РД 13-05-2006 Методические рекомендации о порядке проведения магнитопорошкового контроля технических устройств и сооружений, применяемых и эксплуатируемых на опасных производственных объектах
ФЕДЕРАЛЬНАЯ СЛУЖБА ПО ЭКОЛОГИЧЕСКОМУ, ТЕХНОЛОГИЧЕСКОМУ И АТОМНОМУ НАДЗОРУ
МЕТОДИЧЕСКИЕ РЕКОМЕНДАЦИИ
О ПОРЯДКЕ ПРОВЕДЕНИЯ МАГНИТОПОРОШКОВОГО КОНТРОЛЯ ТЕХНИЧЕСКИХ УСТРОЙСТВ И СООРУЖЕНИЙ, ПРИМЕНЯЕМЫХ И ЭКСПЛУАТИРУЕМЫХ НА ОПАСНЫХ ПРОИЗВОДСТВЕННЫХ ОБЪЕКТАХ
РД-13-05-2006
Москва
ОАО «НТЦ «Промышленная безопасность»
2007
Методические рекомендации о порядке проведения капиллярного контроля технических устройств и сооружений, применяемых и эксплуатируемых на опасных производственных объектах разработаны Управлением государственного строительного надзора Ростехнадзора, Управлением государственного энергетического надзора Ростехнадзора, Управлением по надзору за объектами нефтегазодобычи, переработки и магистрального трубопроводного транспорта Ростехнадзора, Управлением по надзору за специальными и химически опасными производственными объектами Ростехнадзора, НТЦ «Промышленная безопасность».
В разработке настоящих Методических рекомендаций принимали участие: Н.Н. Коновалов, В.С. Котельников, Г.М. Селезнев, В.И. Лисицын А.А. Шаталов, Н.А. Хапонен, Г.С. Шелехов, Ю.А. Глазков, В.П. Шевченко.
Методические рекомендации о порядке проведения магнитопорошкового контроля технических устройств и сооружений, применяемых и эксплуатируемых на опасных производственных объектах утверждены и введены в действие с 25 декабря 2006 г. приказом Федеральной службы по экологическому, технологическому и атомному надзору от 13 декабря 2006 г. № 1072.
Содержание
|
1. Общие положения 2. Организация контроля 3. Квалификация персонала 4. Средства контроля 4.1. Магнитопорошковые дефектоскопы и контрольные приборы 4.2. Магнитные порошки и суспензии 4.3. Контрольные образцы 5. Подготовка к контролю 6. Технология контроля 6.1. Последовательность контроля 6.2. Намагничивание объекта контроля 6.3. Нанесение магнитного индикатора (порошка, суспензии) на контролируемую поверхность 6.4. Осмотр контролируемых поверхностей 6.5. Оценка результатов контроля 6.6. Оформление результатов контроля 6.7. Размагничивание объектов контроля 7. Требования безопасности Приложение № 1 (справочное) Термины и их определения Приложение № 2 (справочное) Перечень нормативных технических и методических документов, ссылки на которые приведены в методических рекомендациях Приложение № 3 (справочное) Аппаратура, необходимая для проведения магнитопорошкового контроля Приложение № 4 (справочное) Индикаторные материалы, применяемые при магнитопорошковом контроле Приложение № 5 (рекомендуемое) Составы магнитных суспензий и способы их приготовления. Магнитные пасты и концентраты Приложение № 6 (рекомендуемое) Концентрация черного магнитного порошка в суспензии и состав дисперсионной среды при контроле некоторых деталей Приложение № 7 (рекомендуемое) Технология изготовления контрольных образцов (вариант) Приложение № 8 (рекомендуемое) Форма паспорта на контрольный образец Приложение № 9 (рекомендуемое) Технология изготовления дефектограмм Приложение № 10 (рекомендуемое) Основные магнитные характеристики некоторых конструкционных сталей Приложение № 11 (рекомендуемое) Примеры контроля деталей и элементов конструкций технических устройств и сооружений Приложение № 12 Форма заключения о результатах магнитопорошкового контроля
|
|
|
УТВЕРЖДЕНЫ приказом Ростехнадзора России от 13.12.06 г . № 1072 Введены в действие 25.12.2006 г. |
1. Общие положения
1.1. Методические рекомендации о порядке проведения магнитопорошкового контроля технических устройств и сооружений, применяемых и эксплуатируемых на опасных производственных объектах (методические рекомендации) разработаны в соответствии с Федеральным законом от 21.07.97 г. N 116-ФЗ "О промышленной безопасности опасных производственных объектов" (Собрание законодательства Российской Федерации, 1997 г. № 30, ст. 3588); постановлением Правительства Российской Федерации от 28 марта 2001 г. № 241 "О мерах по обеспечению промышленной безопасности опасных производственных объектов на территории Российской Федерации" (Собрание законодательства Российской Федерации, 2001 г. № 15, ст. 3367); "Положением о порядке продления срока безопасной эксплуатации технических устройств, оборудования и сооружений на опасных производственных объектах" ( РД 03-484-02) (утвержденным постановлением Федерального горного и промышленного надзора России (Госгортехнадзор России) от 9.07.02 г. № 43, зарегистрированном в Министерстве юстиции Российской Федерации 5 августа 2002 г., регистрационный № 3665).
1.2. Методические рекомендации излагают организацию и технологию магнитопорошкового контроля конструкций и деталей при изготовлении, строительстве, монтаже, ремонте, реконструкции, эксплуатации, техническом диагностировании (освидетельствовании) технических устройств и сооружений, применяемых и эксплуатируемых на опасных производственных объектах, подконтрольных Федеральной службе по экологическому, технологическому и атомному надзору (Ростехнадзор).
1.3. Методические рекомендации предназначены для специалистов неразрушающего контроля предприятий и организаций, осуществляющих изготовление, строительство, монтаж, ремонт, реконструкцию, эксплуатацию, техническое диагностирование (освидетельствование) технических устройств и сооружений, применяемых и эксплуатируемых на опасных производственных объектах, подконтрольных Ростехнадзору.
1.4. В настоящих методических рекомендациях используются термины, установленные в федеральных нормах и правилах и руководящих документах Ростехнадзора, а также термины и их определения, приведенные в приложении № 1.
1.5. Магнитопорошковый контроль проводят с целью выявления поверхностных и подповерхностных дефектов в стальных ферромагнитных конструкциях и деталях технических устройств и сооружений.
1.6. Настоящие методические рекомендации распространяются на магнитопорошковый контроль конструкций и деталей технических устройств и сооружений из ферромагнитных сталей обыкновенного качества, углеродистых качественных и низколегированных сталей.
1.7. Объектами магнитопорошкового контроля являются детали, основной металл, сварные, клепаные и болтовые соединения конструкций, в том числе с защитными покрытиями.
1.8. Контроль по настоящему РД позволяет выявлять трещины шириной от ~ 1 мкм и глубиной от ~ 10 мкм и более.
1.9. При проведении магнитопорошкового контроля могут быть выявлены выходящие на поверхность трещины (шлифовочные, ковочные, штамповочные, деформационные и др.), волосовины, расслоения, закаты в поковках, прокате и в литых деталях, а также сварочные дефекты (трещины, непровары, шлаковые включения и др.) в элементах конструкций и в деталях технических устройств и сооружений.
1.10. Результаты контроля магнитопорошковым методом зависят от следующих факторов:
- магнитных характеристик материала объектов контроля;
- их формы и размеров;
- шероховатости поверхности;
- наличия и уровня поверхностного упрочнения;
- толщины немагнитных покрытий;
- местоположения и ориентации дефектов;
- напряженности магнитного поля и его распределения по поверхности объектов контроля;
- угла между направлением намагничивающего поля и плоскостью дефектов;
- свойств магнитного индикатора, способа его нанесения на объекты контроля;
- условий регистрации индикаторного рисунка выявляемых дефектов.
Эти факторы учитывают при разработке технологий магнитопорошкового контроля объектов и рабочей технической документации.
1.11. Магнитопорошковый метод может быть использован для контроля объектов с немагнитным покрытием (слоем краски, лака, хрома, меди, кадмия, цинка и др.). Объекты с немагнитными покрытиями толщиной до 40 мкм могут быть проконтролированы без существенного уменьшения выявляемости дефектов.
При толщине покрытия более 100-150 мкм могут быть выявлены только дефекты глубиной более 200 мкм.
1.12. При магнитопорошковом контроле возможно снижение выявляемости дефектов:
- плоскости которых составляют угол менее 30° с направлением магнитного потока;
- подповерхностных;
- на поверхности объектов контроля с параметром шероховатости поверхности Rz>10 мкм;
- при наличии на поверхности объекта нагара, продуктов коррозии, шлаков, термообмазок и защитных или защитно-декоративных покрытий большой толщины.
1.13. Магнитопорошковый метод относится к индикаторным (не измерительным) методам неразрушающего контроля. Он не позволяет определять глубину и ширину поверхностных дефектов, размеры подповерхностных дефектов и глубину их залегания.
1.14. Магнитопорошковым контролем не могут быть проконтролированы элементы конструкций и детали:
- из неферромагнитных сталей, цветных металлов и сплавов;
- на поверхности которых не обеспечена необходимая зона для намагничивания и нанесения магнитного индикатора, а также если зона контроля недоступна для осмотра;
- с существенной магнитной неоднородностью материала;
- с несплошностями, плоскости которых составляют с направлением намагничивающего поля угол менее 30°;
- сварные швы, выполненные немагнитным электродом.
1.15. Методические рекомендации предусматривают проведение магнитопорошкового контроля при обеспечении достаточной зоны контроля на поверхности контролируемого объекта, которая позволяет осуществить установку и перемещение намагничивающих устройств и надежное нанесение индикаторов (магнитных порошков или суспензий) с последующим осмотром при оптимальной освещенности рабочего места и зоны контроля объекта.
1.16. Необходимость магнитопорошкового контроля, его объем и недопустимые дефекты при изготовлении, строительстве, ремонте, реконструкции, эксплуатации и техническом диагностировании (освидетельствовании) технических устройств и сооружений определяются соответствующей документацией на их изготовление, строительство, ремонт, реконструкцию, эксплуатацию и техническое диагностирование (освидетельствование).
1.17. Магнитопорошковый контроль выполняют в соответствии с технологическими инструкциями (картами), разработанными на основе настоящих методических рекомендаций, и полностью учитывающими их требования. В технологической инструкции (карте) должен быть приведен порядок выполнения операций проверки работоспособности и настройки аппаратуры, проверки работоспособности магнитных индикаторов, проведения контроля и оценки качества объекта с указанием особенностей эксплуатации применяемой аппаратуры, конкретных параметров контроля, а также информативных признаков выявляемых дефектов и возможных помех.
1.18. Проведение магнитопорошкового контроля в ночную смену не рекомендуется.
1.19. В настоящих
методических рекомендациях используются ссылки на нормативные технические и
методические документы, приведенные в ![]() приложении
№ 2.
приложении
№ 2.
2. Организация контроля
2.1. Лаборатории, выполняющие магнитопорошковый контроль, аттестуются в соответствии с Правилами аттестации и основными требованиями к лабораториям неразрушающего контроля ( ПБ 03-372-00), утвержденными постановлением Госгортехнадзора России от 02 июня 2000 г. № 29, зарегистрированными Министерством юстиции Российской Федерации 25 июля 2000 г., регистрационный № 2324.
2.2. Лаборатория, выполняющая работы по магнитопорошковому контролю, должна быть оснащена:
- подводкой однофазной сети переменного тока напряжением 220, 36, 12 В, частотой 50 Гц;
- "заземляющими шинами", соответствующими требованиям Правил устройства электроустановок (ПУЭ);
- местным стационарным освещением, обеспечивающим вместе с общим освещенность контролируемой поверхности не менее 1000 лк;
- источником ультрафиолетового облучения с длиной волны 315-400 нм, с максимумом излучения при длине волны около 365 нм, обеспечивающим облученность контролируемой поверхности не менее 2000 мкВт/см2 (при использовании люминесцентных магнитных индикаторов);
- переносными светильниками с рабочим напряжением 12, 24 или 36 В переменного тока для проведения работ на объектах (на высоте, в труднодоступных местах, в условиях малой освещенности и т.п.). Допускается применение светильников с напряжениями 12 В, питаемых от переносных аккумуляторных батарей. Все светильники должны быть снабжены устройствами крепления (фиксации) в месте проведения контроля;
- магнитопорошковыми дефектоскопами ( приложение № 3); дефектоскопическими материалами (магнитными индикаторами дефектов): порошками, суспензиями, пастами и т.п. ( раздел 4.2, приложения № 4- 6); контрольными образцами ( раздел 4.3, приложения № 7, 8); измерительной аппаратурой ( приложение № 3); лупами 2-7-кратного увеличения;
- размагничивающими устройствами;
- бинокулярным стереоскопическим микроскопом, например, типа МБС-2, МБС-10, МСП-1 и т.п.;
- механизмами и приспособлениями малой механизации для установки, закрепления и, при необходимости, поворота объекта контроля или перемещения намагничивающего устройства;
- средствами нанесения магнитного индикатора (порошка, суспензии и т.п.) на объекты контроля и обтирочными материалами (ветошью);
- средствами измерения протяженности индикаторных рисунков - осаждений магнитного порошка.
2.3. Участки магнитопорошкового контроля в цеховых условиях должны располагаться в отдельном шумозащищенном помещении. Вентиляция должна обеспечивать 5-кратный обмен воздуха в час. К участку должна быть подведена горячая и холодная вода.
При отсутствии отдельного помещения участок магнитопорошкового контроля допускается располагать на площади, огражденной от других участков производства. По окончании рабочего дня (рабочей смены) помещение участка должно закрываться для исключения входа в него посторонних лиц.
2.4. Места проведения контроля должны быть оснащены:
- подводкой сети переменного тока напряжением 220 В, 50 Гц, а также сети напряжением 12, 24 или 36 В для питания переносных светильников;
- заземляющей шиной необходимого сечения в соответствии с требованиями Правил технической эксплуатации электроустановок потребителей;
- лесами или люльками, передвижными вышками и др. вспомогательными устройствами, обеспечивающими оптимальный доступ (удобство работы) дефектоскописта к контролируемой поверхности;
- средствами для очистки контролируемых поверхностей;
- переносными светильниками местного освещения, соответствующими п. 2.2 (мощность светильников должна быть не менее 60 Вт).
