СТО Газпром 2-1.9-089-2006 Прогнозирование технического состояния для возможного продления срока службы теплоэнергетического оборудования
Библиотека справочной
литературы
ООО «Центр безопасности труда»
ОТКРЫТОЕ АКЦИОНЕРНОЕ ОБЩЕСТВО «ГАЗПРОМ»
Общество с ограниченной ответственностью «Газпромэнергодиагностика»
Общество с ограниченной ответственностью «Информационно-
рекламный центр газовой промышленности»
СТАНДАРТ ОРГАНИЗАЦИИ
СИСТЕМА СТАНДАРТИЗАЦИИ ОАО «ГАЗПРОМ»
ПРОГНОЗИРОВАНИЕ
ТЕХНИЧЕСКОГО
СОСТОЯНИЯ ДЛЯ ВОЗМОЖНОГО ПРОДЛЕНИЯ
СРОКА СЛУЖБЫ ТЕПЛОЭНЕРГЕТИЧЕСКОГО
ОБОРУДОВАНИЯ
СТО Газпром 2-1.9-089-2006
Дата введения - 2007-06-15

г. Челябинск
Предисловие
1 РАЗРАБОТАН Обществом с ограниченной ответственностью «Газпромэнергодиагностика»
2 ВНЕСЕН Управлением энергетики Департамента по транспортировке, подземному хранению и использованию газа ОАО «Газпром»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Распоряжением ОАО «Газпром» от 21 ноября 2006 г. № 345
4 ВВЕДЕН ВПЕРВЫЕ
Введение
Настоящий стандарт разработан в развитие Федерального закона «О промышленной безопасности опасных производственных объектов» [1] с учетом требований «Положения о порядке продления срока безопасной эксплуатации технических устройств, оборудования и сооружений на опасных производственных объектах» [2], «Правил проведения экспертизы промышленной безопасности» [3] и опыта научно-практических работ на теплоэнергетических объектах, проведенных ООО «Газпромэнергодиагностика» и другими специализированными организациями в 2002-2006 гг.
Разработка настоящего стандарта продиктована необходимостью установления общих требований к порядку продления срока службы теплоэнергетического оборудования в рамках проведения технического диагностирования и экспертизы промышленной безопасности на основе имеющихся в ОАО «Газпром» нормативных документов, расчетно-экспериментальных и диагностических исследований в области надежности и ресурса теплоэнергетического оборудования.
1 Область применения
1.1 Настоящий стандарт устанавливает порядок продления срока безопасной эксплуатации теплоэнергетического оборудования ОАО «Газпром». Действие настоящего стандарта распространяется на паровые и водогрейные котлы, утилизационные теплообменники газоперекачивающих агрегатов, трубопроводы пара и горячей воды II, III и IV категорий, трубопроводы тепловых сетей, вспомогательное котельное оборудование.
1.2 Настоящий стандарт может быть использован при оценке технического состояния и работоспособности действующих теплоэнергетических объектов в пределах срока службы, установленного в нормативной, конструкторской и эксплуатационной документации.
1.3 Требования и положения настоящего стандарта обязательны для применения структурными подразделениями, дочерними обществами и организациями ОАО «Газпром», осуществляющими эксплуатацию и обслуживание теплоэнергетического оборудования, а также организациями, занимающимися технической диагностикой данного оборудования.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 14782-86 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые
ГОСТ 18442-80 Контроль неразрушающий. Капиллярные методы. Общие требования
ГОСТ 18661-73 Сталь. Измерение твердости методом ударного отпечатка
ГОСТ 21105-87* Контроль неразрушающий. Магнитопорошковый метод
ГОСТ 21563-93 Котлы водогрейные. Основные параметры и технические требования
ГОСТ 22761-77 Металлы и сплавы. Метод измерения твердости по Бринеллю переносными твердомерами статического действия
ГОСТ 22762-77 Металлы и сплавы. Метод измерения твердости на пределе текучести вдавливанием шара
ГОСТ 24005-80 Котлы паровые стационарные с естественной циркуляцией. Общие технические требования
ГОСТ 28702-90 Контроль неразрушающий. Толщиномеры ультразвуковые. Общие технические требования
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов по соответствующему указателю стандартов, составленному на 1 января текущего года, и по соответствующим им информационным указателям, опубликованным в текущем году. Если ссылочный документ заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться замененным (измененным) документом. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 котел паровой: Устройство, в топке которого сжигается топливо, а теплота сгорания используется для производства водяного пара с давлением выше атмосферного, используемого вне этого устройства.
3.2 котел водогрейный: Устройство, в топке которого сжигается топливо, а теплота сгорания используется для нагрева воды, находящейся под давлением выше атмосферного и используемой в качестве теплоносителя вне этого устройства.
3.3 утилизационный теплообменник газоперекачивающего агрегата: Устройство, служащее для нагревания воды продуктами сгорания топлива, отработавшими в газоперекачивающем агрегате.
3.4 техническое диагностирование: Определение технического состояния объекта.
3.5 вспомогательное котельное оборудование: оборудование, обеспечивающее работу котла и тепловой сети (деаэраторы, питательные баки, конденсатные баки, баки-аккумуляторы и т.п.)
3.6 назначенный срок службы: Календарная продолжительность эксплуатации, при достижении которой эксплуатация объекта должна быть прекращена независимо от его технического состояния.
Примечание - По истечении назначенного срока службы объект должен быть изъят из эксплуатации и должно быть принято решение о целесообразности проведения работ по продлению срока службы.
3.7 авария: Разрушение или повреждение (разрыв) теплового энергооборудования (его элементов), неконтролируемый взрыв и (или) выброс газа или пара.
3.8 экспертиза промышленной безопасности: Оценка соответствия объекта экспертизы предъявляемым к нему требованиям промышленной безопасности, результатом которой является заключение,
3.9 объекты диагностирования: Технические объекты (технические устройства, оборудование или их составные части), подлежащие диагностированию.
3.10 прогнозирование технического состояния: Определение технического состояния объекта диагностирования с заданной вероятностью на предстоящий интервал времени.
3.11 продление срока безопасной эксплуатации: Решение, принимаемое по комплексу работ, выполняемых в рамках экспертизы промышленной безопасности, целью которых является определение возможности эксплуатации технических объектов за пределами установленных в нормативной, конструкторской и эксплуатационной документации сроков эксплуатации, разработки и реализации мероприятий по обеспечению эксплуатации технических объектов на продлеваемый период в соответствии с требованиями промышленной безопасности.
3.12 лицензия: Специальное разрешение на осуществление конкретного вида деятельности при обязательном соблюдении лицензионных требований и условий, выданное лицензирующим органом юридическому лицу или индивидуальному предпринимателю.
3.13 заключение экспертизы промышленной безопасности: Документ, содержащий обоснованные выводы о соответствии или несоответствии объекта экспертизы требованиям промышленной безопасности.
3.14 эксперт: Специалист, осуществляющий проведение экспертизы промышленной безопасности и техническое диагностирование теплоэнергетического оборудования энергохозяйства ОАО «Газпром».
3.15 специалист по техническому диагностированию: Технический специалист экспертной организации, имеющий необходимые полномочия, квалификацию и технические средства для выполнения работ по экспертизе промышленной безопасности и техническому диагностированию теплоэнергетического оборудования.
3.16 пробное давление: Давление, при котором стационарный котел подвергается гидравлическому испытанию на прочность и плотность.
3.17 рабочее давление: Максимальное внутреннее избыточное давление, возникающее при нормальном протекании рабочего процесса.
3.18 дефект: Каждое отдельное несоответствие продукции установленным требованиям.
3.19 скорость коррозии: Коррозионные потери единицы поверхности металла в единицу времени.
3.20 средство технического диагностирования: Аппаратура и программы, с помощью которых осуществляется диагностирование.
3.21 элемент трубопровода: Сборочная единица трубопровода, предназначенная для выполнения одной из основных функций трубопровода (например, прямолинейный участок, колено, тройник, конусный переход, фланец и др.).
3.22 колено: Фасонная часть, обеспечивающая изменение направления потока рабочей среды на угол от 15° до 180°.
3.23 гиб: Колено, изготовленное из трубы методом изгиба.
4 Общие требования к порядку продления срока службы теплоэнергетического оборудования
4.1 Порядок экспертного технического диагностирования для принятия решения по продлению срока службы теплоэнергетического оборудования ОАО «Газпром» предусматривает комплекс организационных и инженерно-технических мероприятий по следующим основным направлениям:
- изучение документации на теплоэнергетический объект с целью определения наиболее нагруженных узлов и установления реальных условий его эксплуатации;
сбор диагностической информации средствами и методами неразрушающего и разрушающего контроля;
- анализ результатов неразрушающего и разрушающего контроля и измерений с целью определения технического состояния объекта диагностирования;
- определение остаточного ресурса теплоэнергетического оборудования с принятием решений о режимах дальнейшей эксплуатации, необходимости и объемах мониторинга объекта диагностирования.
4.2 Обследования и анализ технического состояния теплоэнергетических объектов, отработавших срок службы, проводят экспертные организации, имеющие лицензию Ростехнадзора на соответствующий вид деятельности и прошедшие отбор в соответствии с требованиями «Положения о порядке размещения заказов на поставку товаров, выполнение работ, оказание услуг для нужд ОАО «Газпром» и его дочерних обществ преимущественно на конкурсной основе» [4].
4.3 Техническое диагностирование и экспертизу промышленной безопасности проводят в рамках договора между организацией, эксплуатирующей теплоэнергетическое оборудование (далее - заказчик), и экспертной организацией.
4.4 Заказчик:
- обеспечивает допуск представителей экспертной организации на свои объекты;
- предоставляет запрашиваемую представителями экспертной организации техническую и эксплуатационную документацию;
- производит подготовку объекта к диагностированию;
- оформляет и выдает персоналу экспертной организации все необходимые разрешения и допуски для выполнения работ и передвижения по своей территории.
4.5 Экспертная организация:
- проводит работы по экспертизе промышленной безопасности и техническому диагностированию теплоэнергетического оборудования;
- оформляет техническую документацию, заключения экспертизы промышленной безопасности и заключения о техническом диагностировании;
- подготавливает предложения и рекомендации по обеспечению безопасности и повышению эффективности эксплуатации, продлению ресурса и снижению затрат на техническое обслуживание и ремонт прошедшего экспертизу промышленной безопасности и техническое диагностирование теплоэнергетического оборудования.
4.6 Продленный срок безопасной эксплуатации теплоэнергетического оборудования устанавливается в качестве дополнительного нормативного срока, по окончании которого должно проводиться очередное экспертное техническое диагностирование.
4.7 По истечении продленного срока службы теплоэнергетического оборудования срок службы может продлеваться повторно при условии проведения работ по экспертному техническому диагностированию.
5 Методические указания по экспертизе промышленной безопасности и техническому диагностированию паровых и водогрейных котлов
5.1 Сроки службы и условия проведения технического диагностирования
5.1.1 Техническое диагностирование паровых и водогрейных котлов (далее - котлов) следует проводить в период эксплуатации котла в пределах назначенного срока службы.
Экспертное техническое диагностирование обязательно проводится после истечения назначенного срока службы, после аварии, после изменения режима работы, после переустановки действующего котла на новое место, а также в иных случаях, предусмотренных положениями и инструкциями, действующими на предприятии.
5.1.2 Назначенный срок службы для каждого типа котлов устанавливают предприятия-изготовители и указывают его в паспорте котла. При отсутствии такого указания длительность назначенного срока службы устанавливается в соответствии с ГОСТ 21563, ГОСТ 24005:
для стационарных котлов:
паровых котлов паропроизводительностью до 35 тонн/час - 20 лет;
паровых котлов паропроизводительностью свыше 35 тонн/час - 30 лет;
водогрейных котлов теплопроизводительностью до 4,65 МВт - 10 лет;
водогрейных котлов теплопроизводительностью до 35 МВт - 15 лет;
водогрейных котлов теплопроизводительностью свыше 35 МВт - 20 лет;
для передвижных котлов паровых и водогрейных - 10 лет.
Для котлов, у которых конструкция ограничивает доступ для осмотра и контроля основных элементов, определяющих долговечность котла, назначенный срок службы может быть уменьшен по решению специализированного экспертно-диагностического центра ОАО «Газпром» - ООО «Газпромэнергодиагностика» в соответствии с «Положением о системе обеспечения промышленной безопасности теплового энергетического оборудования и сооружений энергохозяйства ОАО «Газпром» [5].
5.1.3 В пределах назначенного срока службы техническое диагностирование котлов следует проводить не реже одного раза в четыре года, с целью выявления изменений фактических параметров котла, вызванных возможными отклонениями от нормальных условий эксплуатации (периодическое техническое диагностирование).
Техническое диагностирование следует проводить до начала технического освидетельствования, которое включает:
- наружный и внутренний осмотры;
- контрольные измерения толщины стенки основных элементов неразрушающими методами;
- гидравлическое испытание котла.
Техническое диагностирование не заменяет проводящихся в установленном порядке технических освидетельствований котла.
Периодичность, методы, зоны и объем технического диагностирования в пределах назначенного срока определяются в соответствии с требованиями ПБ 10-574-03 [6] и инструкциями по техническому диагностированию предприятий-изготовителей.
По результатам технического диагностирования и расчетам на прочность определяют необходимость и объем ремонта, частичной или полной замены изношенных элементов, возможность и рабочие параметры (расчетные или сниженные) дальнейшей эксплуатации котла до следующего технического диагностирования.
5.1.4 Техническое диагностирование котла, отработавшего назначенный срок службы, включает;
- наружный и внутренний осмотры;
- измерение геометрических размеров (овальности и прогиба барабанов и коллекторов, наружного диаметра труб поверхностей нагрева, колокольчиков);
- измерение выявленных дефектов (коррозионных язв, трещин, деформаций и других);
- контроль сплошности сварных соединений и основного металла неразрушающими методами контроля;
- ультразвуковой контроль толщины стенки;
- определение твердости с помощью переносных приборов;
- лабораторные исследования (при необходимости) свойств и структуры материала основных элементов;
- прогнозирование возможности, предельных рабочих параметров, условий и сроков дальнейшей эксплуатации котла на основании анализа результатов технического диагностирования и расчетов на прочность.
5.1.5 После аварии, консервации, изменения режима работы, переустановки действующего котла на новое место следует проводить внеочередное техническое диагностирование, которое должно включать методы, перечисленные в 5.1.3 и 5.1.4, и может быть частичным (по решению ведущего эксперта).
5.1.6 Зоны, методы и объемы работ по техническому диагностированию котла, отработавшего назначенный срок службы, а также после аварии, определяются индивидуальной программой диагностирования, разработанной на основе типовой программы ( приложение А).
5.2 Организация технического диагностирования котлов
5.2.1 Организация работ по подготовке к проведению технического диагностирования и экспертизы промышленной безопасности котлов возлагается на их владельца.
5.2.2 Экспертное техническое диагностирование котлов после аварии, импортных котлов и оформление заключений по его результатам должен выполнять специализированный экспертно-диагностический центр ОАО «Газпром» - ООО «Газпромэнергодиагностика» - в соответствии с «Положением о системе обеспечения промышленной безопасности теплового энергетического оборудования и сооружений энергохозяйства ОАО «Газпром» [5].
5.2.3 Специалисты, проводящие техническое диагностирование и экспертизу промышленной безопасности, должны быть аттестованы в установленном порядке и иметь необходимый квалификационный уровень в соответствии с СДА-12 [7]. Специалисты, проводящие работы по неразрушающему контролю, должны быть аттестованы по соответствующим видам неразрушающего контроля на уровень не ниже второго в соответствии с ПБ 03-440-02 [8].
5.2.4 Аппаратура, ее чувствительность, методики и эталоны для настройки, применяемые для контроля диагностических параметров, должны соответствовать требованиям нормативных документов на конкретные виды контроля и пройти поверку в установленные сроки.
5.2.5 Неразрушающий контроль, измерения, определения механических свойств, исследования микроструктуры металла, расчеты на прочность должны выполняться в соответствии с требованиями действующих нормативных документов.
5.3 Подготовка к техническому диагностированию котлов
5.3.1 Подготовку к техническому диагностированию должен проводить владелец котла.
5.3.2 Котлы, подлежащие техническому диагностированию, должны быть остановлены, охлаждены, освобождены от рабочей среды и отключены заглушками от соседних котлов, действующих трубопроводов и других коммуникаций (пар, вода, газоходы, топливо); обмуровка и изоляция, препятствующие контролю, должны быть частично или полностью удалены; при необходимости должны быть сооружены леса.
5.3.3 Для обеспечения доступа к элементам котла внутренние устройства в барабанах, сухопарниках и других подобных им элементах должны быть частично или полностью удалены.
5.3.4 Наружные и внутренние поверхности основных элементов котлов следует очистить от накипи и загрязнений, зачистить участки поверхности, подлежащие контролю неразрушающими методами. Зоны, объем и качество зачистки поверхности должен определять после изучения документации котла и выполнения визуального контроля ведущий эксперт экспертной организации с учетом требований нормативных документов на применяемые методы контроля.
5.3.5 Владелец котла должен представить экспертной организации паспорт котла, ремонтный журнал, журнал по водоподготовке, акты и предписания Ростехнадзора, заключения по предыдущим диагностическим обследованиям, прочие материалы, в которых содержатся данные по конструкции котла, условиям эксплуатации, ремонтам и реконструкциям основных элементов.
5.3.6 Экспертная организация при проведении работ по экспертизе промышленной безопасности должна также в соответствии с ПБ 03-246-98 [3] ознакомиться с документацией владельца по вопросам эксплуатации опасного производственного объекта и системы производственного контроля.
5.4 Порядок проведения технического диагностирования котлов
5.4.1 Анализ технической и эксплуатационной документации.
5.4.1.1 Анализ технической и эксплуатационной документации проводится экспертной организацией в процессе проведения работ по экспертизе промышленной безопасности.
5.4.1.2 Анализ технической и эксплуатационной документации включает:
- проверку соответствия фактических режимов эксплуатации проектным по температуре, давлению, числу остановов, качеству питательной воды;
- анализ сертификатных данных для выявления случаев отклонения исходных механических свойств металла или его химического состава;
- анализ данных о повреждениях, ремонтах, заменах, реконструкциях, осмотрах, очистках, промывках основных элементов котлов, результатах технических освидетельствований и гидравлических испытаний;
- выявление отечественных аналогов импортных марок сталей при диагностике металла котлов импортной поставки;
- определение длительности эксплуатации оборудования в условиях, не предусмотренных эксплуатационной или конструкторской документацией, анализ обстоятельств и причин аварийных остановок и определение зон основных элементов, которые могли подвергаться негативному воздействию; получение информации о наличии дефектов, интенсивности их развития, а также о возможных изменениях механических характеристик и структуры металла элементов в процессе эксплуатации.
5.4.1.3 Результаты анализа технической и эксплуатационной документации используют для составления и корректировки индивидуальной программы технического диагностирования котла.
5.4.2 Разработка индивидуальной программы технического диагностирования
5.4.2.1 Типовая программа технического диагностирования паровых и водогрейных котлов приведена в приложении А.
5.4.2.2 В типовой программе определены:
- основные элементы котлов, работающие в режимах, под воздействием которых могут возникать и развиваться процессы окалинообразования, усталости, эрозии, коррозии, а также процессы, вызывающие изменение геометрических размеров, структуры и механических свойств металла;
- наиболее напряженные зоны (участки) основных элементов котла, которые в результате особенностей конструктивного исполнения или условий эксплуатации наиболее предрасположены к образованию различных дефектов;
- объемы и методы контроля или исследования механических свойств и микроструктуры металла основных элементов.
5.4.2.3 Типовой программой предусмотрены следующие методы контроля:
- наружный и внутренний осмотр;
- визуальный и измерительный контроль;
- капиллярная дефектоскопия;
- магнитопорошковая дефектоскопия;
- метод магнитной памяти металла;
- ультразвуковая толщинометрия стенки;
- ультразвуковой контроль сварных соединений и основного металла;
- измерение твердости переносными приборами;
- исследования микроструктуры металла по репликам и сколам;
- исследование химического состава, механических свойств и микроструктуры металла элементов на контрольных образцах (в случае необходимости);
- испытания на прочность и плотность.
