменений , таких как трещины , вздутия и расслоение стенки .
Оценку испытуемого образца , если нет других указаний в стандарте на изделие или другом документе , проводят в соответствии с требованиями , приведенными в приложении А .
5 Метод Б
5.1 Аппаратура
5.1.1 Ванна для нагревания , снабженная термостатирующим устройством , способным обеспечить заданную температуру ( Т +2) °С . Вместимость ванны и перемешивание должны быть достаточными для того , чтобы температура в ней поддерживалась в заданных пределах , пока образцы погружены в ванну .
Используемая жидкость должна быть стабильной при заданной температуре и не оказывать какого - либо воздействия на испытуемый образец .
Необходимо обеспечить , чтобы используемая жидкость не являлась источником опасности и риска для здоровья человека .
Примечания
1 Глицерин , гликоли , минеральные масла , не содержащие ароматических углеводородов , или водный раствор хлорида кальция могут быть применены в зависимости от материала , подвергаемого испытанию . Например, все перечисленные жидкости подходят для НПВХ , но для соединительных деталей , изготовленных из АБС , гликоли не подходят , предпочтительнее использовать минеральное масло .
2 Необходимо принимать во внимание законодательные акты , требующие применения жидкостей , не представляющих опасности и риска для здоровья человека .
5.1.2 Приспособление для размещения образца ( ов ) внутри ванны для нагревания . Расположение деталей не должно вызывать дополнительной деформации .
5.1.3 Термометр с ценой деления 0,5 °С . Или термопара типа Т с разрешением 0,1 °С и погрешностью не ниже ± 0,8 °С .
5.2 Испытуемые образцы - см . 4.2.
5.3 Проведение испытания
5.3.1 Устанавливают в ванне с жидкостью (5.1.1) заданную температуру испытания ( Т± 2) °С .
5.3.2 Помещают испытуемые образцы в ванну с жидкостью так , чтобы они не касались друг друга и стенок ванны .
5.3.3 Выдерживают испытуемые образцы в ванне в течение времени t , установленного в стандарте на изделие или другом документе для средней толщины стенки ет в наиболее толстостенной части образца . При отсутствии указаний в стандарте на изделие или другом документе время испытания t выбирают в соответствии с таблицей 1.
5.3.4 Вынимают испытуемые образцы из ванны , не деформируя и не повреждая их .
5.3.5 Разрезают испытуемые образцы в соответствии с 4.3.5.
5.3.6 Оценку испытуемых образцов проводят в соответствии с 4.3.6.
5.3.7 Записывают состав применяемой жидкости и полученные результаты [ раздел 6, перечисление с )].
6 Протокол испытания
Протокол испытания должен содержать следующие данные :
a ) ссылку на настоящий стандарт и / или на соответствующий стандарт на изделие или другой документ ;
b ) идентификационные данные испытуемой соединительной детали ( диаметр , толщина стенки , тип и т . д .);
c ) метод определения - А или Б ( если метод Б , то указывают состав используемой жидкости );
d ) температуру испытания ;
e ) продолжительность испытания ;
f ) количество испытанных изделий ;
g ) подробное описание видимых изменений поверхности , таких как вздутия , расслоения , трещины или раскрытие линий спая потоков ;
h ) максимальные размеры трещин , вздутий и т . д ., выраженные в процентах от толщины стенки ;
i ) другие факторы , которые могли повлиять на результаты , такие как непредвиденные ситуации или условия работы , не указанные в настоящем стандарте ;
j ) дату проведения испытания .
Приложение А
( справочное )
Основные технические требования
Если нет других указаний в стандарте на изделие или другом документе , соединительная деталь при оценке на наличие трещин , расслоений , вздутий и раскрытие линии спая потоков должна удовлетворять следующим требованиям :
- для изделий с центральными литниками глубина любых трещин , расслоений или вздутий вокруг мест ( а ) впрыска в пределах радиуса , указанного в 4.3.6, перечисление а ), не должна превышать 50 % толщины стенки в этом месте ;
- для изделий с дисковыми литниками любые трещины , расслоения или вздутия должны находиться в пределах расстояния , указанного в 4.3.6, перечисление b );
- для изделий с кольцевыми литниками, расстояние от кольца до любой из трещин в стенке изделия должно быть не более длины , указанной в 4.3.6, перечисление , b ), а их глубина не должна превышать 50 % толщины стенки ;
- для изделий , имеющих линии спая потоков , никакая часть линии спая не должна быть открыта на глубину более 50 % толщины стенки ;
- для всех других частей поверхности литьевого изделия глубина любых трещин или расслоений не должна превышать 10 % толщины стенки и длина вздутий в стенке изделий не должна превышать 5- кратной толщины стенки .
В случае специального применения могут быть приняты более жесткие требования , если они установлены в конкретном стандарте на изделие или другом документе .
Ключевые слова : трубопроводы из пластмасс , литьевые соединительные детали из термопластов , изменение внешнего вида после прогрева , метод испытания , основные технические требования