3. Квалификация персонала
3.1. Специалисты, осуществляющие магнитопорошковый контроль, аттестуются в соответствии с Правилами аттестации персонала в области неразрушающего контроля ( ПБ 03-440-02), утвержденными постановлением Госгортехнадзора России от 23.01.02 г. № 3, зарегистрированным Министерством юстиции Российской Федерации 17 апреля 2002 г., регистрационный № 3378.
3.2. Руководитель работ по магнитопорошковому контролю должен иметь квалификацию не ниже II уровня в соответствии с ПБ 03-440-02.
3.3. Заключения о результатах контроля подписывают специалисты неразрушающего контроля, имеющие квалификацию не ниже II уровня.
4. Средства контроля
4.1. Магнитопорошковые дефектоскопы и контрольные приборы
4.1.1. При проведении магнитопорошкового контроля в зависимости от конфигурации, размеров объектов контроля и условий проведения работ (на высоте, в цехе и т.п.) может быть использована следующая аппаратура:
- универсальные (портативные, переносные) и специализированные магнито-порошковые дефектоскопы, разработанные применительно к магнитопорошковому контролю однотипных конструкций (деталей);
- универсальные стационарные дефектоскопы;
- переносные (как правило, фиксируемые на конструкции) источники освещения участка контролируемой поверхности;
- приборы для измерения параметров намагничивающего и размагничивающего поля (напряженности или индукции) с погрешностью не более 10 %;
- приборы для определения кинематической или условной вязкости суспензий (индикаторов) при магнитопорошковом контроле;
- приборы для измерения уровня освещенности и ультрафиолетовой облученности участка контролируемой поверхности;
- размагничивающие устройства и приборы для оценки уровня размагничивания (при необходимости размагничивания объектов после контроля);
- контрольные образцы (см. раздел 4.3, приложения № 7, 8).
4.1.2. Дефектоскопы с источником намагничивающего тока должны иметь измерители значений намагничивающего тока с погрешностью не более ± 10 %.
4.1.3. Технические средства, относящиеся к средствам измерений, подлежат периодической метрологической поверке.
4.1.4. Магнитопорошковые дефектоскопы (намагничивающие устройства) после ремонта и периодически в процессе эксплуатации подлежат проверке на работоспособность.
4.2. Магнитные порошки и суспензии
4.2.1. В качестве магнитных индикаторов при магнитопорошковом контроле применяют черные или цветные и люминесцентные магнитные порошки ( приложение № 4) в сухом виде или в составе суспензий.
4.2.2. Цвет порошка выбирают с учетом обеспечения максимального контраста с цветом контролируемой поверхности.
4.2.3. Люминесцентные магнитные порошки используют при контроле конструкций и деталей как со светлой, так и с темной поверхностью.
4.2.4. Средний размер частиц магнитного порошка, предназначенного для нанесения сухим способом, должен быть не более 200 мкм, а при контроле объектов способом воздушной взвеси порошка - не более 10 мкм. Максимальный размер частиц магнитных порошков, предназначенных для использования в суспензиях, должен быть не более 60 мкм.
4.2.5. Качество каждой партии магнитных порошков, поступающих с завода-изготовителя, а также по окончании срока годности, указанного в сертификате или ТУ, оценивают на соответствие ТУ. Выявляющую способность магнитных порошков оценивают с помощью специализированных измерительных приборов либо контрольных образцов для магнитопорошкового контроля. У порошков железных ( ГОСТ 9849) контролируют только гранулометрический состав по ГОСТ 18318 на сетках из ряда 0,071-0,045 мм. На рабочих местах контроля качество магнитных индикаторов перед применением проверяют с помощью контрольных образцов с естественными или искусственными дефектами.
4.2.6. Для контроля должны применяться порошки из неповрежденных упаковок с неистекшим сроком хранения. Порошки, имеющие следы коррозии, посторонние примеси или плотно слежавшиеся комки, независимо от гарантийного срока хранения, к применению не допускаются.
4.2.7. Рекомендуемая концентрация магнитного порошка в суспензии должна составлять:
- (25 ± 5) г/л - для черного или цветного (нелюминесцентного) порошка;
- (4 ± 1) г/л - для люминесцентного.
При использовании концентратов магнитных суспензий (магнитных паст и др.) их концентрацию в суспензии устанавливают в соответствии с ТУ на них. В технически обоснованных случаях устанавливают другие значения концентрации магнитного порошка в суспензии.
4.2.8. Дисперсионная среда, то есть жидкая основа магнитной суспензии должна иметь кинематическую вязкость при температуре проведения контроля не более 36·10-6 м2/с (36 сСт) ( ГОСТ 21105). Вязкость дисперсионной среды суспензии на основе масла и масло-керосиновых смесей должна измеряться при ее приготовлении и периодически в процессе использования. При вязкости более 10·10-6 м2/с (10 сСт) время стекания суспензии с контролируемой поверхности до ее осмотра должно быть не менее 20 сек. При использовании порошка ПЖВ5 класса крупности 71 вязкость жидкой основы должна быть в пределах 25-36 сСт. Для остальных порошков нижний предел вязкости не ограничен. Вязкость дисперсионной среды измеряют капиллярным вискозиметром (например, марки ВПЖ-1, ВПЖ-2, ВПЖ-3, ВПЖ-4, Пинкевича). Вместо кинематической вязкости допускается измерять условную вязкость суспензий с помощью вискозиметров ВЗ-1, ВЗ-4 или ВЗ-246 с последующим переводом в кинематическую вязкость.
4.2.9. Дисперсионная среда суспензии должна также удовлетворять следующим требованиям:
- обеспечивать хорошую смачиваемость суспензией контролируемых поверхностей (не собираться в капли);
- не быть коррозионно-активной по отношению к контролируемым металлическим конструкциям и деталям;
- не оказывать токсичного воздействия на организм человека;
- не иметь резкого неприятного запаха.
4.2.10. В качестве дисперсионной среды суспензий рекомендуется применять водопроводную воду (с антикоррозионными, антикоагуляционными, смачивающими и другими добавками) или минеральное масло. Технология применения суспензии, в которой в качестве дисперсионной среды используется керосин, должна быть согласована с противопожарной службой.
Примечание - Для стабилизации суспензии на основе керосина и его смеси с маслом с магнитным порошком в виде окислов железа рекомендуется добавлять в нее присадку Акор-1 ( ГОСТ 15171) из расчета 1 ± 0,5 г на литр.
4.2.11. Для приготовления суспензии рекомендуется использовать серийно выпускаемые пасты.
4.2.12. Сухой магнитный порошок, паста и магнитная суспензия во избежание загрязнения должны храниться в плотно закрытых емкостях, изготовляемых из немагнитных материалов (пластмассы, алюминия и т.п.).
4.2.13. Водную суспензию необходимо оберегать от органических загрязнений (масла, керосина и т.п.), которые вызывают коагуляцию порошка и приводят к снижению чувствительности суспензии к полям рассеяния дефектов.
4.2.14. При многократном использовании концентрация магнитной суспензии перед проведением контроля должна проверяться анализатором концентрации суспензии или путем отстоя.
4.2.15. В случае нечеткого отложения порошка суспензии на дефекте контрольного образца либо появления значительного фона на бездефектной поверхности ее необходимо заменить. Если индикаторный след отложения порошка при этом не изменяется, необходимо проверить исправность дефектоскопа и уровень напряженности поля, создаваемого им.
4.3. Контрольные образцы
4.3.1. Контрольные образцы предназначены для проверки работоспособности магнитопорошковых дефектоскопов и магнитных индикаторов. Образцы представляют собой элементы конструкций, детали или специальные изделия с искусственными или естественными дефектами типа несплошности материала в виде щелей, цилиндрических отверстий или трещин различного происхождения.
4.3.2. Тип образца для проверки работоспособности дефектоскопов выбирают с учетом способов и схем намагничивания, на которые рассчитан дефектоскоп, расположения выявляемых дефектов по глубине (поверхностные или подповерхностные). Работоспособность дефектоскопов оценивают путем выявления дефектов на образцах при всех способах намагничивания, предусмотренных конструкцией данного дефектоскопа.
Контрольные образцы, представляющие собой объекты контроля (детали) с естественными или искусственными дефектами, используют также для определения и проверки режимов намагничивания и в целом технологии контроля.
4.3.3. В качестве искусственных дефектов на образцах служат плоские щели различной ширины или цилиндрические отверстия диаметром (2-2,5) мм, расположенные параллельно поверхности на различной глубине. Плоскость искусственных дефектов-щелей составляет угол с возможным направлением намагничивающего поля около (80-90) . Образцы могут быть покрыты слоем никеля или хрома толщиной (0,002-0,005) мм для предотвращения коррозии.
4.3.4. Вариант технологии изготовления контрольных образцов с искусственными трещинами приведен в приложении № 7.
Допускается использовать в качестве контрольных образцов детали или элементы конструкций с мелкими дефектами, обнаруженными при магнитопорошковом контроле.
4.3.5. При изготовлении образцы аттестуют. По результатам аттестации составляют паспорт, в котором указывают: предприятие-изготовитель образца, номер образца, марку материала образца, назначение, способ и режим намагничивания, требования к индикаторным материалам, типы и размеры имеющихся на образце дефектов. К образцу прилагают дефектограмму: слепок имеющихся дефектов, их фотографию или эскиз.
4.3.6. Контрольные образцы не являются средствами измерений и периодической метрологической поверке не подлежат. Они подвергаются периодической проверке на работоспособность.
4.3.7. Пример формы паспорта на контрольный образец приведен в приложении № 8.
5. Подготовка к контролю
5.1. Подготовка к проведению контроля состоит в выполнении следующих операций:
- изучение конструкции контролируемого элемента, требований чертежей, технологической инструкции (карты) на контроль объекта и другой документации;
- анализ результатов предыдущего контроля (если он проводился) и принятие решения о необходимости и возможности магнитопорошкового контроля;
- подготовка поверхности объекта к контролю;
- проверка работоспособности магнитопорошкового дефектоскопа;
- проверка качества магнитного индикатора.
5.2. С поверхности, подвергаемой магнитопорошковому контролю, удаляют масло, смазку, пыль, шлаки, продукты коррозии, окалину и другие загрязнения, а также лакокрасочное покрытие и другое защитное или защитно-декоративное покрытие, если его толщина превышает 30-40 мкм.
Поверхности с остатками загрязнения очищают вручную с помощью жестких волосяных щеток, деревянных или пластмассовых скребков и моющих препаратов. Применять металлические щетки или скребки, а также ветошь, оставляющую после протирки ворс и нитки, не допускается.
5.3. После пескоструйной обработки детали должны быть тщательно обдуты сухим сжатым воздухом.
5.4. При контроле с применением сухого магнитного порошка, а также суспензии с органической дисперсионной средой после очистки и промывки средствами на водной основе, контролируемые поверхности должны быть просушены.
5.5. При использовании водной магнитной суспензии контролируемую поверхность предварительно обезжиривают.
5.6. При циркулярном намагничивании пропусканием тока по объекту или его участку зоны установки контактов должны быть очищены от токонепроводящих покрытий и зачищены.
5.7. При контроле сварных швов очищают от грязи, шлака и других загрязнений поверхность сварных швов, а также околошовные зоны шириной, равной ширине шва, но не менее 20 мм с обеих сторон. Применять для очистки поверхности металлические щетки, запиливать сварной шов, уменьшать его выпуклость допускается только в случаях, если это предусмотрено в технических требованиях к сварному соединению.
5.8. Допускается проводить контроль способом остаточной намагниченности (СОН) деталей и сварных соединений после оксидирования, окраски или нанесения немагнитного металлического покрытия (цинка, хрома, кадмия, меди и др.), если толщина покрытия не превышает 30 мкм.
5.9. Необходимость размагничивания объектов перед проведением контроля указывают в технологической документации на контроль объектов конкретного типа.
5.10. При контроле объектов с темной поверхностью, как правило, применяют люминесцентный или цветной магнитный порошок. При использовании черного магнитного порошка на темную контролируемую поверхность рекомендуется предварительно наносить с помощью распылителя ровный тонкий слой контрастного покрытия (слой белой или желтой краски или нитроэмали) толщиной не более 20 мкм.
5.11. Проверку работоспособности дефектоскопа и качества магнитного индикатора перед проведением контроля объектов осуществляют с помощью контрольных образцов с дефектами ( приложения № 7, 8). Дефектоскоп и индикатор считают пригодными к использованию, если дефекты на образце выявлены полностью, а их индикаторный рисунок соответствует дефектограмме ( приложение № 9).
6. Технология контроля
6.1. Последовательность контроля
6.1.1. При магнитопорошковом контроле выполняют следующие технологические операции:
- намагничивание объекта контроля;
- нанесение на него магнитного индикатора;
- осмотр поверхности объекта с целью обнаружения дефектов;
- оценка результатов контроля;
- размагничивание объектов контроля.
6.2. Намагничивание объекта контроля
6.2.1. Используют три вида намагничивания: продольное (полюсное); циркулярное; комбинированное. Способы и схемы намагничивания при проведении магнитопорошкового контроля приведены на рис. 1.
6.2.2. Продольное (полюсное) намагничивание осуществляют с помощью соленоидов, электромагнитов или устройств на постоянных магнитах.
При продольном намагничивании преимущественно обнаруживаются дефекты поперечной ориентации. Выявление продольных дефектов не гарантируется.
6.2.3. Циркулярное намагничивание осуществляют путем пропускания тока по контролируемому объекту или по центральному проводнику (стержню, кабелю), проходящему через сквозное отверстие в объекте. Рекомендуется размещать стержень по оси этого отверстия. Допускается проводить намагничивание одновременно несколько деталей, надетых на стержень.