5.4.2.4 На основе типовой программы на каждый конкретный тип котла или группу котлов, работающих в одинаковых условиях, организация, выполняющая техническое диагностирование, разрабатывает индивидуальную программу диагностирования. Она учитывает конструктивные особенности, конкретные условия эксплуатации, наличие или отсутствие аварий за период эксплуатации, выполненные ранее работы по ремонту или реконструкции и другие данные, полученные при анализе технической и эксплуатационной документации.
В индивидуальной программе должны быть определены основные элементы, зоны, подлежащие контролю, а также объемы, методы неразрушающего контроля; обоснование необходимости и объемы лабораторных исследований структуры и свойств металла по контрольным образцам, вырезанным из конкретного диагностируемого котла.
Индивидуальная программа может быть откорректирована в процессе проведения технического диагностирования в сторону расширения, при обнаружении скрытых (неявных) дефектов. Количество применяемых в этом случае методов контроля и объем производимых измерений определяет ведущий эксперт.
5.4.3 Наружный и внутренний осмотр.
5.4.3.1 Наружный и внутренний осмотр котлов проводится с целью проверки соответствия их конструктивных элементов технической документации. Одновременно выявляются места и технологические методы произведенных ремонтов.
5.4.3.2 Особенное внимание следует обращать на изменение формы и геометрических размеров (вмятины, выпучины, отклонения образующих элементов котлов от прямолинейности) основных элементов котлов, произошедших в процессе эксплуатации.
5.4.3.3 Результаты наружного и внутреннего осмотра конструкций котлов являются основанием для корректировки индивидуальной программы технического диагностирования.
5.4.4 Визуальный и измерительный контроль.
5.4.4.1 Визуальный и измерительный контроль проводят для выявления и измерения обнаруженных дефектов (поверхностных трещин всех видов и направлений, коррозионных повреждений, эрозионного износа, расслоений, вмятин, выпучин, механических повреждений), образовавшихся в процессе эксплуатации или на стадии монтажа, или ремонта, развитие которых может привести к разрушению поврежденных элементов котла.
По результатам визуального и измерительного контроля следует откорректировать индивидуальную программу технического диагностирования в части применения методов неразрушающего контроля и их объемов.
5.4.4.2 Визуальному и измерительному контролю подлежат: основной металл, сварные, вальцовочные, клепаные соединения с наружной и внутренней стороны элементов.
5.4.4.3 При проведении визуального контроля особое внимание следует обращать на следующие факторы:
а) наличие трещин:
- в стыковых сварных соединениях, по линии сплавления, в зоне термического влияния и в наплавленном металле поперек (и реже вдоль) сварного шва;
- на кромках трубных отверстий и на поверхности вокруг них или внутри опускных и перепускных труб, ввода питательной воды и химических реагентов, нижней трубы к водоуказательной колонке и т.д.;
б) наличие коррозионных повреждений в следующих зонах:
- на внутренних поверхностях нижней части барабанов, коллекторов, выносных циклонов;
- на трубах поверхностей нагрева, работающих на сернистых топливах (кислотная коррозия), особенно в случаях работы котла на параметрах значительно ниже номинальных;
- в местах нарушения тепловой изоляции и возможного попадания воды на наружные поверхности барабанов, сухопарников, коллекторов;
в) наличие эрозионного износа поверхностей нагрева при работе на твердом топливе, при работе на жидком и газообразном топливе - при нарушении работы горелочных устройств;
г) отклонения по геометрическим размерам и взаимному расположению элементов;
д) наличие дефектов на поверхности основного металла и сварных соединений (вмятин, расслоений, раковин, наплывов, подрезов, прожогов, свищей, незаверенных кратеров, непроваров, пор, включений и т.д.).
5.4.4.4 Выявленные в результате визуального и инструментального контроля дефекты следует нанести на схемы с подробным описанием их формы, линейных размеров, месторасположения.
5.4.5 Контроль наружной и внутренней поверхностей основных элементов методами капиллярной и магнитопорошковой дефектоскопии.
5.4.5.1 Контроль следует осуществлять в соответствии с требованиями действующих нормативных документов: ГОСТ 18442, ГОСТ 21105 с целью выявления и определения размеров и конфигурации поверхностных и подповерхностных трещин, а также дефектов коррозионного происхождения.
5.4.5.2 Контроль проводят по результатам осмотров участков поверхности, где потенциально возможно образование трещины, или в местах выборок коррозионных язв, трещин и других дефектов или в местах ремонтных заварок, а также на контрольных участках элементов, указанных в индивидуальной программе.
5.4.5.3 Выявленные дефекты с подробным описанием их формы, линейных размеров, месторасположения должны быть нанесены на схемы или зафиксированы на фотографиях.
5.4.6 Контроль методом магнитной памяти металла.
5.4.6.1 Метод магнитной памяти металла применяется с целью обнаружения и локализации внутренних дефектов сварных соединений и основного металла элементов котлов, подвергнутых воздействию максимальных нагрузок по конструктивным и эксплуатационным параметрам.
5.4.6.2 Обнаруженные дефекты в обязательном порядке должны быть подтверждены другим методом контроля и обозначены на схемах.
5.4.7 Ультразвуковая толщинометрия.
5.4.7.1 Ультразвуковой контроль толщины стенки проводят с целью определения количественных характеристик изменения толщины стенки элементов котла в процессе его эксплуатации. По результатам ультразвукового контроля толщины стенок определяют скорость коррозионного износа стенок и устанавливают сроки замены изношенных элементов или уровни снижения рабочих параметров, а также сроки проведения восстановительного ремонта.
5.4.7.2 Ультразвуковой контроль толщины стенки барабанов, сухопарников, грязевиков следует проводить по окружности не менее чем в трех точках в сечениях, отстоящих друг от друга на расстоянии не более 1 м. Обязательному контролю подлежат: места по нижней образующей барабанов, места коррозионно-эрозионного износа металла и места выборок дефектов.
5.4.7.3 Ультразвуковой контроль толщины стенки труб поверхностей нагрева проводят в наиболее теплонапряженных местах и местах наибольшего коррозионного или эрозионного износа.
5.4.7.4 Измерения толщины стенки гибов труб следует выполнять в растянутой и нейтральной зонах гибов.
5.4.7.5 Контроль толщины стенки коллекторов проводят в точках, расположенных вдоль нижней образующей, а также на участках вблизи зон радиальных отверстий.
5.4.7.6 Результаты измерений толщины стенок элементов должны быть оформлены в протоколах. Расположение точек замера толщины стенок элементов с привязкой к основным размерам элементов котла следует наносить на схемы.
5.4.8 Ультразвуковой контроль сварных соединений и металла гибов труб.
5.4.8.1 Ультразвуковой контроль следует проводить в соответствии с ГОСТ 14782 и РД 34.17.302- 97 [9] с целью выявления внутренних дефектов в сварных, заклепочных соединениях (трещин, непроваров, пор, шлаковых включений и др.). Также контролируется основной металл на прямолинейных участках и гибах.
5.4.8.2 Результаты ультразвукового контроля должны быть оформлены протоколами. Расположение мест контроля с привязкой к основным размерам элементов котла следует нанести на схему.
5.4.9 Определение химического состава, механических свойств и структуры металла методами неразрушающего контроля или лабораторными исследованиями.
5.4.9.1 Исследования химического состава, механических свойств и микроструктуры металла выполняются для установления их соответствия требованиям действующих нормативных документов и выявления изменений, возникших в результате нарушения нормальных условий работы или в результате длительной эксплуатации котла.
5.4.9.2 Предпочтение следует отдавать неразрушающим методам контроля, и только в необходимых случаях исследования проводят на образцах, вырезанных из металла основных элементов котла.
5.4.9.3 Лабораторные исследования на контрольных образцах, изготовленных из основных элементов котла, следует проводить в следующих случаях:
- при неудовлетворительных результатах измерения твердости металла переносным прибором;
- обнаружении аномальных изменений в микроструктуре металла по данным металлографического анализа на сколах или репликах;
- необходимости установления причин возникновения дефектов металла, влияющих на работоспособность изделия;
- нарушении режимов эксплуатации (глубокий упуск воды, отклонения от нормы качества питательной воды и др.), в результате которых возможны изменения в структуре и свойствах металла, деформации и разрушения основных элементов или появление других недопустимых дефектов;
- использовании в процессе ремонта материалов или полуфабрикатов, на которые отсутствуют данные сертификатов.
5.4.9.4 Химический состав металла определяют методами аналитического или спектрального анализа. Для этого отбирают стружку из основного металла или сварного шва с последующим определением химического состава методом аналитического анализа либо используют метод спектрального анализа.
5.4.9.5 Измерение твердости производится в соответствии с требованиями ГОСТ 22761, ГОСТ 22762, ГОСТ 18661 с использованием переносных твердомеров статического или динамического действия. Для ориентировочной оценки временного сопротивления допускается перевод этих значений твердости в прочностные характеристики в соответствии с ГОСТ 22761.
5.4.9.6 Механические свойства основного металла и сварных соединений в лабораторных условиях оценивают по результатам испытаний образцов на статическое растяжение и динамический изгиб.
5.4.9.7 Исследования микроструктуры основного металла и сварных соединений неразрушающими методами следует выполнять на репликах или сколах. Рекомендуется исследовать микроструктуру при 100- и 500-кратном увеличении.
5.4.9.8 Результаты определения химического состава, механических свойств должны быть оформлены таблицами, протоколами. Микроструктуру металла необходимо зафиксировать на фотографиях с описанием структурно-фазового состава, дисперсности и наличия неметаллических включений.
5.4.10 Испытания на прочность и плотность котла.
5.4.10.1 Испытания на прочность и плотность котлов проводятся в виде гидравлических испытаний.
5.4.10.2 Гидравлическое испытание является завершающей операцией технического диагностирования котла, осуществляемой с целью проверки плотности и прочности всех его элементов, работающих под давлением.
5.4.10.3 Гидравлическое испытание следует проводить при положительных результатах технического диагностирования и после устранения обнаруженных дефектов в соответствии с требованиями ПБ 10-574-03 [6] с учетом следующих дополнительных требований:
- температура воды должна быть не менее 5 °С и не более 40 °С;
- время выдержки под пробным давлением должно быть не менее 10 мин;
- значение пробного давления следует устанавливать в зависимости от разрешенного рабочего давления.
Использование сжатого воздуха или газа для подъема давления не допускается.
5.4.10.4 Вместе с котлом подвергается испытанию его арматура: предохранительные клапаны, указатели уровня воды, запорная арматура. При необходимости заглушки устанавливаются за запорной арматурой.
При наполнении котла водой для удаления воздуха предохранительный клапан или воздушный вентиль должны быть открыты до появления из них воды. Если в результате заполнения котла водой на его стенках появится влага, то испытание следует приостановить и продолжить после высыхания стенок.
5.4.10.5 Во время испытания давление в котле должно измеряться двумя манометрами, один из которых должен иметь класс точности не ниже 1,5.
5.4.10.6 Подъем давления до пробного должен быть медленным и плавным, без толчков. Время подъема давления должно быть не менее 10 мин. Если обеспечить это при помощи насоса с машинным приводом не представляется возможным, подъем давления должен осуществляться ручным насосом. По истечении 10 мин пробное давление снижается до рабочего и проводится осмотр котла. При появлении в период испытания шума, стуков или резкого падения давления следует немедленно прекратить гидравлическое испытание, выяснить и устранить их причину. График нагружения приведен на рисунке 1.
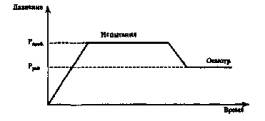
Рисунок 1 - График нагружения при проведении испытаний
5.4.10.7 Результаты гидравлического испытания котла признаются удовлетворительными, если не обнаружено:
- трещин или признаков разрыва (поверхностные трещины, надрывы и др.);
- течи, капель и влаги на основном металле, сварных, заклепочных и вальцовочных соединениях;
- видимых остаточных деформаций.
5.4.10.8 Если при диагностировании котла будут обнаружены неплотности в вальцовочных или заклепочных соединениях, необходимо проверить дефектные соединения с применением неразрушающих методов контроля на отсутствие межкристаллитных трещин. Устранение неплотностей допускается лишь при удовлетворительных результатах такой проверки.
5.4.10.9 При проведении гидравлического испытания допускается использование приборов акустической эмиссии. Необходимость и целесообразность использования метода акустической эмиссии и правила установки датчиков акустической эмиссии должны быть определены экспертной организацией.
5.4.10.10 Положительные результаты гидравлического испытания после проведения наружного и внутреннего осмотра являются основанием для продления срока эксплуатации котла.
5.4.11 Анализ результатов технического диагностирования и проведение расчетов на прочность.
5.4.11.1 Полученные фактические данные о геометрических размерах, форме, свойствах металла основных элементов следует сравнить с исходными, размеры выявленных дефектов (коррозионных язв и др.) сопоставить с нормами оценки качества, приведенными в ПБ 10-574-03 [6].
5.4.11.2 При превышении размеров выявленных дефектов от допустимых следует провести расчет на прочность с учетом полученных при диагностировании фактических размеров толщины стенки, свойств металла и наличия дефектов в основных элементах.
5.4.11.3 При обнаружении местных или общих остаточных деформаций, изменяющих форму основного элемента котла, следует выполнить поверочный расчет на прочность с определением местных напряжений в соответствии с РД 10-249-98 [10].
5.4.11.4 Элементы котла, изготовленные из листа (барабаны, сухопарники, грязевики), и цельнокованые барабаны подлежат поверочному расчету на усталостную прочность в соответствии с РД 10-249-98 [10].
5.4.11.5 Коллекторы пароперегревателей, гибы и тройники, изготовленные из углеродистых или из кремнемарганцовистых (типа 15ГС, 16ГС) сталей и находящиеся в эксплуатации 20 и более лет, с расчетной температурой более 380 °С, подлежат расчету на прочность с учетом фактических размеров этих элементов и рабочих параметров эксплуатации с целью определения дальнейшего срока их службы.
5.4.11.6 При интенсивной местной или общей коррозии металла в основных элементах котлов (средняя скорость коррозии превышает 0,15 мм/год) следует выполнить расчет на прочность по минимальной фактической толщине стенки с учетом ее последующего ослабления на конец планируемого срока эксплуатации.
5.5 Нормы и критерии оценки качества основных элементов котлов
5.5.1 Геометрические размеры, определяющие прочность элементов котлов, должны соответствовать расчетным с учетом эксплуатационных прибавок и минимально допустимых значений толщины стенки согласно ПБ 10-574-03 [6].
5.5.2 Механические свойства металла основных элементов котлов, указанные в сертификатных данных, должны соответствовать требованиям нормативных документов на котлы ПБ 10-574-03 [6].
5.5.3 В случае, если требования 5.5.1 и 5.5.2 настоящего стандарта не удовлетворяются, необходимо выполнить поверочный расчет на прочность с учетом снижения толщины стенки или фактических механических свойств металла с целью определения допускаемого рабочего давления.
5.5.4 Смещение, несовпадение кромок стыкуемых листов должны соответствовать допускам, установленным ПБ 10-574-03 [6] или нормативными документами на изделие.
5.5.5 Одиночные коррозионные язвы и эрозионные повреждения глубиной до 15 % от номинальной толщины стенки барабанов, сухопарников, грязевиков или коллекторов, обнаруженные при визуальном осмотре, допускается не выбирать. Необходимость выборки коррозионных и эрозионных повреждений металла большей глубины, а также цепочек язв абразивным инструментом с плавным закруглением краев выборок определяется ведущим экспертом. Места выборок должны быть проверены на отсутствие трещин методами капиллярного или магнитопорошкового контроля.
5.5.6 Все обнаруженные при контроле трещины должны быть выбраны абразивным инструментом. Полноту выборки контролируют методами капиллярного или магнитопорошкового контроля.
5.5.7 В заклепках, накладках и листах, в зонах заклепочных соединений трещины не допускаются.
5.5.8 Решение о необходимости заварки выборок коррозионно-эрозионных дефектов и (или) трещин принимает на основе расчета на прочность экспертная организация.
Если глубина выборки металла составляет 35 % от номинального значения толщины стенки, то следует выполнить заварку выборок независимо от результатов расчета на прочность. Заварку следует производить строго в соответствии с нормативным документом, регламентирующим проведение ремонта сваркой.
5.5.9 Отклонение среднего диаметра (не менее чем по двум измерениям под углом 90°) барабана, сухопарника или грязевика не должно превышать 1 % от номинального значения.
5.5.10 Изменение наружного диаметра труб поверхностей нагрева котлов не должно превышать 3,5 % от номинального диаметра для углеродистых сталей и 2,5 % для легированных сталей (отдулины, ползучесть).
5.5.11 Овальность цилиндрических элементов котла, изготовленных из листа, а также цельнокованых барабанов, грязевиков, сухопарников не должна превышать 1,5 %.
Возможность дальнейшей эксплуатации и рабочие параметры эксплуатации указанных цилиндрических элементов котла при превышении 1,5 % овальности необходимо определять на основании расчетов на прочность с учетом местных напряжений в металле в соответствии с РД 10-249-98 [10].
5.5.12 Максимальная величина овальности гибов труб необогреваемых трубопроводов не должна превышать 10 %.
5.5.13 Максимальная овальность гибов труб поверхностей нагрева не должна превышать 12 %.
Возможность дальнейшей эксплуатации гибов труб поверхностей нагрева с овальностью более 12 % (но не более 16 %) определяют экспертные организации на основании расчетов на прочность в соответствии с РД 10-249-98 [10].
5.5.14 Овальность поперечного сечения гибов ошипованных труб поверхностей нагрева и смещение свариваемых кромок труб должны обеспечивать проход контрольного шара диаметром 0,8 Д ( Д - внутренний диаметр трубы).
5.5.15 Отклонение от прямолинейности образующей для элементов котла, изготовленных из листа, а также для цельнокованых барабанов, грязевиков и сухопарников не должно превышать 0,3 % всей длины цилиндрической обечайки, а также на любом участке длиной 5 м.
5.5.16 Прогиб горизонтальных коллекторов не должен превышать 50 мм на всей длине коллектора.
В случае превышения допустимого прогиба коллектора возможность его дальнейшей эксплуатации или ремонта устанавливают экспертные организации.
5.5.17 Выход труб поверхностей нагрева из ранжира из-за прогиба, коробления, провисаний и других отклонений от первоначального их расположения не должен превышать диаметра трубы.
5.5.18 В вальцовочных соединениях труб с барабанами, сухопарниками, грязевиками и трубными досками не допускаются следующие дефекты развальцованных концов труб:
- расслоения, плены, трещины на концах труб;
- разрывы развальцованных участков труб;
- закаты в местах перехода вальцовочного пояса в колокольчик;
- вмятины, царапины на внутренней поверхности трубы;
- несплошное прилегание трубы к трубному отверстию в пределах вальцовочного пояса;
- отклонение угла разбортовки в одну сторону более чем на 10°.
5.5.19 Длина выступающих концов труб в вальцовочных соединениях должна быть не менее 5 мм.
5.5.20 Одиночные трещины и коррозионные язвы на торцевой поверхности развальцованных труб допускается выбирать абразивным инструментом. Использование отремонтированной трубы допускается, если расстояние до стенки трубной доски будет не менее 3 мм. Дефекты глубиной до 0,5 мм допускается не удалять.
5.5.21 Утонение стенки корпусных изделий, изготовленных из листов или цельнокованых деталей, а также трубных элементов, не должно превышать 15 % от номинальной их толщины.
5.5.22 Утонение стенки на наружном обводе гибов труб необогреваемых трубопроводов и труб поверхностей нагрева при относительном радиусе гиба ( R/ Dном) свыше 3,5 не должно превышать 15 %. При относительном радиусе гиба 3,5 оно должно превышать 20 %.
5.5.23 Утонение стенки прямолинейных участков труб поверхностей нагрева допускают не более чем на 30 % от номинальной толщины. Причем уменьшение толщины стенки труб не должно быть более 1,0 мм.
5.5.24 Уменьшение толщины стенки конца разбортованной трубы в вальцовочных соединениях не должно превышать 50 % от номинальной толщины.