При циркулярном намагничивании преимущественно обнаруживаются дефекты продольной ориентации и радиально направленные дефекты на торцевых поверхностях объектов. Выявление поперечных дефектов не гарантируется.
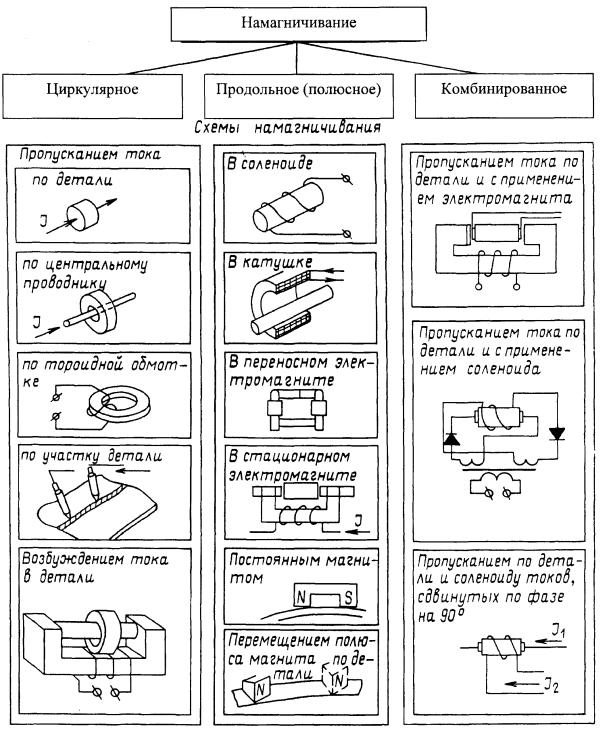
Рис. 1 . Виды, способы и схемы намагничивания объектов контроля
Примечания:
1. При комбинированном намагничивании намагничивающий ток для циркулярного и полюсного намагничивания определяют по приведенным в настоящих методических рекомендациях формулам.
2. Допускается устанавливать режим намагничивания экспериментально на образце с дефектами, представляющим собой объект контроля или его часть.
6.2.4. При необходимости выявления дефектов различного направления объекты контролируют, намагничивая в двух или более направлениях, а также применяют комбинированное намагничивание.
6.2.5. Циркулярное намагничивание при контроле внутренних поверхностей объектов проводят путем пропускания тока по вставленному в отверстие стержню, покрытому изоляционным материалом.
Продольное намагничивание таких объектов выполняют с применением соленоида, вставляемого во внутреннюю полость объектов.
6.2.6. При последовательном намагничивании объекта продольным, а затем циркулярным полем промежуточное размагничивание не проводят, если остаточная намагниченность не оказывает влияние на последующие операции контроля.
6.2.7. Намагничивание объектов проводят полем постоянного, выпрямленного, переменного или импульсного тока. При намагничивании переменным или импульсным полем намагничивается только поверхностный слой объекта контроля, что позволяет выявить только поверхностные дефекты. При намагничивании постоянным током намагничивается поверхностный и подповерхностный слои, что позволяет выявлять как поверхностные, так и подповерхностные дефекты (на глубине до 2 мм).
6.2.8. При магнитопорошковом контроле применяют два способа контроля: способ остаточной намагниченности (СОН) и способ приложенного поля (СПП).
6.2.9. Способ остаточной намагниченности применяют, если коэрцитивная сила материала объекта составляет более 9,5 А/см (12 Э).
6.2.10. При необходимости улучшения выявляемости дефектов способом остаточной намагниченности при намагничивании с применением соленоида рекомендуется использовать источник питания, обеспечивающий при выключении уменьшение намагничивающего тока от максимального значения до нуля за время не более 5 мс.
6.2.11. При контроле СОН режим намагничивания объектов (значение намагничивающего тока или напряженность магнитного поля) выбирают так, чтобы напряженность поля соответствовала техническому магнитному насыщению материала. В обоснованных случаях допускается применять поле меньшей напряженности. Магнитные свойства некоторых сталей приведены в приложении № 10.
6.2.12. При контроле с применением СОН ток циркулярного намагничивания рассчитывают по максимальному диаметру контролируемого объекта или по максимально удаленным зонам от оси контролируемого объекта.
6.2.13. При применении СПП для объектов, у которых различные участки резко отличаются друг от друга по сечению, контроль следует проводить в два или более приемов, подбирая в каждом случае ток циркулярного намагничивания соответственно размеру (диаметру) объекта в контролируемых зонах.
6.2.14. Для уменьшения вероятности прижогов и локального нагрева намагничивающих устройств и мест ввода тока в проверяемые объекты при контроле СПП рекомендуется применять прерывистый режим намагничивания, при котором ток по проводникам намагничивающего устройства пропускают в течение (0,1-3,0) секунд с перерывами до 5 секунд.
6.2.15. При комбинированном намагничивании обеспечивается возможность одновременного обнаружения различно ориентированных дефектов.
6.2.16. Комбинированное намагничивание осуществляют путем наложения на объект контроля двух или более различно направленных магнитных полей.
При комбинированном намагничивании используют:
- переменные синусоидальные, выпрямленные одно- или двухполупериодные магнитные поля, постоянное магнитное поле в сочетании с каким-либо переменным;
- продольное намагничивание с помощью соленоидов или электромагнитов постоянного тока в сочетании с циркулярным намагничиванием переменным током;
- однополупериодные выпрямленные магнитные поля, сдвинутые по фазе на 120°.
6.2.17. При невозможности одновременного намагничивания всего объекта (например, при контроле объектов больших размеров или сложной формы) намагничивание с последующим выполнением других операций контроля следует проводить по отдельным участкам. Для этого, как правило, используют выносные намагничивающие средства: выносные электроконтакты, приставные электромагниты, устройства на постоянных магнитах, витки гибкого кабеля, накладываемые на намагничиваемые участки объекта, разъемные соленоиды и другие средства.
6.2.18. При контроле СПП значения тангенциальной Ht и нормальной Нn составляющих вектора напряженности магнитного поля на контролируемой поверхности должны удовлетворять условию: Hn/ Ht £ 3.
6.2.19. При контроле объектов с большим размагничивающим фактором, имеющих отношение длины к корню квадратному из площади поперечного сечения (или максимальному размеру поперечного сечения) менее 5, при полюсном намагничивании в разомкнутой цепи составляют объекты контроля в цепочки, размещая торцевыми поверхностями друг к другу, либо применяют удлинительные наконечники, либо используют переменный намагничивающий ток с частотой 50 Гц и более или импульсный ток.
Площадь соприкосновения деталей, составленных в цепочки, должна быть не менее 1/3 площади их торцевых поверхностей.
6.2.20. Значение тока при циркулярном намагничивании определяют в зависимости от требуемого значения тангенциальной составляющей напряженности магнитного поля на контролируемой поверхности, формы и размеров сечения объектов контроля по формулам, приведенным п. 6.2.22 и в приложении № 11.
6.2.21. Значение намагничивающего тока допускается определять и проверять экспериментально следующими способами:
- по выявлению естественных дефектов на контрольных образцах, которые представляют собой проверяемые объекты (или их участки) с трещинами минимального раскрытия в проверяемых зонах;
- по выявлению искусственных дефектов на контрольных образцах, представляющих собой проверяемые объекты с дефектами;
- по установлению заданного значения тангенциальной составляющей магнитного поля на проверяемых объектах в зонах контроля, определяемой с применением приборов измерения напряженности магнитного поля.
Применение контрольных образцов в виде пластин, стержней, дисков и т.п., в том числе образцов с трещинами минимальных размеров, для определения режимов намагничивания объектов контроля другой формы и размеров не допускается.
6.2.22. Расчетное значение тока I в амперах для циркулярного намагничивания деталей относительно простого сечения определяют по формулам:
- для объектов в виде круга диаметром D (мм): I = 3 HD . Здесь Н - заданная напряженность магнитного поля, А/см. Для объектов, сечение которых в зоне контроля отличается от круга, за диаметр D принимают наибольший размер поперечного сечения. При сложной форме сечения объекта в качестве D принимают эквивалентный диаметр, который рассчитывают по соотношениям:
D = P/ p » 0,3 P,
где P - периметр сечения объекта в зоне контроля, мм,
или
![]() , где S - площадь поперечного
сечения в той же зоне, мм2;
, где S - площадь поперечного
сечения в той же зоне, мм2;
- для бруска прямоугольного сечения шириной b и толщиной h , мм:
при b / h ³ 10: I = 0,2 Hb ;
при b / h < 10: I = 0,2 H ( b + h ),
где H - заданная напряженность магнитного поля, А/см.
Расчет тока для деталей, имеющих форму, близкую к одной из вышеуказанных, проводится по тем же формулам.
6.2.23. Для деталей сложной формы силу тока циркулярного намагничивания на первом этапе определяют по тем же формулам, а затем уточняют экспериментально или путем установки тока, который обеспечивает заданную напряженность поля.
6.2.24. Минимальное H min и H max максимальное значения напряженности приложенного магнитного поля (А/см) определяют по формулам:
минимальное значение
H min =15 + 1,1 Hc;
максимальное
H max =40 + 1,5 H c ,
где Hc - коэрцитивная сила материала объекта контроля, А/см.
6.3. Нанесение магнитного индикатора (порошка, суспензии) на контролируемую поверхность
6.3.1. Магнитный индикатор на контролируемый участок поверхности наносят в сухом виде или в виде магнитной суспензии.
6.3.2. Сухой порошок наносят на контролируемую поверхность с помощью распылителей (резиновых груш, пульверизаторов, качающихся сит и др.). Порошок наносят равномерно, без образования более темных (обогащенных) или светлых (обедненных порошком) участков.
6.3.3. Магнитную суспензию наносят на контролируемую поверхность путем полива объекта либо путем погружения небольших деталей в ванну с хорошо перемешанной суспензией.
При поливе объект располагают так, чтобы суспензия стекала с контролируемой поверхности, не застаиваясь в отдельных местах (углублениях, "карманах", между ребрами и др.)
6.3.4. При контроле СПП суспензию начинают наносить перед включением намагничивающего тока в намагничивающем устройстве, а заканчивают до того, как будет выключено намагничивающее поле.
Ток в намагничивающем устройстве выключают после стекания основной массы суспензии с поверхности объекта. Осмотр поверхности проводят после выключения тока в намагничивающем устройстве.
6.3.5. При контроле СОН магнитный индикатор наносят на контролируемую поверхность после снятия намагничивающего поля (выключения тока в намагничивающем устройстве), но не позднее, чем через 1 час после намагничивания. Осмотр контролируемой поверхности проводят после стекания излишков суспензии.
6.3.6. При контроле с применением переносных электромагнитов, устройств на постоянных магнитах суспензию наносят до включения тока и во время действия магнитного поля на объект. Контроль объектов с применением электромагнитов постоянного тока и устройств на постоянных магнитах проводят только СПП.
6.3.7. На вертикальные поверхности и на поверхности, расположенные над головой, суспензию наносят из аэрозольного баллона или с помощью пластмассовой емкости объемом 200-500 мл, в пробку которой вставлена трубочка диаметром 5-6 мм.
6.4. Осмотр контролируемых поверхностей
6.4.1. Осмотр зон контроля объектов, как правило, проводят невооруженным глазом или с помощью лупы с 2-4 или 7-кратным увеличением.
6.4.2. При использовании магнитной суспензии осмотр выполняют после стекания основной ее массы с контролируемого участка поверхности объекта.
6.4.3. При осмотре необходимо принимать меры для предотвращения стирания магнитного порошка с дефектов. В случаях стирания отложений порошка контроль следует повторить. Повторный контроль проводят также в случае образования нечетких индикаторных рисунков.
6.4.4. Осмотр внутренних полостей объектов проводят с помощью специальных зондов, эндоскопов, поворотных зеркал и других специальных смотровых устройств, изготовленных из немагнитных материалов.
6.4.5. Освещенность осматриваемой поверхности объектов при использовании черных и цветных не люминесцирующих магнитных порошков должна быть не менее 1000 лк.
6.4.6. На стационарных рабочих местах осмотра объектов должно применяться только комбинированное освещение (общее совместно с местным). Как правило, должны использоваться разрядные лампы: для общего освещения - типа ЛБ, ЛХБ, МГЛ, для местного - типа ЛБЦТ, ЛДЦ, ЛДЦ УФ. Для местного освещения допускается применение ламп накаливания, но только в молочной или матированной колбе. Могут использоваться галогенные лампы. Ксеноновые лампы применять не допускается. Для исключения появления бликов на полированных контролируемых поверхностях, смоченных магнитной суспензией, рабочие места осмотра объектов контроля оборудуют светильниками с непросвечивающими отражателями или рассеивателями так, чтобы их светящиеся элементы не попадали в поле зрения работающих. Местное освещение рабочих мест оборудуют регуляторами освещения.
6.4.7. На стационарных рабочих местах осмотра объектов контроля в виде стола материал и цвет покрытия его рабочей поверхности выбирают так, чтобы уменьшить яркостные контрасты в поле зрения выполняющего контроль специалиста, ускорить переадаптацию при чередовании наблюдения деталей и фона, обеспечить устойчивость контрастной чувствительности глаза, а также не допустить слепящего действия света, отраженного от покрытия. Например, при осмотре шлифованных деталей и других объектов со светлой поверхностью рабочую поверхность стола покрывают неблестящим светло-зеленым, светло-голубым или зеленовато-голубым пластиком.
6.4.8. Осмотр объектов, обработанных суспензией с люминесцентным магнитным порошком, проводят при ультрафиолетовом облучении, при этом уровень облученности контролируемой поверхности ультрафиолетовым излучением должен быть не ниже 2000 мкВт/см2. Длина волны ультрафиолетового излучения должна быть в диапазоне от 315 до 400 нм с максимумом излучения около 365 нм.
6.4.9. При отсутствии люминесцентных или цветных магнитных индикаторов допускается контроль элементов конструкций и деталей с темной поверхностью выполнять с помощью суспензий, приготовленных на черных порошках или пастах. Для обеспечения необходимого контраста контролируемые поверхности в этом случае покрывают тонким слоем белой или желтой краски согласно п. 5.10.
6.4.10. В отдельных случаях контроля небольших деталей для расшифровки результатов контроля применяют бинокулярный стереоскопический микроскоп, например, типа МБС-2, МБС-10, МСП-1 или другого аналогичного типа.
6.4.11. В целях повышения качества контроля целесообразно через каждый час работы по осмотру контролируемой поверхности делать перерыв на 10-15 мин.
6.5. Оценка результатов контроля
6.5.1. При магнитопорошковом контроле дефекты обнаруживают и оценивают по наличию на контролируемой поверхности индикаторного рисунка в виде осаждений магнитного порошка, видимых невооруженным глазом или с использованием луп, и воспроизводимых повторно после каждого нового нанесения магнитной суспензии или порошка.
Примечание - При осмотре различают индикаторные рисунки округлой и удлиненной форм. Индикаторным рисунком округлой формы считают рисунок, у которого отношение наибольшего размера к наименьшему не более 3. В противном случае индикаторный рисунок считают удлиненным.
6.5.2. Индикаторные рисунки, образующиеся на дефектах типа нарушений сплошности материала, а также в местах резких изменений сечения объектов контроля, магнитных свойств материала и т.п., имеют следующие характерные особенности:
- плоскостные дефекты (трещины, расслоения, несплавления) проявляются в виде удлиненных индикаторных рисунков;
- объемные дефекты (поры, раковины, включения) образуют округлые индикаторные рисунки;
- подповерхностные дефекты обычно дают нечеткое осаждение порошка;
- резкие переходы от одного сечения контролируемого изделия к другому образуют размытые, нечеткие осаждения;
- резкие местные изменения магнитных свойств металла (например, по границе зоны термического влияния или по границе "металл шва - основной металл") и т.п. вызывают размытые, нечеткие осаждения.
6.5.3. Для идентификации причин осаждения магнитного порошка на поверхности объектов контроля рекомендуется применять фотографии характерных индикаторных рисунков (включая и характерные для конкретных объектов осаждения по ложным "дефектам").
6.5.4. При многократном повторении сомнительных осаждений порошка лаборатория должна провести металлографическое исследование. По результатам исследования принимается решение о годности объектов контроля с аналогичным осаждением порошка.
При массовых случаях осаждения порошка по структурной или магнитной неоднородности материала магнитопорошковый контроль объекта следует заменить другим методом неразрушающего контроля. Если осаждения порошка по структурной неоднородности не носят массового характера, но возникают затруднения с расшифровкой этих осаждений, то магнитопорошковый контроль необходимо продублировать каким-либо другим методом контроля.
6.5.5. Результаты контроля оценивают в соответствии с нормами, предусмотренными документацией на изготовление, ремонт, реконструкцию, эксплуатацию, техническое диагностирование (освидетельствование) объектов контроля.
Качество объектов контроля допускается оценивать как по индикаторным рисункам, так и по фактическим показателям (размерам, количеству и распределению) выявленных несплошностей.
6.6. Оформление результатов контроля
6.6.1. Результаты контроля каждого объекта должны быть зафиксированы в журналах и заключениях. Рекомендуемая форма заключения приведена в приложении № 12.
6.6.2. В журнале и заключении должны быть указаны:
- наименование и индекс изделия, объект контроля, материал объекта контроля, объем контроля, размеры и расположение контролируемых участков;
- нормативная техническая документация, по которой выполнялся контроль;
- способ контроля (СОН или СПП);
- тип и заводской номер применяемой аппаратуры;
- магнитный индикатор (суспензия, порошок и т.п.), использованный при контроле;
- схема и режим намагничивания;
- результаты контроля (обнаруженные дефекты). Дефекты должны быть отмечены как на контролируемых участках поверхности объекта, так и на эскизах (схемах контроля) с указанием координат и протяженности;
- дата контроля;
- фамилия, инициалы и подпись специалиста, проводившего контроль;
- уровень квалификации, номер удостоверения, дата выдачи и наименование организации, выдавшей удостоверение специалисту;
- фамилия, инициалы и подпись руководителя лаборатории неразрушающего контроля.
6.6.3. Журналы и копии заключений должны храниться не менее нормативного срока эксплуатации технических устройств и сооружений при контроле в процессе их изготовления (строительства) и не менее 5 лет в других случаях.
6.7. Размагничивание объектов контроля
6.7.1. Объекты контроля, на которых был проведен магнитопорошковый контроль, должны быть размагничены в случаях, если их намагниченность вызывает погрешности в показаниях приборов, аппаратуры, датчиков, если намагниченность может вызвать накопление продуктов износа в подвижных сочленениях, а также, если остаточная намагниченность оказывает отрицательное влияние на последующие технологические операции. Подлежат размагничиванию и такие детали, как, например, валы, колеса, шестерни редукторов.
6.7.2. Размагничивание осуществляют путем воздействия на объект контроля знакопеременного магнитного поля с убывающей до нуля амплитудой. Для этого используют стационарные или переносные соленоиды и электромагниты, а также устройства (например, дефектоскопы), позволяющие пропускать по объекту контроля ток, достаточный для создания необходимого размагничивающего поля.
6.7.3. В зависимости от формы и размеров объектов размагничивание может осуществляться следующими способами:
- продвижением детали через соленоид, питаемый переменным током, и удалением ее на расстояние не менее 0,7 м;
- уменьшением до нуля тока в соленоиде переменного тока со вставленной в него размагничиваемой деталью. Если длина детали больше длины соленоида, то размагничивание проводят по участкам;
- удалением детали от электромагнита (или электромагнита от детали), питаемого переменным током или постоянным током с периодически изменяющимся направлением;
- уменьшением до нуля переменного тока в электромагните, в междуполюсном пространстве которого находится размагничиваемая деталь или ее участок;
- уменьшением до нуля переменного тока, проходящего либо по самой детали, либо по стержню (кабелю), пропущенному через полое отверстие детали;
- перемагничиванием детали полем обратного направления. Напряженность перемагничивающего поля должна подбираться экспериментально так, чтобы после его выключения остаточная индукция детали была близка к нулю (применяется только для деталей простой формы).
При использовании переменного тока размагничивается слой детали, не превышающий глубины проникновения поля данной частоты в материал детали.
Допускается применение других эффективных способов размагничивания.
6.7.4. Участок конструкции или деталь можно размагнитить непосредственно после контроля в приложенном поле (СПП), если при этом используется дефектоскоп, снабженный устройством для размагничивания. При выключении дефектоскопа или при специальном переключении его на режим размагничивания происходит плавное уменьшение переменного размагничивающего тока.
6.7.5. После размагничивания уровень остаточной намагниченности на проконтролированных участках не должен превышать 5 А/см, если в нормативной технической документации не установлены другие значения поля, вызываемого остаточной намагниченностью.
6.7.6. Качество размагничивания контролируют с помощью магнитометра дефектоскопического, например МФ-24ФМ, либо измерителей или градиентометров магнитного поля других типов.
7. Требования безопасности
7.1. При проведении работ по магнитопорошковому контролю специалист должен руководствоваться ГОСТ 12.2.003, ГОСТ 12.3.002, СНиП 12-03-99 Безопасность труда в промышленности. Часть I . Общие требования, СНиП 12-04-2002 Безопасность труда в промышленности. Часть II . Строительное производство, Правилами технической эксплуатации электроустановок потребителей и Межотраслевыми правилами по охране труда (правилами безопасности) при эксплуатации электроустановок ( ПОТ РМ-016-2001. РД 153-34.0-03.150-00).
7.2. Уровень шума, создаваемый на рабочем месте дефектоскописта, не должен превышать норм, допустимых по ГОСТ 12.1.003.
7.3. При организации работ по контролю должны соблюдаться требования пожарной безопасности по ГОСТ 12.1.004.
7.4. Перед допуском к проведению контроля все лица, участвующие в его выполнении, проходят инструктаж по безопасным приемам выполнения работ с регистрацией в журнале по установленной форме. Инструктаж должен проводиться периодически в сроки, установленные приказом по организации (предприятию).
7.5. В случае выполнения контроля на высоте, внутри технических устройств (аппаратов) и в стесненных условиях специалисты, выполняющие контроль, должны пройти дополнительный инструктаж по технике безопасности согласно положению, действующему в организации (на предприятии). Работы на высоте, внутри аппаратов должны выполняться бригадой в составе не менее чем 2 или 3 человек в зависимости от степени опасности.
7.6. Запрещается работа на неустойчивых конструкциях и в местах, где возможно повреждение проводки электропитания дефектоскопов.
7.7. Подключение дефектоскопов к сети переменного тока осуществляют через розетки, оборудованные защитным контактом в соответствии с требованиями ПУЭ на специально оборудованных постах. При отсутствии на рабочем месте стационарных розеток подключение дефектоскопа к электрической сети проводит электротехнический персонал с соответствующей группой допуска по электробезопасности. Требования к подключению дефектоскопов должны соответствовать Правилам устройства электроустановок.
7.8. Дефектоскопы с сетевым питанием, относящиеся к I классу защиты от поражения электрическим током, должны иметь исправную цепь заземления между корпусом прибора и заземляющим контактом штепсельной вилки (шиной заземления). Заземление производится гибким медным проводом сечением не менее 2,5 мм2.
7.9. Рабочее место выполняющего контроль специалиста должно быть удалено от сварочных постов и защищено от лучистой энергии сварочной дуги.
7.10. При осмотре контролируемой поверхности в ультрафиолетовом излучении в случае отсутствия в дефектоскопе встроенных средств, обеспечивающих защиту глаз дефектоскописта от вредного воздействия ультрафиолетового излучения, следует применять защитные очки по ГОСТ Р 12.4.013 со стеклами ЖС-4 толщиной не менее 3 мм (по ГОСТ 9411).
7.11. Ответственность за соблюдение правил безопасности персоналом при проведении контроля возлагается на руководителя лаборатории неразрушающего контроля.
Приложение № 1
(справочное)
Термины и их определения
Дефект (defect) - каждое отдельное несоответствие продукции требованиям нормативной технической документации.
Дефект поверхностный (subsurface discontinuity) - дефект, выходящий на поверхность объекта контроля.
Дефект подповерхностный (near surface discontinuity) - дефект, расположенный вблизи поверхности объекта контроля, и не выходящий на ее поверхность.
Примечание - Подповерхностные дефекты в отличие от поверхностных при магнитопорошковом контроле образуют, как правило, нечеткие, размытые индикаторные рисунки.
Дефектограмма (magnetogram; magnetic seismogram; magnetically recorded seismogram) - изображение индикаторного рисунка дефектов материала объекта контроля или контрольного образца, зафиксированное на фотографии, в слое лака, липкой ленты или на другом носителе.
Магнитопорошковый метод контроля (magnetic particle nondestructive inspection; magnetic particle examination) - магнитный метод неразрушающего контроля, основанный на притяжении частиц магнитного порошка силами неоднородных магнитных полей, возникающих на поверхности намагниченных объектов контроля, с образованием индикаторных рисунков в виде скоплений частиц порошка, предназначенный для обнаружения дефектов в виде нарушений сплошности материалов и дефектов их физико-механической структуры.
Магнитомягкий материал (soft-magnetic material) - материал, обладающий высокой магнитной проницаемостью, малой коэрцитивной силой (менее 10 А/см), малыми потерями энергии на перемагничивание и способный намагничиваться и перемагничиваться в слабых магнитных полях.
Магнитожесткий материал (hard-magnetic material) - материал, обладающий малой магнитной проницаемостью, высокими значениями коэрцитивной силы (10 А/см и более), в котором процессы технического намагничивания и перемагничивания осуществляются только в сильных магнитных полях.
Мнимый (ложный) дефект (imaginary (sham) defect) - место скопления порошка, внешне идентичное индикаторному следу от дефекта при отсутствии дефекта.
Коэрцитивная сила (по индукции) (coercive force) - напряженность магнитного поля, обратного полю намагниченного объекта контроля, которым требуется воздействовать на объект для снижения его индукции до нуля. Обозначение коэрцитивной силы Нс, единица измерения А/м (А/m).
Короткая деталь (short detail) - деталь с отношением длины к эквивалентному диаметру менее трех.
Коэффициент чувствительности (factor of sensitivity) гамма - относительный интегральный показатель выявляющей способности магнитных суспензий и порошков, определяемый с помощью прибора типа ПКМС-2М как отношение минимальной напряженности магнитного поля рассеяния, принятого за 1, к минимальной напряженности поля рассеяния, при которой дефект выявляется исследуемой магнитной суспензией (порошком).
Остаточное магнитное поле (residual magnetic field) - магнитное поле, создаваемое в пространстве ферромагнитным материалом объекта контроля вследствие его намагниченности после снятия внешнего магнитного поля.
Остаточная намагниченность объекта контроля; остаточная магнитная индукция Вr (remanent magnetization; remanence; retentivity) - намагниченность (индукция), которую имеет объект контроля после снятия внешнего магнитного поля.
Область эффективной намагниченности (oblast effective magnetize) - область на поверхности детали, внутри которой тангенциальная составляющая напряженности магнитного поля достаточна для проведения магнитопорошкового контроля, а отношение Нн/Ht ≤ = 3.
Ферромагнитный материал; магнитный материал (ferromagnet; ferromagnetic; magnetic material) - твердый материал, способный намагничиваться под действием внешнего магнитного поля и частично сохранять приобретенную намагниченность после удаления внешнего поля.
Примечание - Ферромагнитные материалы характеризуются остаточной индукцией, магнитной восприимчивостью, магнитной проницаемостью, коэрцитивной силой и другими характеристиками. Эти материалы разделяются на два основных класса: магнитомягкие и магнитожесткие.
Эквивалентный диаметр (детали) (equiavalent diameter (detail)) - диаметр круга, площадь которого равна площади поперечного сечения детали.
Приложение № 2
(справочное)
Перечень нормативных технических и методических документов, ссылки на которые приведены в методических рекомендациях
1. ПБ 03-372-00 Правила аттестации и основные требования к лабораториям неразрушающего контроля.
2. ПБ 03-440-02 Правила аттестации персонала в области неразрушающего контроля.