5.5.25 В заклепочных соединениях котлов допускается износ элементов заклепочных соединений (в процентах от номинального размера):
- толщина накладок - 20 %;
- ширина кромок заклепочного шва (от центральной оси ряда заклепок до нижнего обреза кромок) - 20 %;
- высота головок заклепок - 20 %;
- диаметр головок заклепок - 10 %.
5.5.26 Допускается местное утонение анкерных связей до 20 % от номинального диаметра.
5.5.27 Качество сварных соединений должно соответствовать требованиям, указанным в ПБ 10-574-03 [6] и в настоящем стандарте.
5.5.28 Если по результатам ультразвукового контроля сварных соединений обнаруженные дефекты превышают нормы, установленные ПБ 10-574-03 [6] и настоящим стандартом, то допуск котла в дальнейшую эксплуатацию возможен после проведения ремонтных работ.
5.5.29 Значения твердости металла основных элементов по данным измерений переносными приборами должны быть в следующих пределах:
для сталей марок 10, 20 и Ст3 - от 120 до 175 НВ;
для сталей марок 25К, 16ГТ, 15ГС, 16ГС, 17Г1С, 12X1М1Ф, 09Г2С - от 130до180 НВ.
5.5.30 Структура металла по результатам металлографических исследований контрольных образцов, реплик не должна иметь аномальных изменений в виде микротрещин, пор и недопустимой графитизации по сравнению с требованиями к исходному состоянию.
5.5.31 Механические свойства, определенные при комнатной температуре на контрольных образцах, вырезанных из металла основных элементов котла, должны удовлетворять следующим требованиям:
- прочностные характеристики металла (временное сопротивление и условный предел текучести) не должны отличаться в меньшую сторону от значений, регламентированных действующими нормативными документами, более чем на 5 %;
- отношение условного предела текучести к временному сопротивлению металла не должно превышать 0,75 для углеродистых сталей и 0,8 для легированных сталей;
- относительное удлинение должно быть не менее 16 %;
- ударная вязкость на образцах с концентратором типа V (KCV) должна быть не менее 25 Дж/см2 (2,5 кгс/см2) для элементов с толщиной стенки более 16 мм и не менее 20 Дж/см2 для элементов с толщиной стенки менее 16 мм.
5.6 Определение возможности, сроков, параметров и условий эксплуатации котлов
5.6.1 Возможность, сроки и параметры дальнейшей эксплуатации котлов следует определять по результатам технического диагностирования и расчетов на прочность.
5.6.2 Необходимым условием возможности дальнейшей безопасной эксплуатации котла при расчетных или разрешенных параметрах является соответствие элементов котла условиям прочности, а также выполнение обязательных требований раздела 5.5 настоящего стандарта. При невыполнении хотя бы одного из требований раздела 5.5 решение о возможности, сроках и условиях дальнейшей эксплуатации этих элементов котла должна принимать экспертная организация.
5.6.3 Если по условию прочности при статических нагрузках отдельные элементы котла из-за утонения стенок в результате коррозии, эрозии или (и) каких-либо других повреждений, а также из-за изменения механических свойств основного металла, сварных соединений или пониженных запасов прочности не выдерживают расчетного давления и температуры, продление срока службы котла возможно при установлении сниженных параметров эксплуатации (по рабочему давлению, температуре) или после восстановительного ремонта, или после замены элементов, не удовлетворяющих условиям прочности.
Снижение механических свойств основного металла или сварных соединений ниже требований нормативных документов следует учитывать в поверочных расчетах на прочность, проводимых экспертной организацией.
5.6.4 Разрешенное по результатам технического диагностирования (сниженное) давление не должно превышать минимальную его величину, установленную предприятием-изготовителем. При этом владелец котла на основании расчета пропускной способности предохранительных клапанов должен настроить автоматику котла на разрешенное (сниженное) давление.
5.6.5 Продиагностированный котел на основании положительных результатов технического диагностирования, прочностных расчетов и испытаний на прочность и плотность может быть допущен к дальнейшей эксплуатации при расчетных или сниженных параметрах эксплуатации (по рабочему давлению, температуре) при соблюдении проектных требований по условиям растопки, химводоподготовки и с учетом требований ПБ 10-574-03 [6].
5.6.6 По истечении срока службы котла следует провести очередное экспертное техническое диагностирование для определения возможности, условий и сроков дальнейшей эксплуатации котла. Программа последующего технического диагностирования может отличаться от программы предыдущего технического диагностирования котла, проведенного по истечении назначенного срока службы.
5.7 Оформление результатов технического диагностирования котлов
5.7.1 На работы, выполненные при экспертизе промышленной безопасности или техническом диагностировании экспертная организация составляет первичную документацию (акты, протоколы, таблицы, схемы, фотографии).
На основании первичной документации о результатах экспертизы промышленной безопасности или технического диагностирования и проведенных расчетов на прочность должно быть оформлено заключение экспертизы промышленной безопасности или заключение о техническом диагностировании котла.
5.7.2 В заключение входит:
- наименование заключения;
- вводная часть, включающая основание для проведения экспертизы, сведения об экспертной организации, сведения об экспертах и наличии лицензии на право проведения экспертизы промышленной безопасности;
- перечень объектов экспертизы, на которые распространяется действие заключения экспертизы;
- данные о заказчике;
- цель экспертизы;
- сведения о рассмотренных в процессе экспертизы документах (проектных, конструкторских, эксплуатационных, ремонтных, декларации промышленной безопасности), оборудовании и др. с указанием объема материалов, имеющих шифр, номер, марку или другую индикацию, необходимую для идентификации;
- краткая характеристика и назначение объекта экспертизы (паспортные данные котла: наименование изготовителя, заводской и регистрационный номера, дата изготовления, дата ввода в эксплуатацию, расчетные давление, температура и производительность, краткое описание котла и сведения об основных его элементах (количество, геометрические размеры, материалы, способ соединения), вид топлива, назначенный срок службы. Условия эксплуатации: время эксплуатации, лет, часов; число пусков, рабочие и разрешенные параметры, сведения о ремонтах; результаты предыдущего технического диагностирования и технических освидетельствований);
- результаты проведенной экспертизы:
а) данные о состоянии наружных и внутренних поверхностей основных элементов (наличие накипи, шлама, коррозии); сведения о дефектах основного металла, а также дефектах сварных, заклепочных, вальцовочных и фланцевых соединений, обнаруженных при визуальном и измерительном контроле, или методами дефектоскопии проникающими веществами, магнитопорошковой дефектоскопии или другими методами;
б) результаты измерений геометрических размеров основных элементов, включая отклонения от заданной формы;
в) результаты ультразвукового контроля сварных, заклепочных соединений;
г) данные по ультразвуковому контролю толщины стенки основных элементов;
д) результаты измерений твердости металла основных элементов неразрушающими методами;
е) сведения об исследованиях химического состава, механических свойств и микроструктуры металла основных элементов котлов, выполненные методами неразрушающего и разрушающего контроля;
- результаты испытаний на прочность и плотность (указывают условия проведения и пробное давление);
- заключительная часть с обоснованными выводами, а также рекомендации по техническим решениям и проведению компенсирующих мероприятий;
- приложения, содержащие перечень использованной при экспертизе нормативной технической и методической документации, актов испытаний (при проведении их силами экспертной организации).
Результаты дефектоскопического контроля неразрушающими методами, результаты механических испытаний металла, химического анализа оформляют протоколами, прилагаемыми к заключению, либо записывают в таблицы по тексту заключения. Графическое изображение результатов контроля наносится на схемы, которые вместе с другими материалами (дефектограммами, фотографиями дефектов, микроструктуры металла и др.) прилагаются к заключению.
5.7.3 Заключение экспертизы подписывается руководителем экспертной организации, заверяется печатью экспертной организации, прошивается с указанием количества сшитых страниц и передается заказчику. Заказчик или экспертная организация представляет заключение экспертизы в центральный аппарат или территориальные органы Ростехнадзора для рассмотрения, регистрации и утверждения в установленном порядке.
5.7.4 Заключение хранится у владельца котла с паспортом котла и в экспертной организации.
Сроки хранения:
- у владельца котла - до момента демонтажа оборудования;
- в экспертных организациях - по их усмотрению.
6 Методические указания по экспертизе промышленной безопасности и техническому диагностированию трубопроводов пара и горячей воды II, III и IV категории
6.1 Сроки службы и условия проведения технического диагностирования
6.1.1 Техническое диагностирование трубопроводов пара и горячей воды II, III и IV категорий (далее - трубопроводы) проводится в пределах установленного срока службы, по истечении его и после аварии.
6.1.2 Срок службы трубопровода устанавливается организацией- изготовителем и указывается в паспорте трубопровода.
При отсутствии такого указания срок службы устанавливается в следующих пределах:
- для трубопроводов пара II категории группы 1-150 тыс. ч (20 лет);
- для станционных трубопроводов сетевой и подпиточной воды (III и IV категории) - 25 лет;
- для остальных трубопроводов (II категории группы 2, III и IV категории) - 30 лет.
Категория трубопровода устанавливается в соответствии с приложением В. Срок службы может устанавливаться экспертной организацией индивидуально для конкретного трубопровода.
6.1.3 Техническое диагностирование трубопровода в пределах срока службы включает:
- наружный осмотр трубопровода в рабочем и холодном состояниях;
- контроль неразрушающими методами за состоянием металла и сварных соединений трубопровода в соответствии с инструкцией по эксплуатации, разработанной владельцем трубопровода;
- техническое освидетельствование трубопровода.
Качество основного металла и сварных соединений должно удовлетворять нормам оценки качества в соответствии с нормативными документами по изготовлению, монтажу и контролю металла трубопровода.
6.1.4 Техническое диагностирование трубопровода, отработавшего срок службы, включает:
- анализ технической документации;
- визуальный контроль;
- контроль неразрушающими методами;
- исследование металла образцов, вырезанных из трубопровода, реплик;
- расчет на прочность;
- испытания на прочность и плотность.
Зоны, методы и объемы контроля приведены в разделе 6.4 и в типовых программах технического диагностирования трубопроводов настоящего стандарта ( приложение Б).
6.1.5 После аварии проводится досрочное (внеочередное) техническое диагностирование трубопровода. Объем и методы контроля в соответствии с характером повреждений определяются экспертной организацией.
6.1.6 Эксплуатация трубопроводов сверх установленного срока службы может быть продлена после исправления дефектов (если они имели место) на основании положительных результатов диагностирования, лабораторных исследований, расчетов на прочность и испытаний на прочность и плотность.
6.1.7 Возможность увеличения срока службы трубопровода, условия и параметры его дальнейшей эксплуатации устанавливаются в соответствии с разделом 6.6 настоящего стандарта.
6.2 Организация технического диагностирования трубопроводов пара и горячей воды II, III и IV категории
6.2.1 Организация работ по проведению технического диагностирования и экспертизы промышленной безопасности трубопроводов пара и горячей воды возлагается на их владельца.
6.2.2 Экспертное техническое диагностирование трубопроводов, проработавших 40 и более лет, трубопроводов после аварии, а также оформление заключений по его результатам должен выполнять специализированный экспертно-диагностический центр ОАО «Газпром» - ООО «Газпромэнергодиагностика» в соответствии с «Положением о системе обеспечения промышленной безопасности теплового энергетического оборудования и сооружений энергохозяйства ОАО «Газпром» [5].
6.2.3 Специалисты, проводящие техническое диагностирование и экспертизу промышленной безопасности, должны быть аттестованы в установленном порядке и иметь необходимый квалификационный уровень в соответствии с СДА-12 [7]. Специалисты, проводящие работы по неразрушающему контролю, должны быть аттестованы по соответствующим видам неразрушающего контроля на уровень не ниже второго в соответствии с ПБ 03-440-02 [8].
6.3 Подготовка к техническому диагностированию трубопроводов пара и горячей воды II, III и IV категории
6.3.1 Подготовку к техническому диагностированию должен проводить владелец трубопровода.
6.3.2 Трубопровод, подлежащий техническому диагностированию, необходимо вывести из работы, охладить, освободить от рабочей среды и отключить заглушками от действующих установок, трубопроводов и других коммуникаций.
6.3.3 Дренажи на время проведения технического диагностирования остаются открытыми. Обшивка, обмуровка и тепловая изоляция на участках проведения диагностирования трубопроводов, препятствующие контролю технического состояния, должны быть частично или полностью удалены; при необходимости должны быть сооружены леса или другие вспомогательные приспособления.
6.3.4 Для обеспечения доступа к внутренним поверхностям трубопроводов фланцевые соединения должны быть разъединены.
6.3.5 Наружные и внутренние поверхности трубопровода, подлежащие контролю, должны быть очищены от загрязнений. Зоны и объем контроля трубопровода определяются требованиями настоящего стандарта, а качество подготовки поверхностей - требованиями нормативных документов на применяемые методы контроля.
6.3.6 Владелец трубопровода представляет организации, проводящей обследование, паспорт трубопровода, ремонтный и сменный журналы (при их наличии), предписания инспектора территориального органа Ростехнадзора, заключения по предыдущим обследованиям, прочие материалы, в которых содержатся данные по конструкции трубопровода, условиям эксплуатации, ремонтам и реконструкциям.
6.4 Порядок проведения технического диагностирования трубопроводов пара и горячей воды II, III и IV категории
6.4.1 Анализ технической и эксплуатационной документации.
6.4.1.1 До начала технического диагностирования следует ознакомиться с технической и эксплуатационной документацией на трубопровод: паспортом, чертежами, исполнительной схемой, сменным и ремонтным журналами, формулярами, предписаниями инспекторов Ростехнадзора, относящимися к техническому состоянию трубопровода, результатами ранее выполненных обследований и прочими материалами, в которых могут содержаться данные о состоянии трубопровода.
6.4.1.2 Анализ технической и эксплуатационной документации проводится в целях детального ознакомления с конструкцией, материалами и особенностями изготовления, характером и конкретными условиями работы трубопровода, а также для предварительной оценки его технического состояния на протяжении всего срока эксплуатации.
6.4.1.3 Анализ технической и эксплуатационной документации включает:
- установление даты монтажа, пуска в эксплуатацию и регистрации трубопровода;
- анализ конструктивных особенностей трубопроводной системы, основных размеров деталей и сборочных единиц, материалов из которых они изготовлены, технологии сварки и сварочных материалов, примененных при монтаже, а также сведений о проверке качества сварных соединений трубопровода после монтажа;
- анализ сведений по наладке опорно-подвесной системы и о дефектах в ней, выявленных в процессе эксплуатации (при наличии таких данных);
- оценку соответствия проектных технических характеристик фактическим условиям эксплуатации по температуре, давлению, рабочей среде, анализ особенностей эксплуатации (стационарного или переменного режима работы, количество пусков-остановов и испытаний на прочность и плотность, возможности колебаний давления с размахом более 15 % от номинального значения и ориентировочной периодичности этих колебаний);
- анализ результатов технических освидетельствований, осмотров, испытаний на прочность и плотность и предыдущих технических диагностированиях трубопровода, данных о повреждениях, ремонтах и реконструкциях.
При отсутствии необходимых сведений в документации на трубопровод допускается использовать информацию, полученную в результате опроса обслуживающего персонала.
6.4.1.4 По результатам анализа технической и эксплуатационной документации и предварительных расчетов на прочность, если таковые необходимо проводить, определяются участки, элементы и зоны элементов трубопроводов, работающие в наиболее напряженных условиях.
6.4.2 Разработка индивидуальной программы диагностирования
6.4.2.1 Типовая программа технического диагностирования трубопроводов различных категорий приведена в приложении Б.
6.4.2.2 В типовой программе определены:
- основные элементы трубопроводов, работающие в режимах, под воздействием которых могут возникать и развиваться процессы усталости, коррозии, а также процессы, вызывающие изменение геометрических размеров, структуры и механических свойств металла;
- наиболее напряженные зоны (участки) основных элементов трубопроводов, которые в результате особенностей конструктивного исполнения или условий эксплуатации наиболее предрасположены к образованию различных дефектов;
- объемы и методы контроля или исследования механических свойств и микроструктуры металла основных элементов.
6.4.2.3 Типовой программой предусмотрены следующие методы контроля:
- наружный осмотр;
- визуальный и измерительный контроль;
- капиллярная дефектоскопия;
- магнитопорошковая дефектоскопия;
- ультразвуковая толщинометрия стенки;
- ультразвуковой контроль сварных соединений и основного металла;
- измерение твердости переносными приборами;
- исследование микроструктуры по репликам и сколам;
- исследование химического состава, механических свойств и микроструктуры металла элементов на образцах, вырезанных из трубопровода (в случае необходимости);
- испытания на прочность и плотность.
6.4.2.4 На основе типовой программы на каждый конкретный трубопровод или группу трубопроводов, работающих в одинаковых условиях, экспертная организация разрабатывает индивидуальную программу диагностирования, учитывающую конструктивные особенности, конкретные условия эксплуатации, наличие или отсутствие аварий за период эксплуатации, выполненные ранее работы по ремонту или реконструкции и другие данные, полученные при анализе технической и эксплуатационной документации.
В индивидуальной программе должны быть определены основные элементы, зоны, подлежащие контролю, а также объемы, методы неразрушающего контроля; обоснованы необходимость и объемы лабораторных исследований структуры и свойств металла образцов, вырезанных из конкретного диагностируемого трубопровода.
Индивидуальная программа может быть откорректирована в процессе проведения технического диагностирования в сторону расширения при обнаружении скрытых (неявных) дефектов. Количество применяемых в этом случае методов контроля и объем производимых измерений определяет руководитель экспертной группы.
6.4.3 Наружный осмотр.
6.4.3.1 Техническое диагностирование трубопровода следует начинать с наружного осмотра трубопровода в горячем (рабочем) и холодном (после останова) состоянии.
6.4.3.2 Особое внимание следует уделить состоянию опорно-подвесной системы трубопровода. К основным дефектам элементов опорно-подвесной системы относятся:
- обрыв тяг подвесок;
- разрушение пружин;
- искривление и заклинивание тяг;
- защемление пружинных блоков элементами обойм;
- перекос траверс;
- неукомплектованность опор гайками и контргайками;
- выпадение и перекос катков; смещение скользящих и катковых опор с опорных поверхностей;
- заклинивание опорных поверхностей;
- проскальзывание опор в хомутах;
- отсутствие стопорящих сухарей в неподвижных опорах;
- трещины в сварных швах в месте приварки опор к элементам трубопровода и др.
6.4.3.3 При наружном осмотре трубопровода в холодном состоянии (после останова) проверяется исправность (целостность) обшивки и тепловой изоляции. При обнаружении повреждения обшивки (изоляции) и следов протечки рабочей среды, а также участков интенсивного намокания изоляции от внешних источников следует удалить соответствующие места изоляции, после чего провести визуальный контроль освобожденных участков наружной поверхности трубопровода. Необходимо предусмотреть технические мероприятия, предотвращающие намокание участков трубопровода от внешних источников при его последующей эксплуатации.
6.4.4 Визуальный и измерительный контроль.
6.4.4.1 Для проведения визуального контроля наружных поверхностей все контролируемые сварные соединения, прилегающие к ним зоны основного металла, а также гибы и другие контролируемые элементы должны быть полностью освобождены от тепловой изоляции; контролируемые участки поверхности должны быть зачищены металлическими щетками или абразивным кругом. При визуальном осмотре внутренней поверхности трубопроводов, труднодоступной для прямого обзора, следует использовать эндоскопы.
Визуальный контроль внутренней поверхности участков трубопровода проводят через демонтированные разъемные соединения трубопровода.
6.4.4.2 При обнаружении в результате визуального и измерительного контроля недопустимых дефектов, указанных в разделе 6.5 настоящего стандарта, расположение, количество и размеры этих дефектов следует указать на схеме контроля.
По результатам наружного осмотра трубопровода в горячем и холодном состоянии, визуального и измерительного контроля программа обследования может быть уточнена (дополнена).