3. Правила устройства электроустановок.
4. Правила технической эксплуатации электроустановок потребителей.
5. ПОТ РМ-016-2001. РД 153-34.0-03.150-00 Межотраслевыми правилами по охране труда (правилами безопасности) при эксплуатации электроустановок.
6. ГОСТ 9849-86 Порошок железный. Технические условия.
7. ГОСТ 18318-94 Порошки металлические. Определение размера частиц сухим просеиванием.
8. ГОСТ 21105-87 Контроль неразрушающий. Магнитопорошковый метод.
9. ГОСТ 15171-78 Присадка АКОР-1. Технические условия.
10. ГОСТ 12.2.003-91 ССБТ. Оборудование производственное. Общие требования безопасности.
11. ГОСТ 12.3.002-75 ССБТ. Процессы производственные. Общие требования безопасности.
12. ГОСТ 12.1.003-83 ССБТ. Шум. Общие требования безопасности.
13. ГОСТ 12.1.004-91 ССБТ. Пожарная безопасность. Общие требования.
14. ГОСТ Р 12.4.013-97 ССБТ. Очки защитные. Общие технические условия.
15. ГОСТ 9411-91 Стекло оптическое цветное. Технические условия.
16. ГОСТ 982-80 Масла трансформаторные. Технические условия.
17. СНиП 12-03-99 Безопасность труда в промышленности. Часть I. Общие требования.
18. СНиП 12-04-2002 Безопасность труда в промышленности. Часть II. Строительное производство.
19. ТУ 6-36-05800165-1009-93 Магнитный порошок. Очки защитные
Приложение № 3
(справочное)
Аппаратура, необходимая для проведения магнитопорошкового контроля
|
№ п/п |
Наименование аппаратуры |
Назначение, область применения аппаратуры |
|
1. |
Миллитесламетр Ф-1356 |
Измерение индукции переменного магнитного поля |
|
2. |
Измеритель магнитной индукции ИМИ-93 |
Измерение индукции постоянного магнитного поля |
|
3. |
Магнитометр дефектоскопический МФ-23И, МФ-23ИМ, ТП2-2У |
Измерение напряженности переменных, постоянных и импульсных магнитных полей с целью оценки и контроля заданных режимов намагничивания |
|
4. |
Прибор МФ-24ФМ |
Контроль размагниченности объектов после проведения магнитопорошкового контроля |
|
5. |
Прибор ПКМС-2М |
Количественная оценка чувствительности магнитных порошков и суспензий |
|
6. |
Прибор для проверки качества порошков и суспензий МФ-10СП |
Контроль качества магнитных порошков и суспензий, применяемых при магнитопорошковом контроле |
|
7. |
Люксметр Ю-116 |
Измерение освещенности контролируемой поверхности |
|
8. |
Ультрафиолетовый облучатель КД-З-ЗЛ |
Облучение контролируемой поверхности детали при использовании люминесцентных магнитных индикаторов |
|
9. |
Облучатель ультрафиолетовый малогабаритный УФО-3-500 |
Облучение контролируемой поверхности детали при использовании люминесцентных магнитных индикаторов |
|
10. |
Измеритель ультрафиолетовой облученности |
Измерение ультрафиолетовой облученности контролируемой поверхности |
|
11. |
Вискозиметры капиллярные стеклянные ВПЖ-2, ВПЖ-4, Пинкевича или ВЗ-1, ВЗ-4 или ВЗ-246 |
Определение кинематической или условной вязкости дисперсионной среды суспензий для магнитопорошкового контроля |
|
12. |
Набор луп 2, 4 и 7 – кратного увеличения |
Осмотр объектов контроля с целью поиска дефектов. Анализ характера осаждений магнитного порошка |
|
13. |
Бинокулярный стереоскопический микроскоп, например, типа МБС-2, МБС-10, МСП-1 |
Осмотр малогабаритных деталей с целью расшифровки результатов контроля |
|
14. |
Контрольные образцы для магнитопорошкового контроля |
Проверка работоспособности магнитопорошковых дефектоскопов и магнитных индикаторов |
Приложение № 4
(справочное)
Индикаторные материалы, применяемые при магнитопорошковом контроле
|
Наименование магнитного порошка |
Цвет порошка |
Цвет контролируемой поверхности |
Вид дисперсионной среды |
Коэффициент чувствительности, γ |
Концентрация в суспензии, рекомендуемая изготовителем, г/л |
|
Железный порошок ПЖВ5, класс крупности 160 |
Темно-серый |
Светлая |
Применяется только в сухом виде |
1,5 |
|
|
Железный порошок ПЖВ5, класс крупности 71 |
То же |
То же |
Трансформаторное масло, масляно-керосиновая смесь |
1,5 |
180 ± 20 |
|
Магнитный порошок (черный) для магнитопорошковой дефектоскопии (ТУ 6-36-0158-00165-1009-93) |
Черный |
- ² - |
Трансформаторное масло, масляно-керосиновая смесь, керосин, вода |
1,0 |
25 ± 5 |
|
"Диагма-1100" |
То же |
Любая, кроме черной |
Вода |
1,0 |
48 ± 6 |
|
"Диагма-2623" люминесцентный |
Серый, в УФ-лучах желто-зеленый |
Любая |
Масло, вода |
1,2-1,3 |
3 ± 2 |
|
"Диагма-1613" люминесцентный |
То же |
То же |
Вода |
0,4 |
18 ± -3 |
|
"МИНК - 030" (концентрат) |
Черный |
Любая, кроме черной |
То же |
1,0-1,1 |
30 |
|
"МИНК - 070М" |
Черный |
Любая, кроме черной |
Масло, масляно-керосиновая смесь, керосин |
1,1-1,2 |
25 |
|
"МИНК - 020АМ" (концентрат) |
То же |
То же |
То же |
1,0-1,1 |
20 |
|
"МИНК-045Л" (концентрат) люминесцентный |
Серый, в УФ-лучах желто-зеленый |
Любая |
Вода |
1,0 |
10-15 |
|
"МИНК-043Л" (с добавками) люминесцентный |
То же |
То же |
То же |
1,0 |
10-15 |
|
"МИНК-04ЗЛ" (без добавок) люминесцентный |
- ² - |
- ² - |
Масло, масляно-керосиновая смесь, керосин |
1,0 |
1,5-5 |
Приложение № 5
(рекомендуемое)
Составы магнитных суспензий и способы их приготовления. Магнитные пасты и концентраты
П.5.1. Суспензии на основе масла и керосина (дизельного топлива)
П.5.1.1. Состав суспензии на основе трансформаторного масла:
- порошок железный ПЖВ5-72, г: 180 ± 20;
- масло трансформаторное (ГОСТ 982), л: до 1,0.
Для приготовления суспензии необходимо растереть магнитный порошок в равном по объему количестве масла деревянной лопаточкой до получения однородной массы и, непрерывно помешивая, влить оставшуюся часть масла.
Для удаления крупных слипшихся частиц полученную суспензию размешивают и после отстоя в течение 2-3 с переливают в другую емкость. На дне первой емкости остаются крупные частицы, непригодные для контроля. Время с момента окончания перемешивания до конца перелива должно составлять не более 10 с.
При проведении контроля с применением масляной суспензии в условиях пониженных температур вязкость масла может повышаться сверх допустимой нормы.
П.5.1.2. Состав суспензии на основе смеси масла с керосином:
- черный магнитный порошок ТУ 6-36-05800165-1009-93, г: 25 ± 5;
- керосин, мл: 500 ± 50;
- масло трансформаторное, мл: 500 ± 50;
- присадка АКОР-1: 0,5-1,5% от массы порошка.
Применение керосиновой суспензии должно быть согласовано с противопожарной службой.
Для стабилизации суспензии на основе керосина рекомендуется добавить присадку АКОР-1 из расчета 1 ± 0,5 г на 1 литр. В некоторых случаях концентрацию черного порошка необходимо понижать. Способ приготовления суспензии по п. 5.1.2 аналогичен, указанному для состава по п. 5.1.1.
П.5.2. Магнитные пасты и концентраты
П.5.2.1. Пасты включают все необходимые компоненты и разводятся в воде или в другой дисперсионной среде. Сначала размешивают требуемое количество пасты в небольшом объеме жидкости до получения однородной массы, после чего, непрерывно помешивая, добавляют оставшуюся часть дисперсионной среды до требуемой концентрации.
П.5.2.2. Применение паст и концентратов магнитных суспензий предпочтительнее, так как при этом отпадает необходимость отвлечения дефектоскопистов на получение, взвешивание и смешивание необходимых компонентов суспензии и существенно понижается вероятность ошибки в составе суспензии.
Приложение № 6
(рекомендуемое)
Концентрация черного магнитного порошка в суспензии и состав дисперсионной среды при контроле некоторых деталей
|
Контролируемая деталь (зона, участок детали) или условия контроля |
Дисперсионная среда суспензии |
Концентрация порошка в суспензии, г/л |
|
Силовые элементы конструкций технических устройств и сооружений (траверсы, балки и др.), детали двигателей (шестерни, валы и т.п.) при контроле на остаточной намагниченности |
Вода, масло, керосин, смесь масла и керосина |
20-25 |
|
Места резких переходов от одного сечения к другому (например, места перехода головки болта к цилиндрической части, галтельные переходы радиусом R £ 3... 5 мм в других деталях) при контроле на остаточной намагниченности |
Вода, керосин |
10-15 |
|
Элементы, детали, контролируемые в конструкции без демонтажа на остаточной намагниченности |
Смесь 50% керосина и 50% масла |
20-25 |
|
Мелкая резьба (менее М12) в случае затруднения при расшифровке результатов при контроле суспензией нормальной концентрации 20н-25 г/л |
Керосин, вода |
5-7 |
|
Различные объекты, проверяемые в приложенном поле электромагнита при Н £ 120 А/см |
Масло или смесь 50% керосина и 50% масла |
5-6 |
|
Различные объекты, проверяемые в приложенном поле электромагнита при Н > 120 А/см |
Масло МС-8П или трансформаторное |
3-5 |
Приложение № 7
(рекомендуемое)
Технология изготовления контрольных образцов (вариант)
1. Контрольный образец изготавливают из высокохромистых сталей с содержанием хрома 10-15 % длиной 110 ±10 м, шириной 20 ±1 м и толщиной 4-5 м.
2. После предварительной механической обработки заготовку образца шлифуют на глубину 0,2-0,3 м с шероховатостью поверхности Ra не более 1,6 км и азотируют.
3. Азотирование образца проводят в атмосфере аммиака в три этапа:
- азотирование при температуре 540 ± 15°С с выдержкой при этой температуре 20 ± 1 ч при степени диссоциации раствора 30 ± 3 %;
- азотирование при температуре 580 ± 15°С с выдержкой при этой температуре 20 ± 1 ч при степени диссоциации раствора 60 ± 3 %;
- охлаждение образца в печи в атмосфере аммиака до 200°С с последующей выдержкой на воздухе.
4. После азотирования рабочие (широкие) поверхности образцов шлифуют на глубину не более 0,05 м (с обильным охлаждением).
5. Толщину азотированного слоя измеряют с помощью микроскопа на приготовленном микрошлифе.
6. Для получения искусственных трещин образец устанавливают на две опоры стола винтового пресса и через призму плавно изгибают до появления характерного хруста, свидетельствующего о разрушении азотированного слоя. За глубину образовавшихся трещин принимают толщину азотированного слоя. Ширину (раскрытие) образовавшихся трещин измеряют на микроскопе.
7. Полученные образцы маркируют, подвергают контролю методом магнитопорошковой дефектоскопии и фотографируют либо готовят дефектограмму другим способом.
8. Аттестацию контрольных образцов проводит метрологическая служба или лаборатория неразрушающего контроля.
9. Образцы после контроля размагничивают, очищают от следов магнитного индикатора, сушат и хранят в отдельной коробке в сухом помещении.
Приложение № 8
(рекомендуемое)
Форма паспорта на контрольный образец
|
|
||
|
Паспорт |
||
|
Образец предназначен для оценки работоспособности магнитопорошкового дефектоскопа, магнитного порошка или магнитной суспензии. |
||
|
|
||
|
Изготовитель образца__________________________________________________________ |
||
|
Образец изготовлен из стали ____________________________________________________ |
||
|
Дата изготовления образца______________________________________________________ |
||
|
Способ и режим намагничивания образца__________________________________________ |
||
|
____________________________________________________________________________ |
||
|
Магнитный индикатор__________________________________________________________ |
||
|
____________________________________________________________________________ |
||
|
На образце имеется ____ поверхностных линейных дефектов - трещин. |
||
|
|
||
|
Номер выявленного дефекта |
Место расположения дефекта |
Длина выявляемой части дефекта, м |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
Образец проверен. |
||
|
Подлежит проверке на работоспособность через 5 лет. |
||
|
|
||
|
К образцу прилагается дефектограмма (фотография) поверхности образца с индикаторным рисунком выявленных дефектов. |
||
|
|
||
|
Руководитель службы метрологии________________________________________________ |
||
|
Руководитель лаборатории неразрушающего контроля________________________________ |
||
|
Дата оформления паспорта______________________________________________________ |
||
Приложение № 9
(рекомендуемое)
Технология изготовления дефектограмм
1. Дефектограмма представляет собой зафиксированный отпечаток индикаторного рисунка дефектов, выявленных магнитопорошковым методом на образце или объекте (далее - "образец"). Ниже изложен способ изготовления дефектограмм с использованием нитрокраски и липкой прозрачной ленты.
2. Дефектограмму изготавливают в следующей последовательности:
- образец промывают чистым керосином, нефрасом или другим растворителем;
- намагничивают образец;
- наносят на образец тонкий слой трансформаторного масла или масла МС-8П и протирают сухой чистой ветошью;
- наносят на поверхность образца краскораспылителем небольшой слой (толщиной 5-10 мкм) белой или желтой нитрокраски, либо краски-проявителя для цветной или люминесцентной дефектоскопии (через такой слой краски слегка видна поверхность образца);
- подсушивают слой краски в течение 10-15 мин;
- на образец наносят магнитную суспензию.