6.4.4.3 Визуальному контролю наружных поверхностей подвергают следующие элементы и участки трубопроводов:
- криволинейные элементы - гибы, отводы, секторные колена;
- тройники и врезки в трубопровод (включая дренажные устройства);
- фланцы (включая фланцевые разъемы арматуры);
- переходы, в том числе лепестковые, т.е. переходы с продольными сварными швами;
- арматура (корпуса арматуры с Dy более 150 мм на трубопроводах II и III категории и с Dy более 250 мм на трубопроводах IV категории);
- заглушки (донышки) любой конструкции;
- линзовые компенсаторы;
- резьбовые соединения на дренажах;
- прямые участки трубопроводов;
- сварные соединения (стыковые и угловые) труб с коленами (гибами, отводами), тройниками, переходами, арматурой, компенсаторами, сварные швы заглушек, врезок в трубопровод и швы приварки фланцев, а также сварные соединения, ближайшие к неподвижным опорам трубопровода.
Визуальный контроль сварных соединений проводится в целях обнаружения дефектов в виде трещин, пористости, подрезов, свищей, прожогов, незаплавленных кратеров, чешуйчатости поверхности, несоответствия размеров швов требованиям технической документации. При осмотре сварных соединений элементов из перлитных сталей, выполненных с применением аустенитных электродов, повышенное внимание обращается на зону сплавления (линию перехода от основного к наплавленному металлу).
6.4.4.4 При измерительном контроле выполняют следующие операции:
а) измерения по проверке уклонов трубопроводных линий на трубопроводах, претерпевших аварию, обусловленную гидроударами. Измерения выполняются с использованием гидроуровня, ватерпаса или других приборов (например, теодолита);
б) измерения радиуса колен (гибов) диаметром 108 мм и более;
в) контроль овальности гибов (налитых, штампованных, штампосварных и секторных коленах определять овальность не требуется);
г) измерения максимальных размеров вмятин (выпучин) (в случае их обнаружения в стенках элементов трубопровода) по поверхности элемента в двух (продольном и поперечном) направлениях и максимальной их глубины;
д) измерения выявленных в основном металле и сварных соединениях параметров дефектов типа трещин, коррозионных язвин, раковин, выходящих на поверхность, расслоений и других.
6.4.4.5 Зоны и объемы визуального и измерительного контроля для каждого трубопровода предусмотрены в типовой программе ( приложение Б).
6.4.5 Контроль наружной поверхности основных элементов трубопроводов.
6.4.5.1 Дефектоскопию наружной поверхности трубопроводов с целью выявления и определения размеров и ориентации поверхностных и подповерхностных трещин, выходящих на поверхность расслоений и других дефектов в сварных соединениях и основном металле элементов трубопроводов следует выполнять методами капиллярной и магнитопорошковой дефектоскопии.
6.4.5.2 Контроль наружной или при необходимости внутренней (в особых случаях) поверхности элементов трубопроводов методами капиллярной или магнитопорошковой дефектоскопии следует осуществлять в соответствии с требованиями ГОСТ 18442, ГОСТ 21105.
6.4.5.3 Контроль поверхности трубопроводов проводится в местах, указанных в программе контроля, в которой отмечены участки, где по результатам визуального контроля или анализа опыта эксплуатации возможно образование трещин или других дефектов, а также в местах выборок трещин и ремонтных заварок.
6.4.5.4 Обязательному контролю методами капиллярной или магнитопорошковой дефектоскопии подвергаются стыковые и угловые сварные соединения труб с литыми, коваными и штампованными деталями трубопроводов II категории наружным диаметром более 133 мм, работающих при температуре выше 400 °С. Обязательному контролю капиллярным методом подлежат композитные сварные соединения элементов трубопровода с наружным диаметром 76 мм и более.
6.4.5.5 Контролю методом магнитопорошковой дефектоскопии подлежат гибы трубопроводов с наружным диаметром 76 мм и более в объемах, предусмотренных типовой программой контроля ( приложение Б).
Контроль гибов трубопроводов проводится в целях выявления трещин и других недопустимых дефектов металла на внешней и внутренней поверхностях растянутой и нейтральных зон гибов.
Контроль ведется по всей длине гнутой части гиба на участке, составляющем 2/3 от всей поверхности гнутой части (т.е. на 2/3 окружности трубы), включая растянутую и нейтральные зоны.
При обнаружении недопустимых дефектов хотя бы на одном из гибов контролируемой группы гибы данного типоразмера подвергаются дополнительному контролю методом магнитопорошковой дефектоскопии или ультразвуковым методом в удвоенном объеме. При обнаружении и подтверждении наличия недопустимых дефектов хотя бы в одном из гибов при дополнительном контроле проводится контроль гибов данного типоразмера в объеме 100 %. Подтверждение наличия дефектов на внутренней поверхности гибов проводится путем их вырезки и последующего внутреннего осмотра.
6.4.5.6 Контроль наружной поверхности радиусных переходов арматуры с Dy 150 мм и более трубопроводов II категории и 250 мм и более трубопроводов III категории группы 1 проводят методом магнитопорошковой дефектоскопии. Объемы контроля предусмотрены типовой программой контроля, приведенной в приложении Б.
6.4.5.7 Результаты контроля поверхности участков и элементов трубопровода методами капиллярной и магнитопорошковой дефектоскопии следует оформлять в виде протоколов. В протоколах следует приводить описание размеров, формы и месторасположения выявленных дефектов. Расположение контролируемых участков трубопровода и обнаруженных дефектов следует изображать на прилагаемой схеме.
6.4.6 Ультразвуковая толщинометрия.
6.4.6.1 Измерение толщины стенки элементов трубопроводов следует выполнять ультразвуковыми приборами, отвечающими требованиям ГОСТ 28702.
6.4.6.2 Измерение толщины стенки проводят с целью определения количественных характеристик утонения стенки элементов трубопровода. По результатам толщинометрии определяют скорость коррозионного или коррозионно-эрозионного износа стенок и устанавливают допустимый срок эксплуатации изношенных элементов или (и) уровень снижения рабочих параметров, или (и) объем проведения восстановительного ремонта по результатам расчета на прочность в соответствии с РД 10-249-98 [10].
6.4.6.3 Толщину стенки следует измерять на участках (элементах) трубопровода, работающих в наиболее сложных условиях с точки зрения интенсивности коррозионно-эрозионного износа металла: коленах, тройниках, врезках, местах сужения трубопровода, перед арматурой и после нее, местах скопления жидкости (застойные зоны и дренажи), а также на участках интенсивного намокания изоляции или подтопления трубопровода.
Расположение контрольных точек и объемы контроля толщины стенки элементов трубопровода определяются типовой программой контроля ( приложение Б).
6.4.6.4 Измерениям толщины стенки подвергаются следующие элементы и участки трубопровода с наружным диаметром 76 мм и более:
- гибы (отводы) трубопроводов;
- тройники и врезки в трубопровод;
- переходы;
- корпуса арматуры, начиная с Dy 150 мм и более для трубопроводов II и III категории и 250 мм и более для трубопроводов IV категории;
- плоские заглушки (донышки) трубопроводов;
- линзовые компенсаторы;
- прямые участки трубопроводов.
6.4.6.5 Результаты измерений толщины стенки трубопроводов оформляют в виде протоколов, содержащих название или номер элемента, номер точки измерения и результат измерения. Рекомендуемое расположение контрольных точек на элементах трубопроводов показано на схемах, приведенных в приложении Г.
6.4.6.6 Объемы контроля толщины стенки трубопроводов определяются типовой программой контроля ( приложение Б).
6.4.7 Ультразвуковой контроль сварных соединений и металла гибов
6.4.7.1 Ультразвуковой контроль следует проводить в соответствии с требованиями ГОСТ 14782 и РД 34.17.302- 97 [9] с целью выявления внутренних дефектов в сварных, заклепочных соединениях (трещин, непроваров, пор, шлаковых включений и др.) в основном металле и в металле гибов.
6.4.7.2 Результаты ультразвукового контроля должны быть оформлены протоколами. Расположение мест контроля с привязкой к основным размерам элементов трубопровода следует нанести на схему контроля.
6.4.8 Определение химического состава, механических свойств и структуры металла методами неразрушающего контроля или лабораторными исследованиями.
6.4.8.1 Исследования химического состава, механических свойств и структуры металла следует выполнять для установления соответствия качества стали или сварного соединения требованиям действующих нормативных документов, а также для выявления возможных дефектов в структуре металла или изменений характеристик материала, возникших вследствие длительной эксплуатации или нарушений нормальных условий работы.
6.4.8.2 Предпочтение следует отдавать неразрушающим методам контроля, и только в необходимых случаях исследования проводить на контрольных образцах, вырезанных из металла основных элементов трубопровода.
6.4.8.3 Контроль твердости следует выполнять переносными твердомерами статического или динамического действия. Для косвенной (приближенной) оценки временного сопротивления допускается перевод этих значений твердости в прочностные характеристики в соответствии с ГОСТ 22761. Определение твердости следует проводить на элементах или участках линий трубопроводов с толщиной стенки (номинальной) не менее 8 мм, при этом, участки контроля твердости рекомендуется располагать над жесткими опорами. Количество точек измерения твердости и их расположение должны быть указаны в программе диагностирования трубопровода, результаты измерения твердости должны быть обобщены и представлены в виде протокола.
6.4.8.4 Исследования микроструктуры основного металла и сварных соединений неразрушающими или разрушающими методами выполняют на репликах или сколах. Рекомендуется исследовать микроструктуру при 100- и 500-кратном увеличении. Исследования структуры металла проводят в околошовных участках сварных соединений (методом реплик или на сколах) и при необходимости на гибах (методом реплик). Металлографические исследования проводят с целью оценки структурного состояния металла, в первую очередь, для выявления графитизации в зонах термического влияния сварных соединений. Контроль состояния металла элементов трубопровода методом реплик проводят для оценки микроповрежденности металла и изучения изменений его структуры. Отбор скола допускается производить на элементах трубопровода с толщиной стенки не менее 7 мм. Максимальная глубина выемки от скола не должна превышать 2-2,5 мм.
6.4.8.5 Исследования химического состава, механических свойств и структуры основного металла или (и) сварного соединения на образцах, вырезанных из трубопровода, проводятся в следующих случаях:
- при неудовлетворительных результатах измерения твердости металла переносным прибором;
- необходимости установления причин возникновения дефектов металла, влияющих на работоспособность трубопровода;
- нарушениях режимов эксплуатации, вследствие которых возможны изменения в структуре и свойствах металла, деформация и разрушение элементов трубопровода или появление других недопустимых дефектов;
- отсутствии в технической документации сведений о марке стали элементов трубопровода или использовании при ремонте (или монтаже) трубопровода материалов или полуфабрикатов, на которые отсутствуют сертификатные данные.
6.4.8.6 Химический состав определяется методами аналитического или спектрального анализа.
6.4.8.7 Результаты определения химического состава и механических свойств должны быть оформлены в виде протокола. Микроструктура металла должна быть представлена на фотографиях с описанием структурно-фазового состава, дисперсности и наличия неметаллических включений.
6.4.9 Испытания на прочность и плотность трубопроводов.
6.4.9.1 Испытания на прочность и плотность трубопроводов проводятся в виде гидравлических испытаний.
6.4.9.2 Гидравлическое испытание является завершающей операцией технического диагностирования трубопровода, осуществляемой с целью проверки плотности и прочности всех его элементов, работающих под давлением.
6.4.9.3 Гидравлическое испытание следует проводить при положительных результатах технического диагностирования и после устранения обнаруженных дефектов в соответствии с требованиями ПБ 10-573-03 [11] и с учетом следующих дополнительных требований:
- температура воды должна быть не менее 15 °С и не более 40 °С;
- время выдержки под пробным давлением должно быть не менее 10 мин;
- значение пробного давления следует устанавливать в зависимости от разрешенного рабочего давления.
6.4.9.4 Во время испытания давление в трубопроводе должно измеряться двумя манометрами, один из которых должен иметь класс точности не ниже 1,5.
6.4.9.6 Подъем давления до пробного должен быть медленным и плавным, без толчков. Время подъема давления должно быть не менее 10 мин. Если обеспечить это при помощи насоса с машинным приводом не представляется возможным, подъем давления должен осуществляться ручным насосом. По истечении 10 мин пробное давление снижается до рабочего и проводится осмотр трубопровода.
При появлении в период испытания шума, стуков или резкого падения давления следует немедленно прекратить гидравлическое испытание, выяснить и устранить их причину.
6.4.9.7 Результаты гидравлического испытания трубопровода признаются удовлетворительными, если не обнаружено:
- трещин или признаков разрыва (поверхностные трещины, надрывы и др.);
- течи, капель и влаги на основном металле и сварных соединениях;
- видимых остаточных деформаций.
6.4.9.8 При проведении гидравлического испытания допускается использование приборов акустической эмиссии. Необходимость и целесообразность использования метода акустической эмиссии и правила установки датчиков акустической эмиссии должны быть определены экспертной организацией.
6.4.9.9 Положительные результаты гидравлического испытания являются основанием для продления срока эксплуатации трубопровода.
6.4.10 Анализ результатов технического диагностирования и проведение расчетов на прочность.
6.4.10.1 Установленные по результатам анализа технической документации данные по материалам и технологии изготовления деталей и элементов трубопроводов, а также параметры и условия эксплуатации следует сопоставить с требованиями ПБ 10-573-03 [11].
Полученные по результатам контроля данные по геометрическим размерам, форме, свойствам металла элементов трубопровода следует сравнить с исходными (паспортными) данными, а выявленные отклонения размеров и формы, а также дефекты (коррозионные язвы, деформации, дефекты сварки и др.) сопоставить с нормами оценки качества раздела 6.5 настоящего стандарта.
При несоблюдении хотя бы одного из требований норм указанных в разделе 6.5, следует выполнить расчет на прочность с учетом полученных при контроле фактических данных по размерам, форме, свойствам металла элементов и наличию в них дефектов.
Поверочный расчет на прочность с учетом всех нагружающих факторов, включая нагрузки от самокомпенсации и веса, следует выполнять при несоблюдении хотя бы одного условия по 6.5.1- 6.5.4 настоящего стандарта. В этом случае расчет выполняется в соответствии с требованиями РД 10-249-98 [10].
Поверочный расчет на прочность от действия внутреннего давления (при статической нагрузке) необходимо проводить в соответствии с требованиями РД 10-249-98 [10] при невыполнении хотя бы одного условия 6.5.8; 6.5.9; 6.5.12; 6.5.14; 6.5.21 и 6.5.22 настоящего стандарта.
При появлении в период испытания шума, стуков или резкого падения давления следует немедленно прекратить гидравлическое испытание, выяснить и устранить их причину.
6.4.9.7 Результаты гидравлического испытания трубопровода признаются удовлетворительными, если не обнаружено:
- трещин или признаков разрыва (поверхностные трещины, надрывы и др.);
- течи, капель и влаги на основном металле и сварных соединениях;
- видимых остаточных деформаций.
6.4.9.8 При проведении гидравлического испытания допускается использование приборов акустической эмиссии. Необходимость и целесообразность использования метода акустической эмиссии и правила установки датчиков акустической эмиссии должны быть определены экспертной организацией.
6.4.9.9 Положительные результаты гидравлического испытания являются основанием для продления срока эксплуатации трубопровода.
6.4.10 Анализ результатов технического диагностирования и проведение расчетов на прочность.
6.4.10.1 Установленные по результатам анализа технической документации данные по материалам и технологии изготовления деталей и элементов трубопроводов, а также параметры и условия эксплуатации следует сопоставить с требованиями ПБ 10-573-03 [11].
6.4.10.2 Полученные по результатам контроля данные по геометрическим размерам, форме, свойствам металла элементов трубопровода следует сравнить с исходными (паспортными) данными, а выявленные отклонения размеров и формы, а также дефекты (коррозионные язвы, деформации, дефекты сварки и др.) сопоставить с нормами оценки качества раздела 6.5 настоящего стандарта.
6.4.10.3 При несоблюдении хотя бы одного из требований норм указанных в разделе 6.5, следует выполнить расчет на прочность с учетом полученных при контроле фактических данных по размерам, форме, свойствам металла элементов и наличию в них дефектов.
6.4.10.4 Поверочный расчет на прочность с учетом всех нагружающих факторов, включая нагрузки от самокомпенсации и веса, следует выполнять при несоблюдении хотя бы одного условия по 6.5.1- 6.5.4 настоящего стандарта. В этом случае расчет выполняется в соответствии с требованиями РД 10-249-98 [10].
6.4.10.5 Поверочный расчет на прочность от действия внутреннего давления (при статической нагрузке) необходимо проводить в соответствии с требованиями РД 10-249-98 [10] при невыполнении хотя бы одного условия 6.5.8; 6.5.9; 6.5.12; 6.5.14; 6.5.21 и 6.5.22 настоящего стандарта.
6.4.10.6 Поверочный расчет на усталостную прочность (циклическую долговечность) следует выполнять в следующих случаях:
- при невыполнении хотя бы одного условия 6.5.1, 6.5.2, 6.5.11, 6.5.12 и 6.5.20 настоящего стандарта;
- если число циклов изменения давления и температурных напряжений при работе трубопровода при переменном режиме за весь срок эксплуатации превышает 1000. При этом следует учитывать количество пусков-остановов трубопровода, гидроиспытаний и циклов переменных давлений, если размах колебаний давления превышает 15 % от номинального значения;
- если при учете только циклов "пуск-останов" трубопровода их количество за весь срок эксплуатации превышает 500.
Количество циклов при расчете на усталостную прочность принимается по данным владельца трубопровода за весь период эксплуатации, включая планируемый срок продления, но в любом случае оно устанавливается не менее 300.
Расчет на прочность и циклическую долговечность гибов трубопроводов, в том числе с учетом коррозионного воздействия, рекомендуется выполнять в соответствии с требованиями РД 10-249-98 [10].
6.4.10.7 При интенсивной местной или общей коррозии металла трубопровода (фактическая средняя скорость коррозии превышает 0,1 мм/год) следует выполнить расчет на прочность согласно РД 10-249-98 [10] по минимальной фактической толщине стенки с учетом ее последующего утонения на конец планируемого срока эксплуатации.
Если по результатам такого расчета нормативные условия прочности не выполняются для каких-либо элементов, пораженных локальной (язвенной) коррозией, допускается производить расчет по фактической среднеинтегральной толщине стенки элемента, определенной с учетом максимальной глубины (минимальной остаточной толщины) и удельного количества коррозионных язв (т.е. доли пораженной площади поверхности) в наиболее поврежденной зоне.
6.5 Нормы и критерии оценки качества основных элементов трубопроводов пара и горячей воды II, III и IV категории
6.5.1 Трассировка трубопровода и его основные геометрические размеры (протяженность трассы и отдельных участков, расстояние между опорами и подвесками, сортамент основных элементов) должны соответствовать монтажно-сборочному чертежу или исполнительной схеме. При отсутствии монтажно-сборочного чертежа схема трубопровода составлена на основании проведенных измерений.
6.5.2 Деформации участков трубопроводов в виде непроектных изгибов, выпучивания, провисания отдельных участков не допускаются. Наличие контруклонов не допускается, за исключением особых случаев, предусмотренных проектом.
6.5.3 Не допускаются повреждения в конструкциях опор скольжения и неподвижных опорах в виде деформаций, трещин, дефектов поверхности скольжения, а также обрывы тяг и разрушения пружин подвесок.
Не допускаются дефекты элементов опорно-подвесной системы трубопровода, указанные в 6.4.3.2 настоящего стандарта.
6.5.4 В местах прохода трубопровода через стенки, площадки (перекрытия), вблизи колонн или сооружений не должно быть защемления трубопровода.
6.5.5 При невыполнении 6.5.1- 6.5.4 настоящего стандарта следует выполнить поверочный расчет на прочность в соответствии с РД 10-249-98 [10] с учетом всего комплекса нагружающих факторов и произвести необходимый объем ремонтных работ на трубопроводе в целях исправления выявленных дефектов и приведения его в проектное состояние.
6.5.6 Не допускается дальнейшая эксплуатация трубопровода с неисправными дренажными устройствами.
6.5.7 Размеры основных элементов трубопроводов должны соответствовать (с учетом допусков) проектным, указанным в паспорте трубопровода и заводских чертежах. Утонение стенки элементов трубопровода не должно приводить к понижению запасов их прочности ниже уровня нормативных значений.
6.5.8 Механические свойства металла основных элементов трубопровода, в том числе сварочных материалов, указанные в сертификатных данных (при их наличии), должны удовлетворять требованиям соответствующих нормативных документов.
6.5.9 Если требования 6.5.7 или (и) 6.5.8 не выполняются, то необходимо выполнить поверочный расчет на прочность от действия внутреннего давления с учетом изменения геометрических размеров элемента или (и) механических свойств металла. Расчет следует выполнять согласно РД 10-249-98 [10]. Минимальная толщина стенки элемента трубопровода должна быть не менее расчетной с учетом эксплуатационной прибавки на коррозию и эрозию. Допускается принимать эксплуатационную прибавку меньше ее значения, устанавливаемого при расчете трубопровода на стадии проектирования; при этом срок эксплуатации трубопровода до следующего (очередного) диагностирования должен назначаться с учетом фактических данных по скорости коррозии металла.
6.5.10 Смещение кромок сваренных элементов трубопроводов должно соответствовать допускам, установленным ПБ 10-573-03 [11] или (и) требованиям нормативных документов на изготовление трубопровода.
6.5.11 Овальность гибов труб не должна превышать 8 % для трубопроводов II категории и 10 % для трубопроводов III и IV категории.
6.5.12 На внутреннем обводе гибов допускаются плавная неровность с наибольшей высотой волн не более половины номинальной толщины стенки трубы, но не более 5 мм.
6.5.13 Допускаются вмятины или выпучины, максимальный размер которых по поверхности элемента не превышает 0,2 Da, но не более 10 S, (где Da - наружный диаметр, S - номинальная толщина стенки), максимальный относительный прогиб не превышает 5 % при абсолютной его величине не более 5 мм.
6.5.14 Значения твердости металла по данным измерений переносными приборами должны быть в следующих пределах:
- для сталей марок Ст 3(4), 10, 20, 15К и 20К - от 110 до 180 НВ;
- для сталей марок 09Г2С, 15ГС, 16ГС, 17ГС, 12ХМ, 15ХМ, 12Х1МФ и Х5М - от 120 до 200 НВ.
6.5.15 Одиночные коррозионные язвы, эрозионные повреждения или раковины глубиной менее 20 % от номинальной толщины стенки элемента, но не более 2,5 мм, обнаруженные в процессе контроля, допускается оставлять в эксплуатации без исправления. Одиночными считаются дефекты, расстояние между ближайшими кромками которых превышает утроенное значение максимального диаметра наибольшего из дефектов.
Допускается оставлять скопления коррозионных язв глубиной не более 1,0 мм. Продольные цепочки язв, а также трещины всех видов и направлений не допускаются.
6.5.16 Подлежащие выборке дефекты необходимо зашлифовать с плавным скруглением краев выборок и затем проконтролировать на отсутствие трещин методами капиллярной или магнитопорошковой дефектоскопии по всей поверхности выборок.
Выборка дефектов на поверхности растянутой части отводов трубопроводов не допускается.
6.5.17 На уплотнительных поверхностях фланцев не допускаются риски, раковины, забоины и другие дефекты поверхности металла, различимые при визуальном контроле. Допускаются концентрически расположенные риски шириной не более 1,0 мм и глубиной не более 0,5 мм.
6.5.18 В крепежных деталях разъемных соединений трубопроводов не допускаются следующие дефекты:
- трещины;
- вытягивания резьбы;
- рваные места, выкрашивание ниток резьбы глубиной более 1/3 высоты профиля резьбы или длиной более 5 % общей длины резьбы по винтовой линии, а в одном витке - более 25 % его длины;
- отклонение от прямолинейности более 0,2 мм на 100 мм длины;
- повреждение граней и углов гаек, препятствующее затяжке крепежного изделия, или уменьшение номинального размера под ключ более чем на 3 %;
- вмятины глубиной более 1/3 профиля резьбы.
Обнаруженные заусенцы, вмятины глубиной менее 1/3 высоты профиля резьбы и длиной менее 8 % длины резьбы, в одном витке - менее 50 % его длины устраняются прогонкой резьбонарезным инструментом.
Повреждения гладкой части шпилек (болтов) устраняются механической обработкой. Допустимое уменьшение диаметра не должно превышать 3 % от номинального. Шероховатость поверхности - не ниже Rz 40.
6.5.19 Качество сварных соединений должно соответствовать по результатам контроля требованиям, изложенным в ПБ 10-573-03 [11].
Качество сварных соединений следует считать неудовлетворительным, если в них при любом виде контроля будут обнаружены внутренние или поверхностные дефекты, выходящие за пределы норм, установленных ПБ 10-573-03 [11].
6.5.20 Допускаются местные подрезы в сварных соединениях трубопроводов. При этом глубина подрезов не может превышать 5 % толщины стенки трубы, но не более 0,5 мм, а их общая протяженность - 10 % длины шва для трубопроводов категории II и 20 % длины шва - Для трубопроводов категорий III, IV.
6.5.21 Структура металла по результатам металлографических исследований на репликах (или сколах) или на контрольных образцах не должна иметь аномальных изменений в виде микротрещин, пор и недопустимой графитизации (степень графитизации металла не должна превышать балл 2).
При обнаружении недопустимого уровня графитизации металла трубопровода для обеспечения возможности его дальнейшей эксплуатации может быть назначено проведение восстановительной термической обработки.
6.5.22 Механические свойства, определенные при комнатной температуре на контрольных образцах металла, вырезанных из элементов трубопровода, должны удовлетворять следующим требованиям:
- прочностные характеристики металла (временное сопротивление и условный предел текучести) не могут отличаться в меньшую сторону от значений, регламентированных действующими нормативными документами более чем на 5%;
- отношение предела текучести к временному сопротивлению не может превышать 0,65 для углеродистых сталей и 0,75 для легированных сталей перлитного класса.
6.6 Определение возможности, сроков, параметров и условий эксплуатации трубопроводов пара и горячей воды II, III и IV категории
6.6.1 Возможность, сроки и условия дальнейшей эксплуатации трубопроводов определяют по результатам контроля и поверочных расчетов на прочность.
6.6.2 Необходимым условием возможности дальнейшей безопасной эксплуатации трубопровода при расчетных или разрешенных параметрах является соответствие элементов трубопровода условиям прочности, установленным РД 10-249-98 [10], а также выполнение обязательных требований раздела 6.5 настоящего стандарта.
6.6.3 При неудовлетворительных результатах поверочного расчета на прочность дальнейшая эксплуатация трубопровода возможна после проведения ремонта (реконструкции) отдельных узлов или участков трубопровода и (или) переналадки его опорно-подвесной системы.
6.6.4 Если по условиям прочности при статическом нагружении (от внутреннего давления) отдельные элементы или узлы трубопровода из-за утонения стенок от коррозии, эрозии или каких-либо других повреждений, а также из-за снижения механических свойств основного металла или сварных соединений или пониженных запасов прочности не выдерживают расчетного давления и температуры, продление срока эксплуатации возможно после восстановительного ремонта или замены элементов (узлов), не удовлетворяющих условиям прочности, или при установлении дополнительных требований к условиям эксплуатации трубопровода, включая параметры его работы, а также надзор и проверку состояния трубопровода в процессе разрешенного срока эксплуатации.
6.6.5 Трубопровод считается пригодным к дальнейшей эксплуатации, если по результатам его обследования подтверждается, что состояние основного металла и сварных соединений удовлетворяет требованиям ПБ 10-573-03 [11] и настоящего стандарта; коррозионный и эрозионный износ, а также изменения состояния трассы и геометрических размеров элементов трубопровода обеспечивают нормативные запасы прочности в соответствии с РД 10-249-98 [10].
При необходимости оценки остаточного ресурса трубопроводов с учетом цикличности нагружения или коррозии металла, а также для трубопроводов II категории с температурой эксплуатации 390 "С и более допускаемый срок продления эксплуатации трубопровода устанавливается по результатам расчетов на прочность с учетом этих факторов в соответствии с РД 10-249-98 [10].
6.6.6 Контролируемый трубопровод допускается к дальнейшей эксплуатации сроком не более чем на 8 лет, трубопровод II категории - не более чем на 50 тыс. ч эксплуатации на основании положительных результатов контроля, расчетов на прочность и гидравлических испытаний при соблюдении установленных требований по условиям пуска и эксплуатации трубопровода, а также рекомендаций заключения по итогам технического диагностирования.
6.6.7 По истечении срока службы трубопровода, установленного по результатам первичного диагностирования, следует провести очередной (повторный) контроль трубопровода для определения возможности, условий и сроков его дальнейшей эксплуатации. Программа последующего (повторного) обследования может отличаться от программы первичного обследования трубопровода.
6.7 Оформление результатов технического диагностирования трубопроводов пара и горячей воды II, III и IV категории
6.7.1 На выполненные при техническом диагностировании (экспертизе промышленной безопасности) работы экспертная организация составляет первичную документацию (акты, протоколы, таблицы, схемы, фотографии).
На основании первичной документации о результатах технического диагностирования и проведенных расчетов на прочность должно быть оформлено заключение экспертизы промышленной безопасности трубопровода.
6.7.2 Заключение содержит:
- наименование заключения экспертизы;
- вводную часть, включающую основание для проведения экспертизы, сведения об экспертной организации, сведения об экспертах и наличии лицензии на право проведения экспертизы промышленной безопасности;
- перечень объектов экспертизы, на которые распространяется действие заключения экспертизы;
- данные о заказчике;
- цель экспертизы;
- сведения о рассмотренных в процессе экспертизы документах (проектных, конструкторских, эксплуатационных, ремонтных, декларации промышленной безопасности), оборудовании и др. с указанием объема материалов, имеющих шифр, номер, марку или другую индикацию, необходимую для идентификации;
- краткую характеристику и назначение объекта экспертизы (конструкция, материалы и технология изготовления; условия эксплуатации): наименование трубопровода (по функциональному назначению); дата окончания монтажа и ввода в эксплуатацию; рабочая среда; расчетные (проектные) технические характеристики (давление, температура); категория и группа трубопровода; краткая характеристика конструкции и технологии изготовления; основные размеры трубопровода (типоразмеры примененных труб); материалы основных элементов трубопровода; данные по сварке (выполненной монтажной организацией); сведения по термообработке сварных соединений; объемы, методы и результаты дефектоскопического контроля при монтаже (и изготовлении); сведения об эксплуатации (количество пусков-остановов и гидроиспытаний, данные о наличии циклической составляющей нагружения); сведения о реконструкции и ремонте (использованные марки сталей и сварочные материалы; объемы, методы и результаты дефектоскопического контроля);
- результаты проведенной экспертизы:
а) данные о состоянии наружных и внутренних поверхностей основных элементов; сведения о дефектах основного металла, а также дефектах сварных и фланцевых соединений, обнаруженных при визуальном и измерительном контроле или методами дефектоскопии проникающими веществами, магнитопорошковой дефектоскопии или другими методами;
б) результаты измерений геометрических размеров основных элементов, включая отклонения от заданной формы;
в) результаты ультразвукового контроля сварных соединений;
г) данные по ультразвуковому контролю толщины стенки основных элементов;
д) результаты измерений твердости металла основных элементов неразрушающими методами;
е) сведения об исследованиях химического состава, механических свойств и микроструктуры металла основных элементов на вырезках;
ж) результаты испытаний на прочность (указывают условия проведения и пробное давление);
- заключительную часть с обоснованными выводами, а также рекомендациями по техническим решениям и проведению компенсирующих мероприятий;
- приложения, содержащие перечень использованной при экспертизе нормативной технической и методической документации, актов испытаний (при проведении их силами экспертной организации).
Результаты дефектоскопического контроля неразрушающими методами, результаты механических испытаний металла, химического анализа оформляют протоколами, прилагаемыми к заключению. Графическое изображение результатов контроля наносится на схемы, которые вместе с другими материалами (дефектограммами, фотографиями дефектов, микроструктуры металла и др.) прилагаются к заключению.
6.7.3 Заключение экспертизы подписывается руководителем экспертной организации, заверяется печатью экспертной организации, прошивается с указанием количества сшитых страниц и передается заказчику.
6.7.4. Заказчик или экспертная организация представляет заключение экспертизы в центральный аппарат или территориальные органы Ростехнадзора для рассмотрения, регистрации и утверждения в установленном порядке.
6.7.5 Заключение хранится у владельца трубопровода вместе с паспортом трубопровода и в экспертных организациях, проводивших диагностирование. Сроки хранения:
- у владельца трубопровода - до момента демонтажа оборудования;
- в экспертных организациях - по их усмотрению.
7 Методические указания по экспертизе промышленной безопасности и техническому диагностированию утилизационных теплообменников газоперекачивающих агрегатов
7.1 Сроки службы и условия проведения технического диагностирования
7.1.1 Техническое диагностирование утилизационных теплообменников газоперекачивающих агрегатов (далее - утилизационных теплообменников) следует проводить в период эксплуатации утилизационного теплообменника в пределах назначенного срока службы, после истечения назначенного срока службы, после аварии, а также в иных случаях, предусмотренных положениями и инструкциями, действующими на предприятии.
7.1.2 Назначенный срок службы для каждого типа утилизационных теплообменников устанавливают предприятия-изготовители и указывают его в паспорте теплообменника. При отсутствии такого указания длительность назначенного срока службы устанавливается 20 лет.
7.1.3 В пределах назначенного срока службы техническое диагностирование утилизационных теплообменников следует проводить не реже одного раза в десять лет с целью выявления изменений фактических параметров теплообменника, вызванных возможными отклонениями от нормальных условий эксплуатации (периодическое техническое диагностирование).
Техническое диагностирование следует проводить до начала технического освидетельствования. Техническое диагностирование включает:
- наружный осмотр;
- контрольные измерения толщины стенки основных элементов неразрушающими методами контроля;
- гидравлическое испытание утилизационного теплообменника. Техническое диагностирование не заменяет проводящихся в установленном порядке технических освидетельствований утилизационного теплообменника.
Периодичность, методы, зоны и объем технического диагностирования в пределах назначенного срока определяются в соответствии с требованиями инструкций по техническому диагностированию предприятий-изготовителей.
При обнаружении дефектов основного металла и сварных соединений следует выполнять поверочные расчеты на прочность.
По результатам технического диагностирования и расчетам на прочность согласно РД 10-249-98 [10] определяют необходимость и объем ремонта, частичной или полной замены изношенных элементов, возможность и рабочие параметры (расчетные или сниженные) дальнейшей эксплуатации утилизационного теплообменника до следующего технического диагностирования.
7.1.4 Техническое диагностирование утилизационного теплообменника, отработавшего назначенный срок службы (экспертное техническое диагностирование), включает:
- наружный осмотр;
- измерение выявленных дефектов (коррозионных язв, трещин, деформаций и других);
- контроль сплошности сварных соединений и основного металла неразрушающими методами;
- ультразвуковой контроль толщины стенки;
- определение твердости металла с помощью переносных приборов;
- лабораторные исследования (при необходимости) свойств и структуры материала основных элементов;
- прогнозирование на основании анализа результатов технического диагностирования и расчетов на прочность, возможности, предельных рабочих параметров, условий и сроков дальнейшей эксплуатации утилизационного теплообменника.
7.1.5 После аварии следует проводить внеочередное техническое диагностирование, которое должно включать методы, перечисленные в 7.1.3 и 7.1.4 настоящего стандарта. Оно может быть частичным в зависимости от объемов и степени повреждения элементов утилизационного теплообменника. Объем технического диагностирования определяет экспертная организация.
7.1.6 Зоны, методы и объемы работ по техническому диагностированию утилизационного теплообменника, отработавшего назначенный срок службы, а также после аварии, определяются индивидуальной программой диагностирования, разработанной на основе типовой программы, приведенной в приложении А.
7.2 Организация технического диагностирования утилизационных теплообменников газоперекачивающих агрегатов
7.2.1 Организация работ по проведению технического диагностирования утилизационных теплообменников возлагается на их владельца.
7.2.2 Специалисты, проводящие техническое диагностирование и экспертизу промышленной безопасности, должны быть аттестованы в установленном порядке и иметь необходимый квалификационный уровень согласно СДА-12 [7]. Специалисты, проводящие работы по неразрушающему контролю, должны быть аттестованы по соответствующим видам неразрушающего контроля на уровень не ниже второго согласно ПБ 03-440-02 [8].
7.3 Подготовка к техническому диагностированию утилизационных теплообменников газоперекачивающих агрегатов
7.3.1 Подготовку к техническому диагностированию должен проводить владелец утилизационного теплообменника.
7.3.2 Утилизационные теплообменники, подлежащие техническому диагностированию, должны быть остановлены, охлаждены, освобождены от рабочей среды и отключены заглушками от действующих трубопроводов и других коммуникаций; обмуровка и изоляция, препятствующие контролю, должны быть частично или полностью удалены; при необходимости должны быть сооружены леса.
7.3.3 Отдельные участки поверхности необходимо зачистить для проведения контроля неразрушающими методами. Зоны, объем, и качество зачистки поверхности должен определять, после изучения документации утилизационного теплообменника и выполнения визуального контроля, руководитель работы от организации, проводящей техническое диагностирование, с учетом требований нормативных документов на применяемые методы контроля.
7.3.4 Владелец утилизационного теплообменника должен представить экспертной организации паспорт утилизационного теплообменника, ремонтный журнал, журнал по водоподготовке, заключения по предыдущим диагностическим обследованиям, прочие материалы, в которых содержатся данные по конструкции утилизационного теплообменника, условиям эксплуатации, ремонтам и реконструкциям основных элементов.
7.4 Порядок проведения технического диагностирования утилизационных теплообменников газоперекачивающих агрегатов
7.4.1 Анализ технической и эксплуатационной документации.
7.4.1.1 Анализ технической и эксплуатационной документации проводится экспертной организацией. Его целью является ознакомление с конструктивными особенностями, материалами, технологией изготовления и условиями эксплуатации утилизационного теплообменника, а также выявление мест и возможных причин образования дефектов в материале основных элементов в результате эксплуатации.
7.4.1.2 Анализ технической и эксплуатационной документации включает:
- проверку соответствия фактических режимов эксплуатации проектным по температуре, давлению, числу остановов, качеству питательной воды;
- анализ сертификатных данных для выявления случаев отклонения в исходных механических свойствах металла или его химического состава;
- анализ данных о повреждениях, ремонтах, заменах, реконструкциях, осмотрах, очистках, промывках основных элементов утилизационного теплообменника, результатах технических освидетельствований и гидравлических испытаний;
- определение длительности эксплуатации оборудования в аномальных условиях, анализ обстоятельств и причин аварийных остановов и определение зон основных элементов, которые могли подвергаться негативному воздействию; получение информации о наличии дефектов, интенсивности их развития, а также о возможных изменениях механических характеристик и структуры металла элементов в процессе эксплуатации.
7.4.1.3 Результаты анализа технической и эксплуатационной документации используют для составления и корректировки индивидуальной программы технического диагностирования утилизационного теплообменника.
7.4.2 Разработка индивидуальной программы диагностирования.
7.4.2.1 Типовая программа технического диагностирования утилизационных теплообменников приведена в приложении А.
7.4.2.2 В типовой программе определены:
- основные элементы утилизационных теплообменников, работающие в режимах, под воздействием которых могут возникать и развиваться процессы усталости, эрозии, коррозии, а также процессы, вызывающие изменение геометрических размеров, структуры и механических свойств металла;
- наиболее напряженные зоны (участки) основных элементов утилизационных теплообменников, которые в результате особенностей конструктивного исполнения или условий эксплуатации наиболее предрасположены к образованию различных дефектов;
- объемы и методы контроля или исследования механических свойств и микроструктуры металла основных элементов.
7.4.2.3 Типовой программой предусмотрены следующие методы контроля:
- наружный осмотр;
- визуальный и измерительный контроль;
- капиллярная дефектоскопия;
- магнитопорошковая дефектоскопия;
- метод магнитной памяти металла;
- ультразвуковая толщинометрия стенки;
- ультразвуковой контроль сварных соединений и основного металла;
- измерение твердости переносными приборами;
- определение механических свойств;
- анализ микроструктуры металла элементов по репликам (в случае необходимости);
- испытания на прочность и плотность.