При использовании суспензии на водной основе образец высушивают выдержкой на воздухе. Следы керосино-масляной суспензии удаляют погружением образца в бензин.
3. Для закрепления валиков магнитного порошка, осевшего над дефектами, на поверхность образца кратковременно, в течение (1-3) с, наносят из краскораспылителя тонкий слой нитрокраски. Подсушивают слой краски в течение 5-10 мин.
4. На образец накладывают прозрачную липкую ленту.
5. Снимают с образца липкую ленту, на которой должен остаться слой краски и индикаторный рисунок (дефектограмма).
6. Накладывают дефектограмму на лист белой писчей бумаги или бумаги для черчения, на которой указывают тип, номер образца и дату изготовления дефектограммы.
7. Для удобства применения дефектограмму помещают между двумя скрепленными тонкими пластинами из органического стекла.
Приложение № 10
(рекомендуемое)
Основные магнитные характеристики некоторых конструкционных сталей
|
Сталь |
Термическая обработка |
Коэрцитивная сила, Нс |
Остаточная индукция, Вг |
Напряженность насыщения, Hs |
|
А/м |
Тл |
А/м |
||
|
5 |
В состоянии поставки |
640 |
1,10 |
3600 |
|
10 |
В состоянии поставки |
480 |
0,86 |
3200 |
|
20 |
В состоянии поставки |
320 |
1,17 |
5600 |
|
45 |
В состоянии поставки |
640 |
1,12 |
7200 |
|
45 |
Закалка с 820 ± 10°С в масле, отпуск при 160°С |
2160 |
1,18 |
15 200 |
|
9X18 |
Закалка с 1030°С, отпуск при 180°С |
6400 |
0,61 |
17 600 |
|
12ХНЗА |
Закалка с 800-830°С, отпуск при 160-200°С |
1030 |
0,80 |
20 000 |
|
18ХНВА |
Закалка с 860°С на воздухе, отпуск при 160°С, охлаждение на воздухе |
2080 |
0,83 |
16 000 |
|
18ХНВА |
Закалка с 860°С, отпуск при 650°С |
800 |
1,11 |
20 000 |
|
25ХГСА |
Закалка с 890°С в масле, отпуск при 225°С, охлаждение в воде |
2720 |
1,12 |
13 600 |
|
25ХГСА |
Закалка с 8 90°С в масле, отпуск при 630°С, охлаждение вводе |
950 |
1,40 |
7000 |
|
З0ХГСА |
Закалка с 900°С в масле, отпуск при 500°С 1 ч |
1200 |
1,33 |
6400 |
|
З0ХГСНА |
Закалка с 900°С в масле до HRC46 |
2200 |
0,83 |
11600 |
Приложение № 11
(рекомендуемое)
Примеры контроля деталей и элементов конструкций технических устройств и сооружений
П.11.1. Общие положения по контролю сварных соединений
П.11.1.1. Сварные соединения контролируют магнитопорошковым методом с применением: электроконтактов; электромагнитов; устройств на постоянных магнитах, соленоидов, гибких кабелей. Для намагничивания проверяемых объектов используют магнитные поля переменного, постоянного, импульсного и выпрямленных токов. В зависимости от магнитных свойств материала проверяемого объекта контроль сварных соединений проводят способом приложенного поля (СПП) или способом остаточной намагниченности (СОН).
П.11.1.2. При контроле намагничивается лишь ограниченный участок объекта, который называют контролируемым участком (КУ). Размеры этого участка зависят от типа намагничивающего устройства, силы тока (напряженности поля). Режим намагничивания определяют по контрольным образцам, представляющим собой объект контроля или его часть с естественными или искусственными дефектами, по экспериментальным формулам и графикам или по формулам электротехники.
П.11.2. Контроль сварных соединений с применением электроконтактов
П.11.2.1. Контролируемый участок, режимы намагничивания.
На рис. П.11.1 показано расположение электроконтактов 1а-1б и контролируемого участка КУ (обведен штриховой линией). Длина В КУ зависит от расстояния L между точками установки электроконтактов. Прилегающие к электроконтактам зоны а, ширина которых примерно равна 20 мм, являются зонами невыявляемости дефектов. Длина В = L - 2а. Ширина С контролируемого участка может быть определена по следующим рекомендациям:
C = 0,5L для постоянного, импульсного и выпрямленных токов;
С = 0,7L для переменного тока.
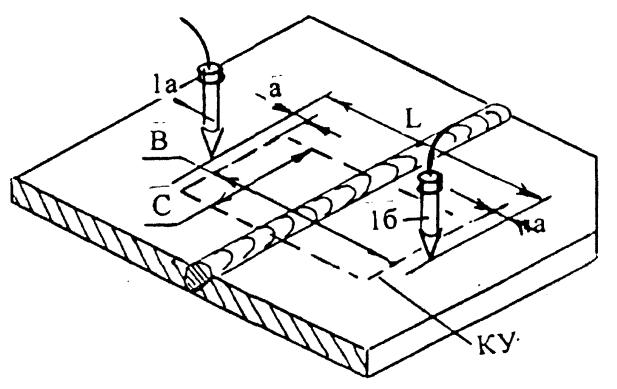
Рис. П. 11.1 . Схема расположения контролируемого участка длиной В, шириной С при контроле сварного шва с применением электроконтактов:
а - зоны невыявляемости дефектов (а » 20 мм); 1а, 1б - электроконтакты; L - расстояние между точками установки электроконтактов; КУ - контролируемый участок (обведен штриховой линией)
Оптимальное расстояние между электроконтактами 50-200 мм. Наибольший ток, пропускаемый с помощью электроконтактов, 2000 А. Силу тока I , A пропускаемого по объекту с помощью электроконтактов, в первом приближении можно определить по формуле
I = (3...5) L ,
где L - расстояние между точками установки электроконтактов, мм.
С учетом толщины свариваемых деталей ток можно определять по формулам
при толщине детали до 18 мм I = (3...4) L,
при толщине детали более 18 мм I = (4...5) L.
П. 11.2.2. Контроль протяженного сварного шва с применением электроконтактов.
На рис. П.11.2 показана схема последовательной установки электроконтактов 1а-1б, 2а-2б, 3а-3б при контроле СПП протяженного сварного шва с использованием постоянного или выпрямленного тока с целью выявления поперечных дефектов (показаны стрелками). Для обеспечения перекрытия КУ (1, 2, 3, 4) расстояние между электроконтактами 2а и 1б, 3а и 2б, ..., должно быть не менее 20 мм. Силу тока определяют в соответствии рекомендациями п. П.11.2.1.
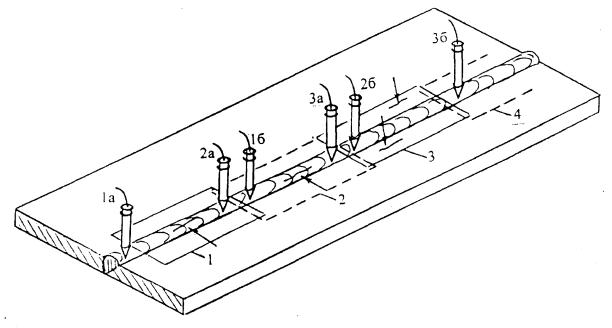
Рис. П.11.2. Схема перестановки электроконтактов при контроле СПП по участкам протяженного сварного шва для обнаружения продольных трещин (показаны стрелками). 1а - 1б, … 3а - 3б - положение электроконтактов на участках контроля; 1-4 - контролируемые участки
При контроле СПП, а также при контроле СОН с использованием переменного тока чередование электроконтактов на контролируемых участках на результаты контроля влияния не оказывает.
П.11.2.3. Контроль сварного шва импульсным током с применением электроконтактов.
Для выявления продольных дефектов при намагничивании импульсным током сварные швы проверяют двумя способами: СПП или СОН. При контроле способом приложенного поля по участку сварного шва пропускают импульсный ток с одновременным нанесением магнитной суспензии. Осмотр шва с целью обнаружения дефектов проводят после выключения тока.
При контроле способом остаточной намагниченности сначала намагничивают по участкам весь сварной шов ( рис. П.11.3), а затем наносят на него суспензию и осматривают. Расстояние между электроконтактами должно быть в пределах 50...200 мм. Силу тока определяют по графику зависимости силы тока от расстояния между электроконтактами ( рис. П.11.4). Перестановку электроконтактов осуществляют, чередуя их между собой. Участки радиусом 3-5 мм вокруг точек установки электроконтактов намагничиваются неэффективно и дефекты на них не выявляются. Поэтому при намагничивании электроконтакты устанавливают рядом со сварным швом, т.е. вне зоны контроля, или эти участки проверяют отдельно.
Для выявления поперечных дефектов электроконтакты устанавливают по обе стороны от сварного шва (см. рис. П.11.9). Сначала намагничивают первый участок, наносят суспензию и осматривают. Аналогично проверяют все другие участки на детали.
Рис. П.11.3 . Схема намагничивания по участкам сварного шва большой протяженности для выявления продольных трещин (указаны стрелками) импульсным полем. 1, 2, 3 – намагничиваемые участки; Э1, Э2 – места установки электроконтактов
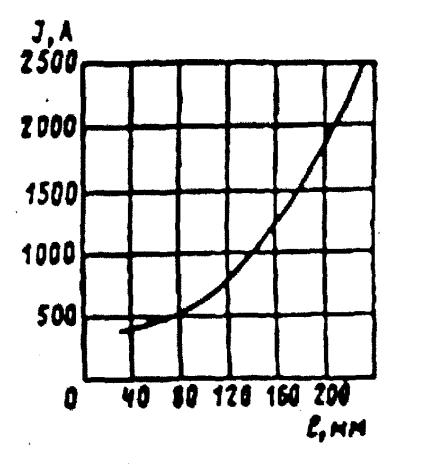
Рис. П.11.4 . График зависимости импульсного тока от расстояния между электроконтактами
П.11.2.4. Контроль углового сварного шва в тавровом соединении для обнаружения продольных трещин
Схема расположения электроконтактов на сварном шве в тавровом соединении для выявления продольных дефектов показана на рис. П.11.5.
Контроль сварного шва в этом случае проводят по участкам, устанавливая электроконтакты непосредственно на сварном шве, и переставляют их так, чтобы выполнялось условие перекрытия соседних КУ (см. рис. П.11.2). Силу тока определяют в соответствии с рекомендациями П.11.2.1.
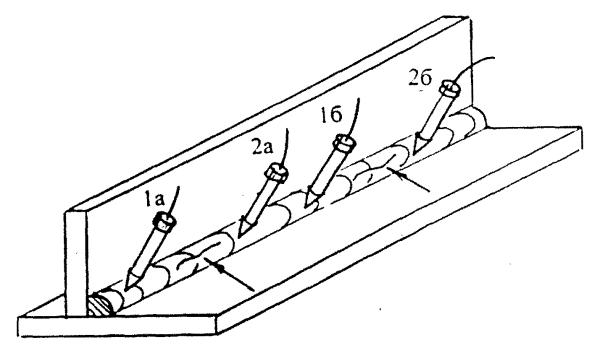
Рис. П.11.5 . Схема последовательной установки электроконтактов при контроле по участкам углового сварного шва в тавровом соединении для обнаружения продольных трещин (указаны стрелками): 1а - 1б, 2а - 2б - положение электроконтактов при контроле первого и второго участков
П.11.2.5. Контроль наружного сварного шва углового соединения для выявления поперечных дефектов.
На рис. П.11.6 показана схема установки электроконтактов при контроле наружного сварного шва. Электроконтакты устанавливают на сваренных листах примерно на одинаковом расстоянии от сварного шва. Силу тока устанавливают по рекомендациям П.11.2.1. Такая установка электроконтактов обеспечивает выявление поперечных дефектов на сварном шве и в околошовных зонах. Контроль проводят способом приложенного поля.
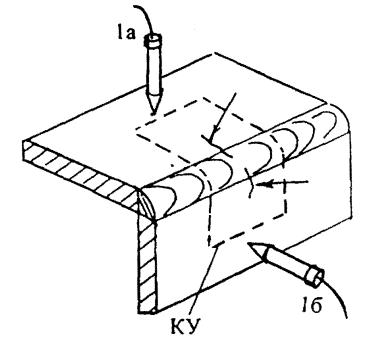
Рис. П.11.6 . Схема установки электроконтактов при контроле наружного сварного шва углового соединения для выявления поперечных дефектов (показаны стрелками): 1а, 1б - электроконтакты; КУ - контролируемый участок
П.11.2.6. Контроль протяженного наружного сварного шва углового соединения для выявления продольных дефектов.
Схема установки электроконтактов при контроле протяженного сварного шва углового соединения показана на рис. П.11.7. Электроконтакты устанавливают непосредственно на сварном шве. Силу тока и расстояние между электроконтактами определяют по рекомендациям П.11.2.1. Такая установка электроконтактов обеспечивает выявление продольных трещин на сварном шве и в околошовной зоне.
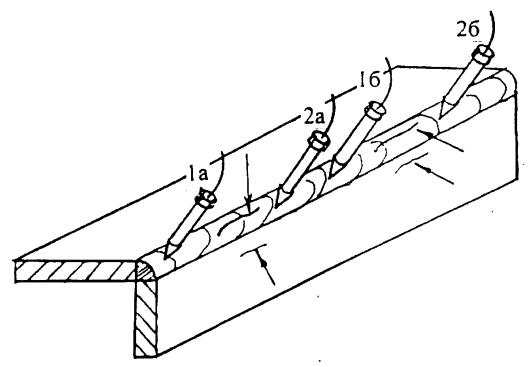
Рис. П.11.7 . Схема установки электроконтактов при контроле по участкам наружного протяженного сварного шва углового соединения для обнаружения продольных трещин (показаны стрелками): 1а - 1б, 2а - 2б - положение электроконтактов при последовательной их установке на участках сварного шва.
П.11.2.7. Контроль сварного шва нахлесточного соединения для выявления продольных дефектов.
На рис. П.11.8 показана схема перестановки электроконтактов для выявления продольных дефектов на сварном шве и околошовных зонах. Контроль ведется по трем участкам. Сначала устанавливают электроконтакты в положение 1а-1б для контроля первого участка - левой околошовной зоны. После окончания нанесения суспензии и осмотра устанавливают электроконтакты на сварной шов в положение 2а-2б, проводят его контроль. Затем электроконтакты устанавливают на вторую околошовную зону в положение 3а-3б и проводят ее контроль. Силу тока и расстояние между электроконтактами определяют по рекомендациям П.11.2.1.
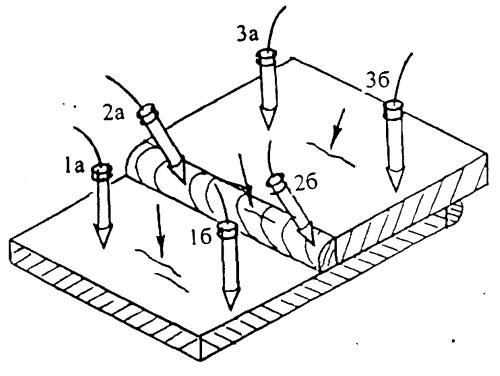
Рис. П.11.8 . Схема расположения электроконтактов для обнаружения продольных трещин (показаны стрелками) на сварном шве и в околошовных зонах нахлесточного сварного соединения: 1а - 1б, 2а - 2б, 3а - 3б - положение электроконтактов на участках контроля
П.11.2.8. Контроль протяженного сварного шва для обнаружения поперечных дефектов.
Контроль сварного шва для выявления поперечных дефектов проводят по участкам ( рис. П.11.9). Для этого сварной шов размечают на участки. Сначала электроконтакты устанавливают в положение 1а-1б и проверяют первый контролируемый участок (КУ) длиной В, шириной С. Затем электроконтакты устанавливают в положение 2а-2б, пропускают ток, наносят магнитную суспензию и осматривают. Далее проверяют все другие участки. Силу тока, размеры КУ определяют по рекомендациям П.11.2.1. Расстояние между точками установки электроконтактов 1а-2а-3а на соседних участках устанавливают равным примерно (С - 10) мм, что обеспечивает перекрытие П соседних КУ.
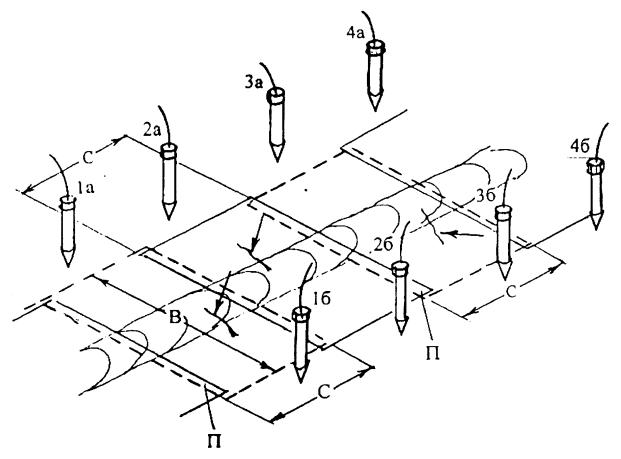
Рис. П.11.9 . Схема последовательного положения электроконтактов при контроле протяженного сварного шва для обнаружения поперечных трещин на сварном шве и в околошовных зонах (показаны стрелками): 1а - 1б, 2а - 2б, 3а - 3б, 4а - 4б - положение электроконтактов на участках контроля; С, В - ширина и длина контролируемого участка; П - зона перекрытия соседних контролируемых участков
П.11.2.9. Контроль нахлесточного сварного соединения для выявления поперечных трещин в сварном шве и околошовных зонах.
Контроль нахлесточного сварного соединения проводится по контролируемым участкам. Сварной шов и околошовные зоны размечаются по участкам. На рис. П.11.10 показано положение электроконтактов на трех участках. Сначала проверяют первый КУ. Для этого электроконтакты устанавливают в положение 1а-1б, пропускают ток, наносят суспензию и осматривают первый КУ. Проводят контроль второго КУ, установив электроконтакты в положение 2а-2б. Пропускают ток, наносят суспензию и осматривают.
Затем проверяют все другие КУ. Силу тока, размеры КУ, зоны перекрытия соседних участков определяют по рекомендациям П.11.2.1.
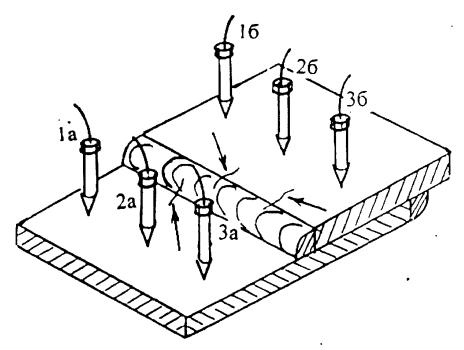
Рис. П.11.10 . Схема расположения электроконтактов при обнаружении поперечных трещин (показаны стрелками) на сварном шве и в околошовных зонах нахлесточного сварного соединения 1а - 1б, 2а - 2б, 3а - 3б - положение электроконтактов при контроле трех участков контроля
П.11.2.10. Контроль углового сварного шва в тавровом соединении для выявления поперечных трещин.
Схема положения электроконтактов при контроле углового шва показана на рис. П.11.11. Продольные оси электроконтактов должны быть примерно перпендикулярны проверяемым поверхностям. Расстояние между электроконтактами, силу тока, размеры КУ определяют по рекомендациям П.11.2.1.
П.11.2.11. Контроль протяженных сварных швов методом перекрестной установки электроконтактов для выявления различно ориентированных дефектов.
Для выявления различно ориентированных дефектов сварной шов проверяют дважды:
а) пропусканием тока вдоль сварного шва для выявления продольных дефектов;
б) пропусканием тока в направлении, перпендикулярном сварному шву - для выявления поперечных дефектов.
Для выявления различно ориентированных дефектов применяют также третий способ, при котором каждый контролируемый участок проверяют дважды, намагничивая его в двух направлениях. Только после контроля предыдущего участка приступают к проверке последующего участка. Схема установки электроконтактов, расположение КУ, их размеры при таком способе показаны на рис. П.11.12. Первый участок проверяют в таком порядке: устанавливают электроконтакты в положение 1а-1б, намагничивают, наносят суспензию, КУ осматривают. Затем электроконтакты устанавливают в положение 2а-2б, намагничивают, наносят суспензию и снова осматривают с целью обнаружения дефектов. Аналогично проверяют все другие участки. При выборе режимов намагничивания руководствуются рекомендациями П.11.2.1.
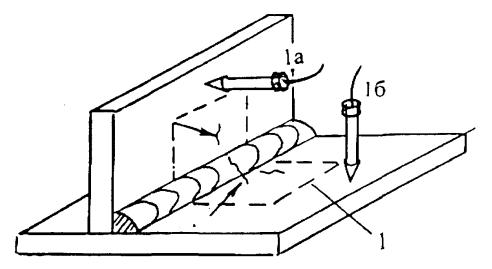
Рис. П.11.11 . Схема установки электроконтактов 1а и 1б при контроле углового сварного шва в тавровом соединении для выявления поперечных трещин (указаны стрелками): 1 - участок контроля

Рис. П.11.12 . Схема последовательной перекрестной установки электроконтактов на протяженном сварном шве для выявления разно ориентированных трещин (указаны стрелками) на сварном шве и околошовных зонах: а) схема расположения электроконтактов и участков контроля; б) схема последовательной перекрестной перестановки электроконтактов на сварном шве: 1а - 1б,…6а - 6б - места установки электроконтактов, С, В - ширина и длина контролируемого участка
П.11.3. Контроль сварных швов с применением электромагнитов
П.11.3.1. Контролируемый участок при проверке сварного шва с применением электромагнита.
Схема положения электромагнита при контроле сварного шва показана на рис. П.11.13. Полюсные наконечники электромагнита устанавливают примерно симметрично относительно сварного шва. Зоны а, прилегающие к полюсным наконечникам шириной 20 мм, являются зонами невыявляемости дефектов. Длина контролируемого участка В определяется расстоянием между полюсными наконечниками и размером зон невыявляемости, т.е. B = L - 2a.
Ширина контролируемого участка С = 0,5L для электромагнитов постоянного тока; С = 0,7L для электромагнитов переменного тока.
При установке электромагнита на проверяемый участок требуется обеспечить хорошее прилегание полюсных наконечников к проверяемому участку, т.е. обеспечить хороший магнитный контакт.
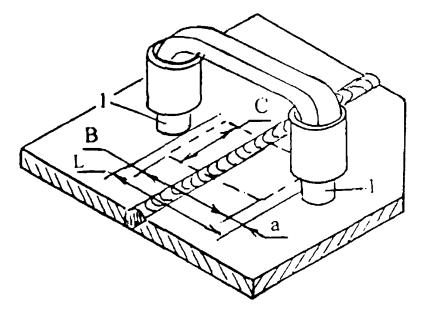
Рис. П.11.13 . Расположение контролируемого участка при контроле сварного шва с применением электромагнита: 1 - полюсные наконечники; В, С - длина и ширина контролируемого участка; а - зона невыявляемости дефектов; L - расстояние между полюсными наконечниками
П.11.3.2. Контроль сварных швов нахлестночного соединения с применением электромагнита для выявления продольных и поперечных дефектов.
Для выявления продольных дефектов на сварном шве и околошовных зонах сварной шов контролируют по участкам ( рис. П.11.14а). Полюсные наконечники электромагнита устанавливают по обе стороны сварного шва. Для контроля первого КУ наконечники устанавливают в положение 1а-1б, включают ток в электромагните, наносят магнитную суспензию и осматривают КУ, не выключая ток в электромагните, т.е. контроль ведут СПП. Аналогично проверяют другие контролируемые участки, устанавливая электромагнит полюсными наконечниками в положение 2а-2б, 3а-3б.
Для обнаружения поперечных трещин полюсы электромагнита могут устанавливаться рядом со сварным швом по его разные стороны ( рис. П.11.14б). Это особенно выгодно, если трудно обеспечить хороший магнитный контакт полюсного наконечника со сварным швом.
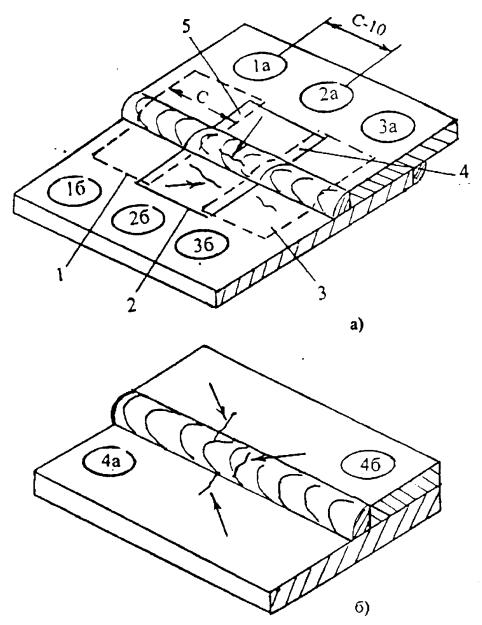
Рис. П.11.14 . Расположение полюсов электромагнита для обнаружения трещин на сварном шве и в околошовных зонах нахлесточного сварного соединения: а) для выявления продольных трещин; б) для выявления поперечных трещин. 1а - 1б, 2а - 2б, 3а - 3б, 4а - 4б - места установки полюсных наконечников электромагнита; 1, 2, 3 - контролируемые участки; 4, 5 - зоны перекрытия; С- ширина контролируемого участка
П.11.3.3. Контроль углового сварного шва в тавровом соединении для обнаружения продольных трещин.
Для обнаружения продольных трещин в сварном шве и около шовных зонах углового таврового соединения с помощью электромагнита контроль ведут способом приложенного поля по участкам ( рис. П.11.15). Для проверки первого участка электромагнит устанавливают полюсными наконечниками в положение 1а-1б, включают ток в электромагните, наносят магнитную суспензию и осматривают КУ. Аналогично проверяют другие участки сварного соединения. Расстояние между полюсными наконечниками должно обеспечить перекрытие соседних КУ. Это расстояние должно быть менее ширины КУ примерно на 10 мм.
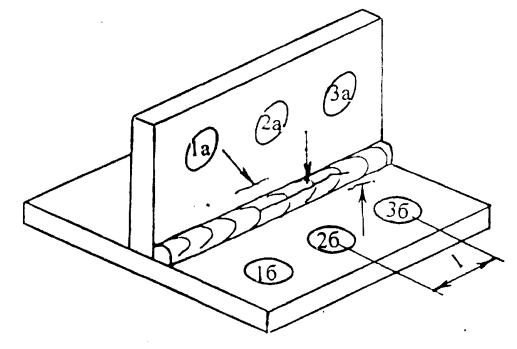
Рис. П.11.15 . Схема последовательного расположения полюсных наконечников электромагнита при контроле углового сварного шва в тавровом соединении для обнаружения продольных трещин (указаны стрелками). Места установки наконечников: 1а - 1б - первого контролируемого участка (КУ), 2а - 2б - второго КУ; 3а - 3б - третьего КУ. 1 - расстояние между полюсными наконечниками электромагнита
П.11.3.4. Контроль углового сварного шва в тавровом соединении с помощью электромагнита для обнаружения поперечных трещин на сварном шве и в околошовных зонах.
Для выявления поперечных трещин полюсы электромагнита целесообразно устанавливать непосредственно на сварной шов. Однако часто это сделать невозможно, поэтому полюсные наконечники можно устанавливать рядом со сварным швом ( рис. П.11.16). Контроль ведут по участкам. Сначала контролируют первый КУ, установив полюсные наконечники в положение 1а-1б. Контроль ведут способом приложенного поля. Затем проверяют другие участки сварного шва.