7.4.2.4 На основе типовой программы на каждый конкретный тип или группу утилизационных теплообменников, работающих в одинаковых условиях, экспертная организация разрабатывает индивидуальную программу технического диагностирования, учитывающую конструктивные особенности, конкретные условия эксплуатации, наличие или отсутствие аварий за период эксплуатации, выполненные ранее работы по ремонту или реконструкции и другие данные, полученные при анализе технической и эксплуатационной документации.
В индивидуальной программе должны быть определены основные элементы, зоны, подлежащие контролю, а также объемы, методы неразрушающего контроля; обоснованы необходимость и объемы лабораторных исследований структуры и свойств металла конкретного диагностируемого утилизационного теплообменника.
Индивидуальная программа может быть откорректирована в процессе проведения технического диагностирования в сторону расширения при обнаружении скрытых (неявных) дефектов. Количество применяемых в этом случае методов контроля и объем производимых измерений определяет ведущий эксперт.
7.4.3 Осмотр утилизационных теплообменников
7.4.3.1 Осмотр утилизационных теплообменников проводится с целью проверки соответствия их конструктивных элементов технической документации. Одновременно выявляются места и технологические методы произведенных ремонтов.
7.4.3.2 Особенное внимание следует обращать на изменение формы и геометрических размеров основных элементов теплообменников, произошедших в процессе эксплуатации (вмятины, выпучины и отклонения образующих элементов утилизационного теплообменника от прямолинейности, следы механического и коррозионного износа).
7.4.3.3 Результаты осмотра конструкций утилизационных теплообменников являются основанием для корректировки индивидуальной программы технического диагностирования.
7.4.4 Визуальный и измерительный контроль.
7.4.4.1 Визуальный и измерительный контроль проводят для выявления и измерения обнаруженных дефектов (поверхностных трещин всех видов и направлений, коррозионных повреждений, эрозионного износа, расслоений, вмятин, выпучин, механических повреждений), образовавшихся в процессе эксплуатации или на стадии монтажа или ремонта, развитие которых может привести к разрушению поврежденных элементов утилизационного теплообменника.
По результатам визуального и измерительного контроля следует откорректировать индивидуальную программу технического
диагностирования в части применения методов неразрушающего контроля и их объемов.
7.4.4.2 Визуальному и измерительному контролю подлежат основной металл, сварные соединения с наружной и внутренней стороны элементов.
7.4.4.3 При проведении визуального контроля особое внимание следует обращать на следующие факторы:
а) появление трещин в следующих зонах:
- в стыковых сварных соединениях, по линии сплавления, зонах термического влияния и в наплавленном металле поперек (вдоль) сварного шва;
- на кромках трубных отверстий и на поверхности вокруг или внутри их;
б) состояние регулирующих заслонок, рычагов и тяг их приводной системы, опорных втулок хвостовиков заслонок. Состояние регулирующей системы не должно позволять одновременного закрытия заслонок основного и байпасного газоходов.
7.4.4.4 Выявленные в результате визуального и измерительного контроля дефекты следует нанести на схемы с подробным описанием их формы, линейных размеров, месторасположения.
7.4.5 Контроль наружной и внутренней поверхностей основных элементов методами капиллярной и магнитопорошковой дефектоскопии.
7.4.5.1 Контроль следует осуществлять в соответствии с требованиями ГОСТ 18442, ГОСТ 21105 с целью выявления и определения размеров и конфигурации поверхностных и подповерхностных трещин, а также дефектов коррозионного происхождения.
7.4.5.2 Контроль проводят по результатам осмотров на участках поверхности, где подозревается образование трещины, или в местах выборок коррозионных язв, трещин и других дефектов, или в местах ремонтных заварок, а также на контрольных участках элементов, указанных в индивидуальной программе.
7.4.5.3 Выявленные дефекты с подробным описанием их формы, линейных размеров, месторасположения должны быть нанесены на схемы или зафиксированы на фотографиях.
7.4.6 Контроль методом магнитной памяти металла.
7.4.6.1 Метод магнитной памяти металла применяется с целью обнаружения и локализации внутренних дефектов сварных соединений и основного металла элементов утилизационного теплообменника, подвергнутых воздействию максимальных нагрузок по конструктивным и эксплуатационным параметрам.
7.4.6.2 Обнаруженные дефекты в обязательном порядке должны быть подтверждены другим методом неразрушающего контроля и обозначены на схемах.
7.4.7 Ультразвуковая толщинометрия.
7.4.7.1 Ультразвуковой контроль толщины стенки проводят в соответствии с требованиями ГОСТ 28702 для определения толщины стенки элементов утилизационного теплообменника. По результатам ультразвукового контроля толщины стенки определяют скорость их коррозии и устанавливают сроки замены изношенных элементов или уровни снижения рабочих параметров, а также сроки проведения восстановительного ремонта.
7.4.7.2 Ультразвуковой контроль толщины стенки труб поверхностей нагрева проводят в наиболее теплонапряженных местах и местах наибольшего коррозионного или эрозионного износа.
7.4.7.3 Измерения толщины стенки гибов труб следует выполнять в растянутой и нейтральной зонах гибов.
7.4.7.4 Контроль толщины стенки коллекторов проводят в точках, расположенных вдоль нижней образующей, а также на участках вблизи зон радиальных отверстий.
7.4.7.5 Результаты измерений толщины стенок элементов должны быть оформлены протоколом. Расположение точек замеров толщины стенок элементов с привязкой к основным размерам элементов утилизационного теплообменника следует наносить на схемы.
7.4.8 Ультразвуковой контроль сварных соединений и металла гибов.
7.4.8.1 Ультразвуковой контроль следует проводить с целью выявления внутренних дефектов в сварных соединениях (трещин, непроваров, пор, шлаковых включений и др.) в основном металле и в металле гибов.
7.4.8.2 Результаты ультразвукового контроля должны быть оформлены протоколами. Расположение мест контроля с привязкой к основным размерам элементов утилизационного теплообменника следует нанести на схему.
7.4.9 Определение химического состава, механических свойств и структуры металла.
7.4.9.1 Исследования механических свойств и микроструктуры металла элементов утилизационных теплообменников следует выполнять для установления их соответствия требованиям действующих нормативных документов и выявления изменений, возникших в результате нарушения нормальных условий работы или в связи с длительной эксплуатацией.
7.4.9.2 Исследования механических свойств и структуры металла следует проводить неразрушающими методами контроля.
7.4.9.3 Измерения твердости производятся в соответствии с требованиями нормативной документации: ГОСТ 22761, ГОСТ 22762, ГОСТ 18661 с использованием переносных твердомеров статического или динамического действия. Для ориентировочной оценки временного сопротивления допускается перевод этих значений твердости в прочностные характеристики в соответствии с ГОСТ 22761.
7.4.9.4 Исследования микроструктуры основного металла и сварных соединений неразрушающими методами следует выполнять на репликах. Рекомендуется исследовать микроструктуру при 100- и 500-кратном увеличении.
7.4.9.5 Результаты определения механических свойств должны быть оформлены в виде протоколов, микроструктуру необходимо зафиксировать на фотографиях с описанием структурно-фазового состава, дисперсности и наличия неметаллических включений.
7.4.10 Испытания на прочность и плотность.
7.4.10.1 Испытания на прочность и плотность утилизационных теплообменников проводятся в виде гидравлических испытаний.
7.4.10.2 Гидравлическое испытание является завершающей операцией технического диагностирования утилизационного теплообменника, осуществляемой с целью проверки плотности и прочности всех его элементов, работающих под давлением.
7.4.10.3 Гидравлическое испытание следует проводить при положительных результатах технического диагностирования и после устранения обнаруженных дефектов с учетом следующих требований:
- пробное давление принимается равным 1,25 рабочего давления;
- температура воды должна быть не менее 15 °С и не более 40 °С;
- время выдержки под пробным давлением должно быть не менее 10 мин.
7.4.10.4 Вместе с утилизационным теплообменником подвергается испытанию его арматура: предохранительные клапаны, запорная арматура. При необходимости установки заглушек они ставятся за запорной арматурой.
Если в результате заполнения утилизационного теплообменника водой на его стенках появится влага, то испытание следует проводить лишь после высыхания стенок.
7.4.10.5 Во время испытания давление в утилизационном теплообменнике должно измеряться двумя манометрами, один из которых должен иметь класс точности не ниже 1,5.
7.4.10.6 Подъем давления до пробного должен быть медленным и плавным, без толчков. Время подъема давления должно быть не менее 10 мин. Если обеспечить это при помощи насоса с машинным приводом не представляется возможным, подъем давления должен осуществляться ручным насосом. По истечении 10 мин давление снижается до рабочего и проводится осмотр утилизационного теплообменника.
При появлении в период испытания шума, стуков или резкого падения давления следует немедленно прекратить гидравлическое испытание, выяснить и устранить их причину.
7.4.10.7 Результаты гидравлического испытания утилизационного теплообменника признаются удовлетворительными, если не обнаружено:
- трещин или признаков разрыва (поверхностные трещины, надрывы и др.);
- течи, капель и влаги на поверхности основного металла, сварных соединений;
- видимых остаточных деформаций.
7.4.11 Анализ результатов технического диагностирования и проведение расчетов на прочность.
7.4.11.1 Полученные фактические данные по геометрическим размерам, формам, по свойствам металла основных элементов следует сравнить с исходными, а размеры выявленных дефектов (коррозионных язв и др.) сопоставить с нормами оценки качества.
7.4.11.2 При превышении размеров выявленных дефектов от требований норм следует провести расчет на прочность с учетом полученных при диагностировании фактических размеров толщины стенки, свойств металла и наличия дефектов в основных элементах.
7.4.11.3 При обнаружении местных или общих остаточных деформаций, изменяющих форму основного элемента утилизационного теплообменника, следует выполнить поверочный расчет на прочность с определением местных напряжений.
7.4.11.4 При интенсивной местной или общей коррозии металла в основных элементах утилизационного теплообменника (средняя скорость коррозии превышает 0,15 мм/год) следует выполнить расчет на прочность по минимальной фактической толщине стенки с учетом ее последующего уменьшения на конец планируемого срока эксплуатации.
7.5 Нормы и критерии оценки качества основных элементов утилизационных теплообменников газоперекачивающих агрегатов
7.5.1 Геометрические размеры, определяющие прочность элементов утилизационных теплообменников, должны соответствовать расчетным с учетом эксплуатационных прибавок и минимально допустимых значений толщины стенки.
7.5.2 Механические свойства металла основных элементов утилизационного теплообменника, указанные в сертификатных данных, должны соответствовать требованиям проектных документов на утилизационный теплообменник.
7.5.3 В случае, если требования 7.5.1 и 7.5.2 настоящего стандарта не удовлетворяются, необходимо выполнить поверочный расчет на прочность в соответствии с РД 10-249-98 [10] с учетом снижения толщины стенки или фактических механических свойств металла с целью определения допускаемого рабочего давления.
7.5.4 Смещение, несовпадение кромок стыкуемых листов должны соответствовать допускам, установленным проектными документами на изделие.
7.5.5 Одиночные коррозионные язвы и эрозионные повреждения глубиной до 15 % от номинальной толщины стенки, обнаруженные при визуальном осмотре, допускается не выбирать. Коррозионные и эрозионные повреждения металла большей глубины, а также цепочки язв должны быть выбраны абразивным инструментом с плавным закруглением краев выборок. Места выборок должны быть проверены на отсутствие трещин методами капиллярной или магнитопорошковой дефектоскопии.
При невозможности выборки поврежденного металла дефектные элементы могут быть допущены к временной эксплуатации на основании заключения экспертной организации.
7.5.6 Обнаруженные при контроле дефекты должны быть выбраны абразивным инструментом. Полноту выборки контролируют методами капиллярной или магнитопорошковой дефектоскопии.
7.5.7 Решение о необходимости заварки выборок коррозионно-эрозионных дефектов и (или) трещин принимает на основе расчета на прочность экспертная организация.
Если глубина выборки металла составляет 35 % от номинального значения толщины стенки, то следует выполнить заварку выборок независимо от результатов расчета на прочность.
7.5.8 Изменение наружного диаметра труб поверхностей нагрева утилизационных теплообменников не должно превышать 3,5 % от номинального диаметра для углеродистых сталей и 2,5 % для легированных сталей.
7.5.9 Максимальная овальность гибов труб поверхностей нагрева не должна превышать 12%.
Возможность дальнейшей эксплуатации труб поверхностей нагрева, гибы которых имеют овальность более 12 % (но не более 16 %), определяют экспертные организации на основании расчетов на прочность согласно РД 10-249-98 [10].
7.5.10 Уменьшение диаметра осей регулирующих заслонок, обусловленное механическим износом, не должно превышать 20 %.
7.5.11 Утонение стенки корпусных изделий, изготовленных из листов, не должно превышать 15 % от номинальной их толщины.
7.5.12 Овальность внутренней поверхности опорных втулок хвостовиков регулирующих заслонок более 10 % не допускается.
7.5.13 Утонение стенки прямых участков трубопроводов подвода и отвода воды, выявленное ультразвуковым или другими методами контроля, допускают не более чем на 30 % от номинальной толщины.
7.5.14 Качество сварных соединений должно соответствовать требованиям, установленным нормативными документами на сварку и на проведение дефектоскопического контроля сварных соединений РД 34.17.302- 97 [9].
7.5.15 Если по результатам ультразвукового контроля сварных соединений обнаруженные дефекты превышают нормы, то допуск утилизационного теплообменника к дальнейшей эксплуатации возможен только после проведения ремонтных работ.
7.5.16 Значения твердости металла основных элементов, по данным измерений переносными приборами, должны быть в следующих пределах:
для сталей марок 10, 20 и Ст3 - от 120 до 165 НВ;
для сталей марок 25К, 16ГТ, 15ГС, 16ГС, 12X1М1Ф - от 130 до 170 НВ.
7.5.17 Структура металла по результатам металлографических исследований на репликах не должна иметь аномальных изменений в виде микротрещин, пор и недопустимой графитизации по сравнению с требованиями к исходному состоянию.
7.5.18 Механические свойства, определенные при комнатной температуре на образцах, вырезанных из металла основных элементов утилизационного теплообменника, должны удовлетворять следующим требованиям:
- прочностные характеристики металла (временное сопротивление и условный предел текучести) не должны отличаться более чем на 5 % в меньшую сторону от значений, регламентированных действующими нормативными документами;
- отношение условного предела текучести к временному сопротивлению металла не должно превышать 0,75 для углеродистых сталей и 0,8 для легированных сталей;
- относительное удлинение должно быть не менее 16 %;
- ударная вязкость на образцах с концентратором типа V (KCV) должна быть не менее 25 Дж/см2 (2,5 кгс/см2) для элементов с толщиной стенки более 16 мм и не менее 20 Дж/см2 для элементов с толщиной стенки менее 16 мм.
7.6 Определение возможности, сроков, параметров и условий эксплуатации утилизационных теплообменников газоперекачивающих агрегатов
7.6.1 Возможность, сроки и параметры дальнейшей эксплуатации утилизационных теплообменников следует определять по результатам технического диагностирования расчетов на прочность.
7.6.2 Необходимым условием возможности дальнейшей безопасной эксплуатации утилизационного теплообменника на расчетных или разрешенных параметрах является соответствие элементов теплообменника условиям прочности, а также выполнение обязательных требований раздела 7.5 настоящего стандарта. При невыполнении хотя бы одного из требований раздела 7.5 решение о возможности, сроках и условиях дальнейшей эксплуатации этих элементов утилизационного теплообменника должна принимать экспертная организация.
7.6.3 Если по условию прочности при статических нагружениях отдельные элементы утилизационного теплообменника из-за утонения стенок от коррозии, эрозии или (и) каких-либо других повреждений, а также из-за изменения механических свойств основного металла, сварных соединений или пониженных запасов прочности, не выдерживают расчетного давления и температуры, продление срока службы утилизационного теплообменника возможно при установлении пониженных параметров или после восстановительного ремонта, или после замены элементов, не удовлетворяющих условиям прочности.
Снижение механических свойств основного металла или сварных соединений ниже требований нормативных документов следует учитывать в поверочных расчетах на прочность, проводимых специализированной экспертной организацией.
7.6.4 Разрешенное по результатам технического диагностирования сниженное давление не должно превышать минимальной его величины, установленной предприятием-изготовителем.
7.6.5 Диагностируемый утилизационный теплообменник может быть допущен к дальнейшей эксплуатации при расчетных или сниженных параметрах сроком не более чем на четыре года на основании положительных результатов технического диагностирования, прочностных расчетов и испытаний на прочность и плотность.
7.6.6 По истечении срока службы утилизационного теплообменника следует провести очередное техническое диагностирование для определения возможности, условий и сроков его дальнейшей эксплуатации. Программа последующего технического диагностирования может отличаться от программы предыдущего технического диагностирования, проведенного по истечении назначенного срока службы утилизационного теплообменника.
7.7 Оформление результатов технического диагностирования утилизационных теплообменников газоперекачивающих агрегатов
7.7.1 На выполненные при техническом диагностировании работы экспертная организация составляет первичную документацию (акты, протоколы, таблицы, схемы, фотографии).
На основании первичной документации о результатах технического диагностирования и проведенных расчетов на прочность должно быть оформлено заключение о техническом диагностировании утилизационного теплообменника.
7.7.2 Заключение содержит:
- наименование заключения;
- вводную часть, включающую основание для проведения технического диагностирования, сведения об экспертной организации, сведения об экспертах и наличии лицензии на право проведения экспертизы промышленной безопасности;
- перечень объектов, на которые распространяется действие заключения о техническом диагностировании;
- данные о заказчике;
- цель диагностирования;
- сведения о рассмотренных в процессе экспертизы документах (проектных, конструкторских, эксплуатационных, ремонтных, декларации промышленной безопасности), оборудовании и др. с указанием объема материалов, имеющих шифр, номер, марку или другую индикацию, необходимую для идентификации;
- краткую характеристику и назначение объекта диагностирования (паспортные данные теплообменника: наименование изготовителя, заводской и регистрационный номера, дата изготовления, дата ввода в эксплуатацию, расчетные давление, температура и производительность, краткое описание утилизационного теплообменника и сведения об основных его элементах (количество, геометрические размеры, материалы, способ соединения), назначенный срок службы. Условия эксплуатации: время эксплуатации, лет, час; число пусков, рабочие и разрешенные параметры, сведения о ремонтах; результаты предыдущего технического диагностирования и технических освидетельствований).
- результаты проведенного технического диагностирования:
а) данные о состоянии наружных и внутренних поверхностей основных элементов (наличие накипи, шлама, коррозии); сведения о дефектах основного металла, а также дефектах сварных, заклепочных, вальцовочных и фланцевых соединений, обнаруженных при визуальном и измерительном контроле, или методами контроля проникающими веществами, магнитопорошковой дефектоскопии или другими методами;
б) результаты измерений геометрических размеров основных элементов, включая отклонения от заданной формы;
в) результаты ультразвукового контроля сварных соединений;
г) данные по ультразвуковому контролю толщины стенки основных элементов;
д) результаты измерений твердости металла основных элементов неразрушающими методами;
е) сведения об исследованиях химического состава, механических свойств и микроструктуры металла основных элементов котлов, выполненные методами неразрушающего и разрушающего контроля;
ж) результаты испытаний на прочность и плотность (указывают условия проведения и пробное давление);
- заключительную часть с обоснованными выводами, а также рекомендациями по техническим решениям и проведению компенсирующих мероприятий;
- приложения, содержащие перечень использованной при экспертизе нормативной технической и методической документации, актов испытаний (при проведении их силами экспертной организации).
Результаты дефектоскопического контроля неразрушающими методами, результаты механических испытаний металла, химического анализа оформляют в виде протоколов, прилагаемых к заключению. Графическое изображение результатов контроля наносится на схемы, которые вместе с другими материалами (дефектограммами, фотографиями дефектов, микроструктуры металла и др.) прилагаются к заключению.
7.7.3 Заключение о техническом диагностировании подписывается руководителем экспертной организации, заверяется печатью экспертной организации, прошивается с указанием количества сшитых страниц и передается заказчику.