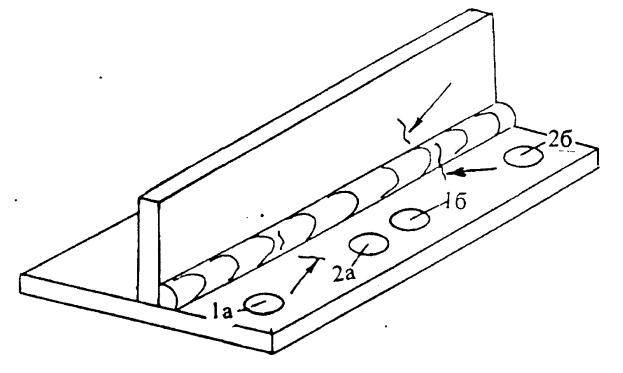
Рис. П.11.16 . Схема расположения полюсных наконечников электромагнита в околошовной зоне при обнаружении поперечных трещин (указаны стрелками) в сварном шве таврового сварного соединения: 1а - 1б, 2а - 2б - места установки полюсных наконечников электромагнита
П.11.3.5. Контроль протяженного сварного шва с применением электромагнита для обнаружения поперечных трещин.
Контроль протяженного сварного шва с применением электромагнита для обнаружения поперечных трещин проводят способом приложенного магнитного поля по участкам ( рис. П.11.17). Для обеспечения перекрытия соседних участков расстояние между местами установки полюсов 2а-1б должно быть не менее 20 мм.
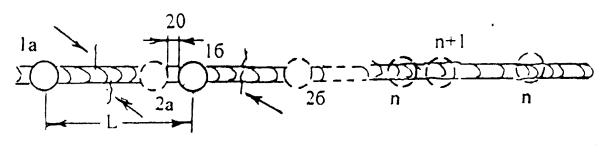
Рис. П.11.17 . Схема перестановки полюсных наконечников электромагнита при контроле протяженного сварного шва для обнаружения поперечных трещин (показаны стрелками): 1а - 1б, 2а - 2б, …n - n, n + 1 - места установки полюсных наконечников электромагнита; L - расстояние между местами установки полюсных наконечников
П.11.3.6. Контроль наружного сварного шва углового соединения с применением электромагнита для выявления продольных и поперечных трещин.
Контроль наружного сварного шва углового соединения для выявления продольных трещин проводят по участкам в приложенном магнитном поле ( рис. П.11.18а). Полюсы электромагнита устанавливают на первый участок в положение 1а-1б и проверяют его. Затем проверяют все другие КУ.
Для обнаружения поперечных трещин полюсы электромагнита устанавливают непосредственно на сварной шов ( рис. П.11.18б). Однако если не удается обеспечить достаточно хороший магнитный контакт полюсного наконечника со сварным швом, то полюсы электромагнита следует устанавливать рядом со сварным швом.
П.11.3.7. Контроль протяженного сварного шва с применением электромагнита для обнаружения различно ориентированных трещин.
Контроль проводят по участкам, каждый из которых проверяют дважды ( рис. П.11.19): сначала устанавливают полюсные наконечники в положение 1а-1б, намагничивают, наносят магнитную суспензию и осматривают КУ. Затем электромагнит устанавливают в положение 2а-2б и проводят полный цикл магнитного контроля. При этом обнаруживаются разно ориентированные трещины. Далее, проводят контроль при установке электромагнита в положения полюсных наконечников 3а-3б, 4а-4б, n-n, (n+1) - (n+1). Расположение полюсных наконечников и контролируемых участков показано на рис. П.11.19б. Ширина контролируемого участка С зависит от расстояния L между полюсными наконечниками: С = 0,5L для электромагнитов постоянного тока; С = 0,7 L для электромагнитов переменного тока. Зона невыявляемости дефектов примерно равна 20 мм. Расстояние между полюсными наконечниками соседних участков А = (С - 10), мм.
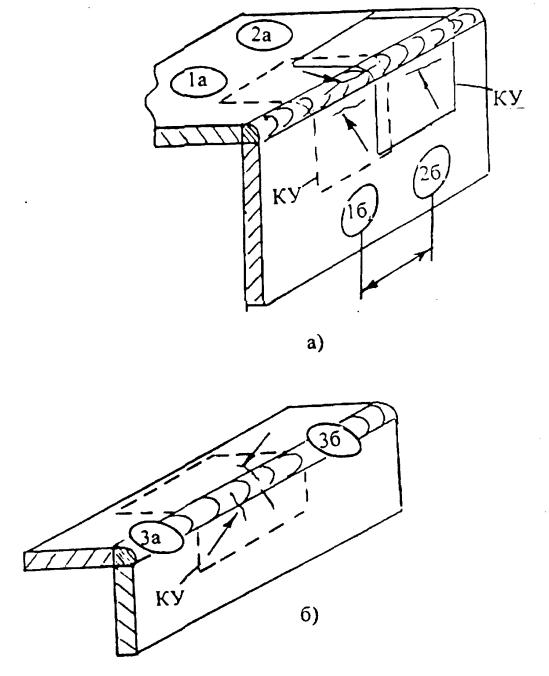
Рис. П.11.18 . Схема контроля наружного сварного шва углового соединения с помощью электромагнита: а) для выявления продольных трещин; б) для выявления поперечных трещин (показаны стрелками): 1а - 1б, 2а - 2б, 3а - 3б - места установки полюсных наконечников электромагнита при контроле участков (КУ)
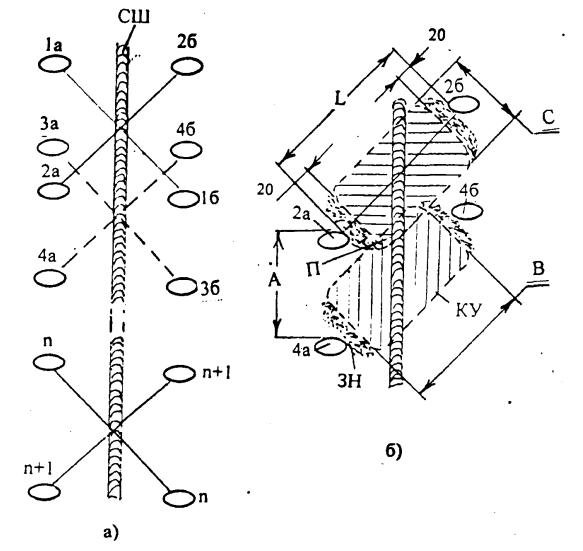
Рис. П.11.19 . Схемы последовательной установки полюсных наконечников электромагнита на объекте при контроле сварного шва по участкам: а) расположения полюсных наконечников; б) расположение участков контроля КУ: L - расстояние между полюсными наконечниками; А - расстояние между местами установки полюсных наконечников; ЗН - зоны невыявляемости дефектов; КУ - контролируемые участки (заштрихованы); П - зоны перекрытия КУ; СШ - сварной шов; С, В - ширина и длина контролируемого участка
П.11.4. Схемы и режимы намагничивания деталей и элементов конструкций технических устройств и сооружений при магнитопорошковом контроле
П.11.4.1. Контроль шкивов с применением электромагнита для выявления трещин во впадинах для приводного ремня.
Для выявления трещин на шкивах контролируемый участок размещают между полюсами электромагнита ( рис. П.11.20). Контроль проводят способом приложенного поля.
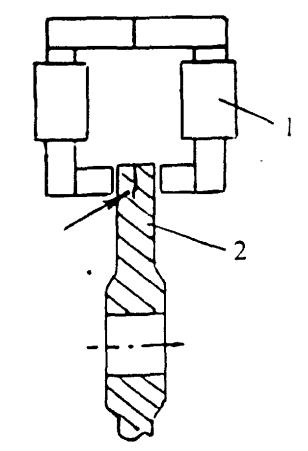
Рис. П.11.20 . Схема контроля шкива с применением электромагнита: 1 - электромагнит; 2 - шкив. Возможная трещина указана стрелкой
П.11.4.2. Контроль кольцевого стыкового сварного шва с применением соленоида (обмотки кабеля).
Кабель наматывают по обе стороны от сварного шва ( рис. П.11.21). Рекомендуется обеспечивать примерно 10000-12000 ампер-витков. Зоны 4 и 5, примыкающие к виткам соленоида, являются зонами невыявляемости дефектов. При таком способе намагничивания выявляются продольные трещины в сварном шве.
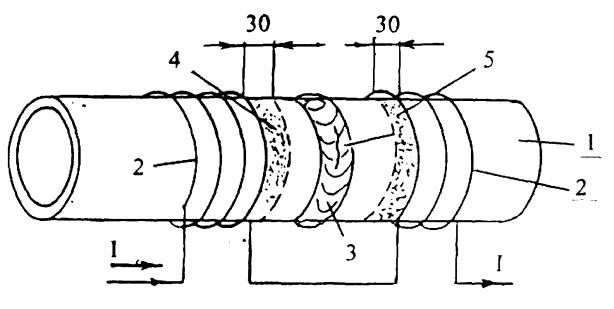
Рис. П.11.21 . Контроль стыкового сварного шва 3 на трубе 1 с применением обмотки кабеля 2: 4, 5 зоны невыявляемости трещин; I - намагничивающий ток в обмотке соленоида
П.11.4.3. Магнитопорошковый контроль пружин.
Магнитные свойства материала пружин позволяют вести контроль способом остаточной намагниченности. Для выявления поперечных трещин пружину намагничивают на медном стержне, пропуская по нему ток силой из расчета 35-45 А на миллиметр диаметра пружины ( рис. П.11.22а). Для выявления продольных трещин ток следует пропустить непосредственно по виткам пружины ( рис. П.11.22б). Силу тока определяют также из расчета 35-45 А на миллиметр диаметра прутка пружины.
П.11.4.4. Магнитопорошковый контроль валов.
Для выявления продольных трещин на цилиндрической поверхности вала применяют способ циркулярного намагничивания, пропуская ток непосредственно по валу ( рис. П.11.23). Силу тока для контроля в приложенном поле рассчитывают по формуле I = 3 НD. Здесь Н - заданная напряженность магнитного поля, А/см; D -диаметр вала, см.
Для контроля на остаточной намагниченности ток может быть определен по формуле из расчета 35-50 А на миллиметр диаметра вала.
Для выявления поперечных трещин следует применять продольное намагничивание с использованием жестких соленоидов или соленоидов, образованных гибким кабелем ( рис. П.11.24). Число витков определяют непосредственным измерением напряженности поля.
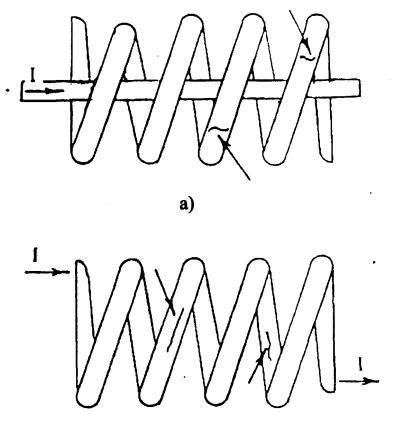
Рис. П.11.22 . Схема намагничивания пружин: а) на центральном проводнике для выявления поперечных трещин; б) пропусканием тока по пружине для выявления продольных трещин. Трещины указаны стрелками. I - ток намагничивания.
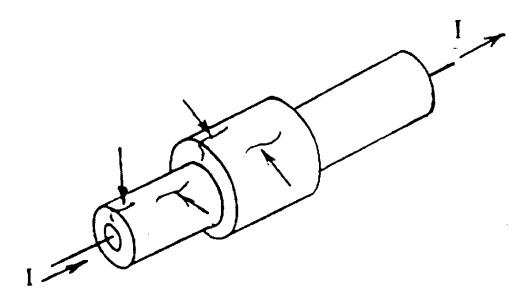
Рис. П.11.23 . Схема циркулярного намагничивания вала пропусканием тока с целью выявления продольных и радиальных трещин (указаны стрелками). I - намагничивающий ток.
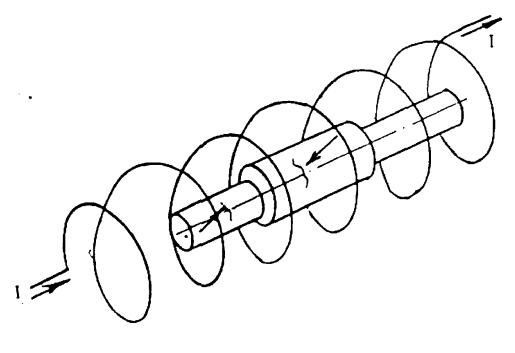
Рис. П.11.24 . Схема намагничивания вала с применением соленоида с целью выявления поперечных трещин (показаны стрелками). I - намагничивающий ток.
Приложение № 12
(рекомендуемое)
Форма заключения о результатах магнитопорошкового контроля
|
Штамп организации, |
|||
|
проводившей контроль |
|||
|
|
|||
|
Заключение №___________ |
|||
|
|
|||
|
Наименование и индекс контролируемого изделия___________________________________ |
|||
|
____________________________________________________________________________ |
|||
|
Тип и заводской N применяемого дефектоскопа_____________________________________ |
|||
|
Магнитный индикатор__________________________________________________________ |
|||
|
Контроль проводили согласно___________________________________________________ |
|||
|
(наименование технической документации) |
|||
|
Способ контроля______________________________________________________________ |
|||
|
Схема намагничивания_________________________________________________________ |
|||
|
Намагничивающий ток (напряженность магнитного поля)_____________________________ |
|||
|
Результаты контроля___________________________________________________________ |
|||
|
|
|||
|
Объект контроля (сварной шов, отверстие, вал, болт, и т.п). Тип и толщина покрытия |
Участки с дефектами, их координаты, (со схемой расположения) |
Обнаруженные дефекты. Их размеры |
Оценка качества объекта |
|
|
|
|
|
|
|
|||
|
Контроль проводил______________ _____________________________________________ |
|||
|
(подпись) (фамилия и инициалы специалиста) |
|||
|
Уровень квалификации, номер квалификационного удостоверения специалиста____________ |
|||
|
____________________________________________________________________________ |
|||
|
Дата проведения контроля_________________ |
|||
|
Руководитель лаборатории неразрушающего контроля ___________ ____________________ |
|||
|
(подпись) (фамилия и инициалы) |
|||