7.7.4 Заключение хранится у владельца утилизационного обменника вместе с паспортом утилизационного теплообменника и в экспертной организации. Сроки хранения:
- у владельца утилизационного теплообменника - до момента демонтажа оборудования;
- в экспертной организации - по ее усмотрению.
8 Методические указания по экспертизе промышленной безопасности и техническому диагностированию трубопроводов тепловых сетей
8.1 Сроки службы и условия проведения технического диагностирования
8.1.1 Техническое диагностирование трубопроводов тепловых сетей (далее - трубопроводов) проводится в пределах установленного срока службы, по истечении его и после аварии.
8.1.2 Срок службы трубопровода устанавливается организацией- изготовителем и указывается в паспорте трубопровода.
При отсутствии такого указания срок службы принимается равным 25 лет.
8.1.3 Техническое диагностирование трубопровода в пределах срока службы включает:
- наружный осмотр трубопровода в рабочем и холодном состояниях;
- контроль неразрушающими методами за состоянием металла и сварных соединений трубопровода в соответствии с инструкцией по эксплуатации, разработанной владельцем трубопровода;
- техническое освидетельствование трубопровода.
Качество основного металла и сварных соединений должно удовлетворять нормам оценки качества соответствующих нормативных документов по изготовлению, монтажу и контролю металла трубопровода ПБ 10-573-03 [11].
8.1.4 Обследование трубопровода, отработавшего срок службы, включает:
- анализ технической документации;
- визуальный контроль;
- контроль неразрушающими методами;
- исследование металла;
- расчет на прочность;
- испытания на прочность и плотность.
Зоны, методы и объемы контроля приведены в разделе 8.4 и в типовой программе технического диагностирования трубопроводов настоящего стандарта ( приложение Б).
8.1.5 После аварии проводится досрочное (внеочередное) техническое диагностирование трубопровода. Объем и методы контроля в соответствии с характером повреждений определяются экспертной организацией.
8.1.6 Эксплуатация трубопроводов сверх установленного срока службы может быть продлена после исправления дефектов (если они имели место), на основании положительных результатов диагностирования, лабораторных исследований, расчетов на прочность и испытаний на прочность и плотность.
8.1.7 Возможность увеличения срока службы трубопровода, условия и параметры его дальнейшей эксплуатации устанавливаются в соответствии с разделом 8.6 настоящего стандарта.
8.2 Организация технического диагностирования трубопроводов тепловых сетей
8.2.1 Организация работ по проведению технического диагностирования трубопроводов тепловых сетей возлагается на их владельца.
8.2.2. Техническое диагностирование трубопроводов, проработавших 40 и более лет, трубопроводов после аварии и оформление заключений по его результатам должен выполнять специализированный экспертно-диагностический центр ОАО «Газпром» - ООО «Газпромэнергодиагностика» в соответствии с «Положением о системе обеспечения промышленной безопасности теплового энергетического оборудования и сооружений энергохозяйства ОАО «Газпром» [5].
8.2.3 Специалисты, проводящие техническое диагностирование и экспертизу промышленной безопасности, должны быть аттестованы в установленном порядке и иметь необходимый квалификационный уровень в соответствии с СДА-12 [7]. Специалисты, проводящие работы по неразрушающему контролю, должны быть аттестованы по соответствующим видам неразрушающего контроля на уровень не ниже второго в соответствии с ПБ 03-440-02 [8].
8.3 Подготовка к техническому диагностированию трубопроводов тепловых сетей
8.3.1 Подготовка трубопроводов тепловых сетей к техническому диагностированию выполняется владельцем трубопровода.
8.3.2 Трубопроводы тепловых сетей, подлежащие техническому диагностированию, должны быть выведены из работы, охлаждены до температуры не выше 40 °С, дренированы, отключены от соседних трубопроводов, тепловая изоляция, препятствующая контролю технического состояния металла труб и сварных соединений, должна быть частично или полностью удалена в местах, оговоренных индивидуальной программой работ по техническому диагностированию.
8.3.3 Для проведения работ по вскрытию подземных трубопроводов тепловых сетей (вскрытие грунта и каналов, снятие изоляции), по снятию изоляции с трубопроводов, проложенных надземно и в тоннелях (проходных каналах) при техническом диагностировании владельцем трубопроводов должна быть организована комиссия под председательством лица, ответственного за исправное состояние и безопасную эксплуатацию трубопроводов, назначенного приказом по предприятию.
8.3.4 Вскрытие трубопроводов для диагностирования в подземных тепловых сетях, проложенных в непроходных каналах и бесканально, следует производить в первую очередь в местах, где имеют место признаки (критерии) опасности наружной коррозии трубопроводов.
Для подземных тепловых сетей, проложенных в каналах, признаками (критериями) опасности наружной коррозии трубопроводов являются:
- наличие воды в канале или занос канала грунтом, когда вода или грунт достигают изоляционной конструкции трубопровода;
- увлажнение теплоизоляционной конструкции трубопровода (обнаруживаемое в процессе эксплуатации) капельной влагой с перекрытия канала, которая достигает поверхности трубопровода, или влагой, стекающей по щитовой опоре.
Для подземных тепловых сетей, проложенных бесканально, признаками (критериями) опасности наружной коррозии трубопроводов являются:
- коррозионная агрессивность грунтов, оцененная как «высокая»;
- опасное влияние постоянных и переменных блуждающих токов на трубопроводы.
Признаком опасного влияния постоянных блуждающих токов на трубопроводы подземных тепловых сетей следует считать наличие знакопеременного (знакопеременная зона) или изменяющегося во времени смещения разности потенциалов между трубопроводами тепловых сетей и электродом сравнения от стационарного потенциала в сторону положительных значений (анодная зона). Признаком опасного влияния переменных блуждающих токов на трубопроводы подземных тепловых сетей следует считать смещение среднего значения разности потенциалов между трубопроводами тепловых сетей и медносульфатным электродом сравнения в отрицательную сторону не менее чем на 10 мВ по сравнению с разностью потенциалов, измеренной при отсутствии влияния переменного тока.
8.3.5 Кроме тех участков трубопроводов, где имеются признаки (критерии) опасной наружной коррозии (8.3.4 настоящего стандарта), в подземных канальных и бесканальных прокладках вскрытие трубопроводов тепловых сетей для наружного осмотра при техническом диагностировании следует производить преимущественно в указанных ниже неблагоприятных местах, где возможно возникновение процессов наружной коррозии трубопроводов:
- вблизи мест, где при эксплуатации наблюдались коррозионные повреждения трубопроводов;
- на участках, расположенных вблизи линий канализации и водопровода или в местах пересечения с этими сооружениями;
- в тех местах, где наблюдаются повышенные тепловые потери;
- в тех местах, где по результатам инфракрасной съемки обнаружены утечки теплоносителя.
8.3.6 У владельца трубопровода должен иметься паспорт трубопровода (со схемой тепловой сети), в котором должны систематически отмечаться: затопляемые участки трубопроводов; участки, где производилась перекладка трубопроводов; места, где наблюдались коррозионные и другие повреждения трубопроводов; места, где проводились шурфовки или вскрывались трубопроводы для наружного осмотра. На схему должны быть нанесены рельсовые пути электрифицированного транспорта, смежные металлические подземные коммуникации, места расположения установок электрохимической защиты на трубопроводах тепловых сетей и смежных подземных металлических сооружениях.
8.3.7 При проведении работ по вскрытию трубопроводов для технического освидетельствования должен производиться попутный осмотр и оценка состояния строительных и изоляционных конструкций.
8.4 Порядок проведения технического диагностирования трубопроводов тепловых сетей
8.4.1 Анализ технической и эксплуатационной документации.
8.4.1.1 До начала технического диагностирования следует ознакомиться с технической и эксплуатационной документацией на трубопровод: паспортом, чертежами, исполнительной схемой, сменным и ремонтным журналами, формулярами, результатами ранее выполненных обследований и прочими материалами, в которых могут содержаться данные о состоянии трубопровода.
8.4.1.2 Анализ технической и эксплуатационной документации проводится в целях детального ознакомления с конструкцией, материалами и особенностями изготовления, характером и конкретными условиями работы трубопровода, а также для предварительной оценки его технического состояния на протяжении всего срока эксплуатации.
8.4.1.3 Анализ технической и эксплуатационной документации включает:
- установление даты монтажа, пуска в эксплуатацию и регистрации трубопровода;
- анализ конструктивных особенностей трубопроводной системы, основных размеров деталей и сборочных единиц, материалов из которых они изготовлены, технологии сварки и сварочных материалов, примененных при монтаже, а также сведений о проверке качества сварных соединений трубопровода после монтажа;
- анализ сведений по наладке опорно-подвесной системы и о дефектах в ней, выявленных в процессе эксплуатации (при наличии таких данных);
- оценку соответствия проектных технических характеристик фактическим условиям эксплуатации по температуре, давлению, рабочей среде, а также анализ особенностей эксплуатации (стационарного или переменного режимов работы, количество пусков-остановов и испытаний, на прочность и плотность, возможности колебаний давления с размахом более 15 % от номинального значения и ориентировочной периодичности этих колебаний);
- анализ результатов технических освидетельствований, осмотров, испытаний на прочность и плотность и предыдущих технических диагностированиях трубопровода, а также данных о повреждениях, ремонтах и реконструкциях.
При отсутствии необходимых сведений в документации на трубопровод допускается использовать информацию, полученную в результате опроса обслуживающего персонала.
8.4.1.4 По результатам анализа технической и эксплуатационной документации и предварительных расчетов на прочность, если таковые необходимо проводить, определяются участки, элементы и зоны элементов трубопроводов, работающие в наиболее напряженных условиях.
8.4.2 Разработка индивидуальной программы диагностирования.
8.4.2.1 Типовая программа технического диагностирования трубопроводов тепловых сетей приведена в приложении Б.
8.4.2.2 В типовой программе определены:
- основные элементы трубопроводов, работающие в режимах, под воздействием которых могут возникать и развиваться процессы усталости, эрозии, коррозии, а также процессы, вызывающие изменение геометрических размеров, структуры и механических свойств металла;
- наиболее напряженные зоны (участки) основных элементов трубопроводов, которые в результате особенностей конструктивного исполнения или условий эксплуатации наиболее предрасположены к образованию различных дефектов;
- объемы и методы контроля или исследования механических свойств и микроструктуры металла основных элементов.
8.4.2.3 Типовой программой предусмотрены следующие методы контроля:
- наружный осмотр;
- визуальный и измерительный контроль;
- капиллярная дефектоскопия;
- магнитопорошковая дефектоскопия;
- ультразвуковая толщинометрия стенки;
- ультразвуковой контроль сварных соединений и основного металла;
- измерение твердости переносными приборами;
- испытания на прочность и плотность.
8.4.2.4 На основе типовой программы на каждый конкретный трубопровод или группу трубопроводов, работающих в одинаковых условиях, экспертная организация разрабатывает индивидуальную программу технического диагностирования, учитывающую конструктивные особенности, конкретные условия эксплуатации, наличие или отсутствие аварий за период эксплуатации, выполненные ранее работы по ремонту или реконструкции и другие данные, полученные при анализе технической и эксплуатационной документации.
В индивидуальной программе должны быть определены основные элементы, зоны, подлежащие контролю, а также объемы, методы неразрушающего контроля; обоснована необходимость и объемы лабораторных исследований структуры и свойств металла на контрольных образцах, вырезанных из конкретного диагностируемого трубопровода.
Индивидуальная программа может быть откорректирована в процессе проведения технического диагностирования в сторону расширения при обнаружении скрытых (неявных) дефектов. Количество применяемых в этом случае методов контроля и объем производимых измерений определяет руководитель экспертной группы.
8.4.3 Наружный осмотр.
8.4.3.1 Контроль трубопровода следует начинать с наружного осмотра трубопровода в горячем (рабочем) и холодном (после останова) состояниях.
8.4.3.2 При проведении наружного осмотра трубопровода тепловой сети должно быть проверено:
- соответствие исполнительной схемы, приведенной в паспорте трубопровода, фактическому состоянию контролируемого трубопровода;
- наличие и соответствие типов опор трубопровода монтажно-сборочному чертежу, их исправность; на схеме должны быть указаны расстояния между точками крепления опор к трубопроводу и ближайшими сварными швами или гибами;
- отсутствие защемлений трубопровода при проходах через стенки камер, вблизи колонн и ферм каркасов;
- наличие и исправность дренажей;
- состояние изоляции;
- отсутствие видимой течи из трубопровода.
8.4.3.3 Наружный осмотр трубопровода в холодном состоянии (после останова) проводится с проверкой исправности (целостности) обшивки и тепловой изоляции. При обнаружении повреждения обшивки (изоляции) и вследствие этого следов протечки рабочей среды, а также участков интенсивного намокания изоляции от внешних источников следует удалить соответствующие места изоляции, после чего провести визуальный контроль освобожденных участков наружной поверхности трубопровода. Необходимо предусматривать технические мероприятия, предотвращающие намокание участков трубопровода от внешних источников при его последующей эксплуатации.
8.4.4 Визуальный и измерительный контроль.
8.4.4.1 Визуальный контроль наружной и выборочно внутренней поверхностей элементов трубопровода, а также измерительный контроль проводится в целях обнаружения и определения размеров дефектов: поверхностных трещин, коррозионных или коррозионно-усталостных повреждений, эрозионного износа, выходящих на поверхность расслоений, дефектов сварки, механических повреждений, вмятин, выпучин и других дефектов, образовавшихся при изготовлении, монтаже, в процессе эксплуатации и ремонта трубопровода.
Для проведения визуального контроля наружных поверхностей все контролируемые сварные соединения, прилегающие к ним зоны основного металла, а также гибы и другие контролируемые элементы должны быть полностью освобождены от тепловой изоляции; контролируемые участки поверхности должны быть зачищены металлическими щетками или абразивным кругом. При визуальном осмотре внутренней поверхности трубопроводов, труднодоступной для прямого обзора, следует использовать эндоскопы.
Визуальный контроль внутренней поверхности участков трубопровода проводят через демонтированные разъемные соединения трубопровода.
8.4.4.2 При обнаружении в результате визуального и измерительного контроля недопустимых дефектов ( раздел 8.5 настоящего стандарта) расположение, количество и размеры этих дефектов следует подробно описать или указать на схеме.
По результатам наружного осмотра в горячем и холодном состояниях, визуального и измерительного контроля программа обследования трубопровода может быть уточнена (дополнена).
8.4.4.3 Визуальному контролю наружных поверхностей подвергают следующие элементы и участки трубопроводов:
- криволинейные элементы - гибы, отводы, секторные колена;
- тройники и врезки в трубопровод (включая дренажные устройства);
- фланцы (включая фланцевые разъемы арматуры);
- переходы, в том числе лепестковые, т.е. переходы с продольными сварными швами;
- арматура (корпуса арматуры с Dy более 250 мм);
- заглушки (донышки) любой конструкции;
- линзовые компенсаторы;
- резьбовые соединения на дренажах;
- прямые участки трубопроводов;
- сварные соединения (стыковые и угловые) труб с коленами (гибами, отводами), тройниками, переходами, арматурой, компенсаторами, а также сварные швы заглушек, врезок в трубопровод и швы приварки фланцев.
Визуальный контроль сварных соединений проводится в целях обнаружения дефектов в виде трещин, пористости, подрезов, свищей, прожогов, незаплавленных кратеров, чешуйчатости поверхности, несоответствия размеров швов требованиям технической документации. При осмотре сварных соединений элементов из перлитных сталей, выполненных с применением аустенитных электродов, повышенное внимание обращается на зону сплавления (линию перехода от основного к наплавленному металлу).
8.4.4.4 При измерительном контроле выполняют следующие операции:
а) измерения по проверке уклонов трубопроводных линий на трубопроводах, претерпевших аварию, обусловленную гидроударами. Измерения выполняются с использованием гидроуровня, ватерпаса или других приборов (например, теодолита);
б) проводят измерения радиуса колен (гибов) диаметром 108 мм и более.
в) контроль овальности гибов. На литых, штампованных, штампосварных и секторных коленах определять овальность не требуется;
г) измерения максимальных размеров вмятин (выпучин) (в случае их обнаружения в стенках элементов трубопровода) по поверхности элемента в двух (продольном и поперечном) направлениях и максимальной их глубины;
д) измерения выявленных в основном металле и сварных соединениях дефектов типа коррозионных язв, раковин, выходящих на поверхность, расслоений и других дефектов.
8.4.4.5 Зоны и объемы визуального и измерительного контроля предусмотрены в типовой программе технического диагностирования ( приложение Б).
8.4.5 Контроль наружной поверхности основных элементов трубопроводов
8.4.5.1 Дефектоскопию наружной поверхности трубопроводов с целью выявления и определения размеров и ориентации поверхностных и подповерхностных трещин, выходящих на поверхность расслоений и других дефектов в сварных соединениях и основном металле элементов трубопроводов следует выполнять методами капиллярной и магнитопорошковой дефектоскопии.
8.4.5.2 Контроль наружной или при необходимости внутренней (в особых случаях) поверхностей элементов трубопроводов методами капиллярной или магнитопорошковой дефектоскопии следует осуществлять в соответствии с требованиями ГОСТ 18442, ГОСТ 21105.
8.4.5.3 Контроль поверхности трубопроводов проводится в местах, указанных в программе контроля, в которой отмечены те участки, где по результатам визуального контроля или анализа опыта эксплуатации возможно образование трещин или других дефектов, а также в местах выборок дефектов и ремонтных заварок.
8.4.5.4 Обязательному контролю методом капиллярной или магнитопорошковой дефектоскопии подлежат композитные сварные соединения элементов трубопровода с наружным диаметром 133 мм и более.
8.4.5.5 Контролю методом магнитопорошковой дефектоскопии подлежат гибы трубопроводов с наружным диаметром 133 мм и более в объемах, предусмотренных типовой программой контроля ( приложение Б).
Контроль гибов трубопроводов проводится в целях выявления трещин и других недопустимых дефектов металла на внешней и внутренней поверхностях растянутой и нейтральных зон гибов.
Контроль ведется по всей длине гнутой части гиба на ее участке, составляющем 2/3 от всей поверхности гнутой части (т.е. на 2/3 окружности трубы), включая растянутую и нейтральные зоны.
При обнаружении недопустимых дефектов хотя бы на одном из гибов контролируемой группы гибы данного типоразмера подвергаются дополнительному контролю в удвоенном объеме. При обнаружении и подтверждении наличия недопустимых дефектов хотя бы в одном из гибов при дополнительном контроле проводится контроль гибов данного типоразмера в объеме 100 %. Подтверждение наличия дефектов на внутренней поверхности гибов проводится путем их вырезки и последующего внутреннего осмотра.
8.4.5.6 Контроль наружной поверхности радиусных переходов арматуры с Dy 250 мм и более проводят методом магнитопорошковой дефектоскопии. Объемы контроля предусмотрены типовой программой контроля, приведенной в приложении Б.
8.4.5.7 Результаты контроля поверхности участков и элементов трубопровода методами капиллярной и магнитопорошковой дефектоскопии следует оформлять в виде протоколов в соответствии с нормативными требованиями по каждому виду контроля. В этих документах следует приводить описание размеров, формы и месторасположения выявленных дефектов. Расположение контролируемых участков трубопровода и обнаруженных дефектов следует изображать на прилагаемой схеме.
8.4.6 Ультразвуковая толщинометрия.
8.4.6.1 Измерение толщины стенки элементов трубопроводов следует выполнять ультразвуковыми приборами, отвечающими требованиям ГОСТ 28702.
8.4.6.2 Измерение толщины стенки проводят с целью определения толщины стенки элементов трубопровода. По результатам толщинометрии определяют скорость коррозионного или коррозионно-эрозионного износа стенок и устанавливают расчетом на прочность допустимый срок эксплуатации изношенных элементов или (и) уровень снижения рабочих параметров, или (и) объем проведения восстановительного ремонта.
8.4.6.3 Толщину стенки следует измерять на участках (элементах) трубопровода, работающих в наиболее сложных условиях с точки зрения интенсивности коррозионно-эрозионного износа металла: в коленах, тройниках, врезках, местах сужения трубопровода, перед арматурой и после нее, в местах скопления жидкости (застойные зоны и дренажи), а также на участках интенсивного намокания изоляции или подтопления трубопровода.
Расположение контрольных точек и объемы контроля толщины стенки элементов трубопровода определяются типовой программой технического диагностирования ( приложение Б).
8.4.6.4 Измерениям толщины стенки подвергаются следующие элементы и участки трубопровода:
- гибы (отводы) трубопроводов;
- тройники и врезки в трубопровод;
- переходы;
- корпуса арматуры начиная с Dy 250 мм и более;
- плоские заглушки (донышки) трубопроводов;
- линзовые компенсаторы;
- прямые участки трубопроводов;
- участки трубопроводов в зонах повышенной коррозии (в агрессивных грунтах, грунтовых водах, в зоне возможного влияния блуждающих токов).
8.4.6.5 Результаты измерений толщины стенки трубопроводов оформляют в виде протоколов или в форме таблиц, содержащих название или номер элемента, номер точки измерения и результат измерения. Рекомендуемое расположение контрольных точек на элементах трубопроводов показано на приведенных в приложении Г схемах.
8.4.6.6 Объемы контроля толщины стенки трубопроводов определяются типовой программой технического диагностирования ( приложение Б).
8.4.7 Ультразвуковой контроль сварных соединений и металла гибов.
8.4.7.1 Ультразвуковой контроль следует проводить в соответствии с требованиями ГОСТ 14782 и РД 34.17.302-97 [9] с целью выявления внутренних дефектов в сварных, заклепочных соединениях (трещин, непроваров, пор, шлаковых включении и др.) в основном металле или в металле гибов.
8.4.7.2 Результаты ультразвукового контроля должны быть оформлены в виде протоколов. Расположение мест контроля с привязкой к основным размерам элементов трубопровода следует нанести на схему.
8.4.8 Определение механических свойств и структуры металла методами неразрушающего контроля.
8.4.8.1 Исследования механических свойств и структуры металла следует выполнять для установления соответствия марки стали требованиям действующих нормативных документов, а также для выявления возможных дефектов в структуре металла или изменений характеристик материала, возникших вследствие длительной эксплуатации или нарушений нормальных условий работы.
8.4.8.2 Исследования механических свойств и структуры металла следует проводить неразрушающими методами контроля.
8.4.8.3 Измерения твердости производятся в соответствии с требованиями ГОСТ 22761, ГОСТ 22762, ГОСТ 18661 с использованием переносных твердомеров статического или динамического действия. Для ориентировочной оценки временного сопротивления допускается перевод этих значений твердости в прочностные характеристики в соответствии с ГОСТ 22761.
Определение твердости следует проводить на элементах или участках линий трубопроводов с толщиной стенки (номинальной) не менее 8 мм, при этом, участки контроля твердости рекомендуется располагать над жесткими опорами. Количество точек измерения твердости и их расположение должны быть указаны в программе диагностирования трубопровода, а результаты измерения твердости должны быть обобщены и представлены в виде протокола.
8.4.8.4 Исследования микроструктуры основного металла и сварных соединений неразрушающими методами выполняются на репликах. Рекомендуется исследовать микроструктуру при 100- и 500-кратном увеличении. Исследования структуры металла проводят в околошовных участках зоны термического влияния сварных соединений и при необходимости на гибах (методом реплик). Металлографические исследования проводят с целью оценки структурного состояния металла, в первую очередь для выявления графитизации в зонах термического влияния сварных соединений. Контроль состояния металла элементов трубопровода методом реплик проводят для оценки микроповрежденности металла и изучения изменений его структуры.
8.4.8.5 Исследования механических свойств и структуры основного металла или (и) сварного соединения на образцах, вырезанных из трубопровода, проводятся в следующих случаях:
- при неудовлетворительных результатах измерения твердости металла переносным прибором;
- при необходимости установления причин возникновения дефектов металла, влияющих на работоспособность трубопровода;
- при нарушении режимов эксплуатации, вследствие которого возможны изменения в структуре и свойствах металла, деформации и разрушения элементов трубопровода, или появлении других недопустимых дефектов;
- при отсутствии в технической документации сведений о марке стали элементов трубопровода или использовании при ремонте (или монтаже) трубопровода материалов или полуфабрикатов, на которые отсутствуют сертификатные данные.
8.4.8.6 Химический состав определяется методами аналитического или спектрального анализа в соответствии с требованиями действующих нормативных документов.
Химический состав легированных сталей допускается определять спектральным методом.
8.4.8.7 Результаты определения химического состава, механических свойств должны быть оформлены таблицами, протоколами; микроструктуру металла необходимо зафиксировать на фотографиях с описанием структурно- фазового состава, дисперсности и наличия неметаллических включений.
8.4.9 Испытания на прочность и плотность трубопроводов.
9.4.9.1 Прочность и плотность трубопроводов оценивается методом гидравлических испытаний.
9.4.9.2 Гидравлическое испытание является завершающей операцией технического диагностирования трубопровода, осуществляемой с целью проверки плотности и прочности всех его элементов, работающих под давлением.
9.4.9.3 Минимальное значение пробного давления при гидравлическом испытании трубопроводов тепловых сетей должно составлять 1,25 рабочего давления.
9.4.9.4 Максимальное значение пробного давления устанавливается в соответствии с требованиями ПБ 10-573-03 [11] с учетом максимальных нагрузок, которые могут принять на себя неподвижные опоры.
9.4.9.5 Подающие и обратные трубопроводы тепловых сетей должны испытываться раздельно.
9.4.9.6 Гидравлическое испытание должно проводиться в следующем порядке:
- испытываемый участок трубопровода отключается от действующей тепловой сети;
- по манометру, расположенному в самой высокой точке участка испытываемого трубопровода, после наполнения последнего водой и спуска воздуха устанавливается пробное давление; давление в трубопроводе следует повышать плавно;
- трубопровод выдерживается под пробным давлением не менее 10 мин, после чего это давление плавно понижается до значения рабочего, при котором производится тщательный осмотр трубопровода по всей длине.
8.4.9.7 Для гидравлического испытания трубопровода должна применяться вода с температурой не ниже плюс 5 °С и не выше плюс 40 °С.
Гидравлическое испытание трубопровода должно проводиться при положительной температуре окружающего воздуха.
8.4.9.8 Измерение давления при гидравлическом испытании трубопровода должно производиться по двум манометрам, один из которых должен являться контрольным. При этом манометры должны быть одного типа, с одинаковыми классом точности, пределом измерения и ценой деления.
При испытании трубопровода следует применять пружинные манометры, прошедшие поверку в установленном порядке. Использование манометров с просроченными сроками поверки не допускается. Пружинные манометры должны иметь класс точности 1,5, диаметр корпуса не менее 150 мм и шкалу на номинальное давление около 4/3 измеряемого.
8.4.9.9 Трубопровод и его элементы считаются выдержавшими гидравлическое испытание, если не обнаружено: течи, потения в сварных соединениях и основном металле, видимых остаточных деформаций, трещин и признаков разрыва.
8.4.9.10 Недопустимые дефекты, обнаруженные в процессе гидравлического испытания, должны быть устранены с последующим контролем исправленных участков.
8.4.9.11 Результаты гидравлического испытания трубопровода оформляются актом.
8.4.9.12 При проведении гидравлического испытания допускается использование приборов акустической эмиссии. Необходимость и целесообразность использования метода акустической эмиссии и правила установки датчиков акустической эмиссии должны быть определены экспертной организацией.
8.4.9.13 После проведения наружного и внутреннего осмотра положительные результаты гидравлического испытания являются основанием для продления срока эксплуатации трубопровода.
8.4.10 Анализ результатов технического диагностирования и проведение расчетов на прочность.
8.4.10.1 Установленные по результатам анализа технической документации данные по материалам и технологии изготовления деталей и элементов трубопроводов, также по параметрам и условиям эксплуатации следует сопоставить с требованиями ПБ 10-573-03 [11].
8.4.10.2 Полученные по результатам контроля данные по геометрическим размерам, форме, свойствам металла элементов трубопровода следует сравнить с исходными (паспортными) данными, а выявленные отклонения размеров и формы, а также размеры дефектов (коррозионные язвы, деформации, дефекты сварки и др.) сопоставить с нормами оценки качества раздела 8.5 настоящего стандарта.
8.4.10.3 При несоблюдении хотя бы одного из требований норм раздела 8.5 настоящего стандарта следует выполнить расчет на прочность с учетом полученных при контроле фактических данных по размерам, форме, свойствам металла элементов и наличию в них дефектов.
8.4.10.4 Поверочный расчет на прочность с учетом всех нагружающих факторов, включая нагрузки от самокомпенсации и веса, следует выполнять при несоблюдении хотя бы одного условия 8.5.1- 8.5.4 настоящего стандарта. В этом случае расчет выполняется в соответствии с требованиями РД 10-400-01 [12].
8.4.10.5 Поверочный расчет на прочность от действия внутреннего давления (при статической нагрузке) необходимо проводить в соответствии с требованиями РД 10-400-01 [12] при невыполнении хотя бы одного условия 8.5.8; 8.5.9; 8.5.12; 8.5.14; 8.5.21 и 8.5.22 настоящего стандарта.
8.4.10.6 Поверочный расчет на усталостную прочность (циклическую долговечность) следует выполнять в соответствии с требованиями действующих нормативных документов в следующих случаях:
- при невыполнении хотя бы одного условия 8.5.1, 8.5.2, 8.5.11, 8.5.12 и 8.5.20 настоящего стандарта;
- если число циклов изменения давления и температурных напряжений при работе трубопровода при переменном режиме за весь срок эксплуатации превышает 1000. При этом следует учитывать количество пусков-остановов трубопровода, гидроиспытаний и циклов переменных давлений, если размах колебаний давления превышает 15 % от номинального значения;
- если при учете только циклов «пуск-останов» трубопровода их количество за весь срок эксплуатации превышает 500.
Количество циклов при расчете на усталостную прочность принимается по данным владельца трубопровода за весь период эксплуатации, включая планируемый срок продления, но в любом случае оно устанавливается не менее 300.
Расчет на прочность и циклическую долговечность гибов трубопроводов, в том числе с учетом коррозионного воздействия, рекомендуется выполнять в соответствии с требованиями соответствующей нормативной документации.
8.4.10.7 При интенсивной местной или общей коррозии металла трубопровода (фактическая средняя скорость коррозии превышает 0,1 мм/год) следует выполнить расчет на прочность согласно РД 10-400-01 [12] по минимальной фактической толщине стенки с учетом ее последующего утонения на конец планируемого срока эксплуатации.
Если по результатам такого расчета нормативные условия прочности не выполняются для каких-либо элементов, пораженных локальной (язвенной) коррозией, допускается производить расчет по фактической среднеинтегральной толщине стенки элемента, определенной с учетом максимальной глубины (минимальной остаточной толщины) и удельного количества коррозионных язв (т.е. доли пораженной площади поверхности) в наиболее поврежденной зоне.
8.5 Нормы и критерии оценки качества основных элементов трубопроводов тепловых сетей
8.5.1 Трассировка трубопровода и его основные геометрические размеры (протяженность трассы и отдельных участков, расстояние между опорами и подвесками, сортамент основных элементов) должны соответствовать монтажно-сборочному чертежу или исполнительной схеме. При отсутствии монтажно-сборочного чертежа схема трубопровода составлена на основании проведенных измерений.
8.5.2 Деформации участков трубопроводов в виде непроектных изгибов, выпучивания, провисания отдельных участков не допускаются.
Наличие контруклонов не допускается, за исключением особых случаев, предусмотренных проектом.
8.5.3 Не допускаются повреждения в конструкциях опор скольжения и неподвижных опорах в виде деформаций, трещин, дефектов поверхности скольжения, а также обрывы тяг и разрушения пружин подвесок.
8.5.4 В местах прохода трубопровода через стенки, площадки (перекрытия), вблизи колонн или сооружений не должно быть защемления трубопровода.
8.5.5 При невыполнении 8.5.1- 8.5.4 настоящего стандарта следует выполнить поверочный расчет на прочность с учетом всего комплекса нагружающих факторов и произвести необходимый объем ремонтных работ на трубопроводе в целях исправления выявленных дефектов и приведения его в проектное состояние.
8.5.6 Не допускается дальнейшая эксплуатация трубопровода с неисправными дренажными устройствами.
8.5.7 Размеры основных элементов трубопроводов должны соответствовать (с учетом допусков) проектным, указанным в паспорте трубопровода и заводских чертежах. Утонение стенки элементов трубопровода не должно приводить к понижению запасов их прочности ниже уровня нормативных значений.
8.5.8 Механические свойства металла основных элементов трубопровода, в том числе сварочных материалов, указанные в сертификатных данных (при их наличии), должны удовлетворять требованиям соответствующих нормативных документов.
8.5.9 Если требования 8.5.7 или (и) 8.5.8 настоящего стандарта не выполняются, то необходимо выполнить поверочный расчет на прочность от действия внутреннего давления с учетом изменения геометрических размеров элемента или (и) механических свойств металла. Расчет следует выполнять согласно РД 10-400-01 [12]. Минимальная толщина стенки элемента трубопровода должна быть не менее расчетной с учетом эксплуатационной прибавки на коррозию и эрозию. Допускается принимать эксплуатационную прибавку меньше ее значения, устанавливаемого при расчете трубопровода на стадии проектирования; при этом срок эксплуатации трубопровода до следующего (очередного) диагностирования должен назначаться с учетом фактических данных по скорости коррозии металла.
8.5.10 Смещение кромок сваренных элементов трубопроводов должно соответствовать допускам, установленным ПБ 10-573-03 [11].
8.5.11 Овальность гибов труб не должна превышать 10 %.
8.5.12 На внутреннем обводе гибов допускаются плавная неровность с наибольшей высотой волн не более половины номинальной толщины стенки трубы, но не более 5 мм.
8.5.13 Допускаются вмятины или выпучины, максимальный размер которых по поверхности элемента не превышает 0,2 Da, но не более 10 S, (где Da - наружный диаметр, S - номинальная толщина стенки), а максимальный относительный прогиб не превышает 5 % при абсолютной его величине не более 5 мм. Если эти требования не выполняются, вопрос о возможности дальнейшей эксплуатации дефектного элемента решается на основе расчета на прочность.
8.5.14 Значения твердости металла по данным измерений переносными приборами должны быть в следующих пределах:
- для сталей марок Ст 3(4), 10, 20.15К и 20К - от 110 до 180 НВ;
- для сталей марок 09Г2С, 15ГС, 16ГС, 17ГС, 12ХМ, 15ХМ, 12Х1МФ и Х5М - от 120 до 200 НВ.
8.5.15 Одиночные коррозионные язвы, эрозионные повреждения или раковины глубиной менее 20 % от номинальной толщины стенки элемента, но не более 2,5 мм, обнаруженные в процессе контроля, допускается оставлять в эксплуатации без исправления. Одиночными считаются дефекты, расстояние между ближайшими кромками которых превышает утроенное значение максимального диаметра наибольшего из дефектов.
Допускается оставлять скопления коррозионных язв глубиной не более 1,0 мм.
Продольные цепочки язв, а также трещины всех видов и направлений не допускаются.
8.5.16 Подлежащие выборке дефекты необходимо зашлифовать с плавным скруглением краев выборок и затем проконтролировать на отсутствие трещин методами капиллярной или магнитопорошковой дефектоскопии по всей поверхности выборок.
Выборка дефектов на поверхности растянутой части отводов трубопроводов не допускается.
8.5.17 На уплотнительных поверхностях фланцев не допускаются риски, раковины, забоины и другие дефекты поверхности металла, различимые при визуальном контроле. Допускаются концентрически расположенные риски шириной не более 1,0 мм и глубиной не более 0,5 мм.
8.5.18 В крепежных деталях разъемных соединений трубопроводов не допускаются следующие дефекты:
- трещины;
- вытягивания резьбы;
- рваные места, выкрашивание ниток резьбы глубиной более 1/3 высоты профиля резьбы или длиной более 5 % общей длины резьбы по винтовой линии, а в одном витке - более 25 % его длины;
- отклонение от прямолинейности более 0,2 мм на 100 мм длины;
- повреждение граней и углов гаек, препятствующее затяжке крепежного изделия, или уменьшение номинального размера под ключ более чем на 3 %;
- вмятины глубиной более 1/3 профиля резьбы.
Обнаруженные заусенцы, вмятины глубиной менее 1/3 высоты профиля резьбы и длиной менее 8 % длины резьбы, а в одном витке - менее 50 % его длины устраняются прогонкой резьбонарезным инструментом.
Повреждения гладкой части шпилек (болтов) устраняются механической обработкой. Допустимое уменьшение диаметра не должно превышать 3 % от номинального. Шероховатость поверхности - не ниже Rz 40.
8.5.19 Качество сварных соединений должно соответствовать по результатам контроля требованиям ПБ 10-573-03 [11], а также нормативных документов на сварку трубопроводов и проведение дефектоскопического контроля сварных соединений.
Качество сварных соединений следует считать неудовлетворительным, если в них при любом виде контроля будут обнаружены внутренние или поверхностные дефекты, выходящие за пределы норм, установленных ПБ 10-573-03 [11] и соответствующими нормативными документами на сварку и проведение дефектоскопического контроля трубопроводов.
8.5.20 Допускаются местные подрезы в сварных соединениях трубопроводов. При этом глубина подрезов не может превышать 5 % толщины стенки трубы, но не более 0,5 мм, а общая протяженность - 20 % длины шва.
8.5.21 Структура металла по результатам металлографических исследований на репликах не должна иметь аномальных изменений в виде микротрещин, пор и недопустимой графитизации (степень графитизации металла не должна превышать балл 2 согласно шкале графитизации).
При обнаружении недопустимого уровня графитизации металла трубопровода для обеспечения возможности его дальнейшей эксплуатации может быть назначено проведение восстановительной термической обработки.
8.6 Определение возможности, сроков, параметров и условий эксплуатации трубопроводов тепловых сетей
8.6.1 Возможность, сроки и условия дальнейшей эксплуатации трубопроводов определяют по результатам проведенных работ и поверочных расчетов на прочность.
8.6.2 Необходимым условием возможности дальнейшей безопасной эксплуатации трубопровода при расчетных или разрешенных параметрах является соответствие элементов трубопровода условиям прочности, установленным РД 10-400-01 [12], а также выполнение обязательных требований раздела 8.5 настоящего стандарта.
8.6.3 При неудовлетворительных результатах поверочного расчета на прочность дальнейшая эксплуатация трубопровода возможна после проведения ремонта (реконструкции) отдельных узлов или участков трубопровода и (или) переналадки его опорно-подвесной системы.
8.6.4 Если по условиям прочности при статическом нагружении (от внутреннего давления) отдельные элементы или узлы трубопровода из-за утонения стенок от коррозии, эрозии или каких-либо других повреждений, а также из-за снижения механических свойств основного металла или сварных соединений или пониженных запасов прочности не выдерживают расчетного давления и температуры, продление срока эксплуатации возможно после восстановительного ремонта или замены элементов (узлов), не удовлетворяющих условиям прочности, или при установлении дополнительных требований к условиям эксплуатации трубопровода, включая параметры его работы, а также надзор и проверку состояния трубопровода в процессе разрешенного срока эксплуатации.
8.6.5 Трубопровод считается пригодным к дальнейшей эксплуатации, если по результатам его обследования подтверждается: состояние основного и наплавленного металла удовлетворяет требованиям ПБ 10-573-03 [11] и настоящего стандарта; коррозионный и эрозионный износ, а также изменения в состоянии трассы и геометрических размеров элементов трубопровода обеспечивают нормативные запасы прочности.
При необходимости оценки остаточного ресурса трубопроводов с учетом цикличности нагружения или коррозии металла допускаемый срок продления эксплуатации трубопровода устанавливается по результатам расчетов на прочность с учетом этих факторов.
8.6.6 Контролируемый трубопровод допускается к дальнейшей эксплуатации сроком не более чем на 8 лет на основании положительных результатов технического диагностирования, расчетов на прочность и гидравлических испытаний при соблюдении установленных требований по условиям (регламенту) пуска и эксплуатации трубопровода, а также рекомендаций заключения по итогам технического диагностирования.
8.6.7 По истечении срока службы трубопровода, установленного по результатам первичного диагностирования, следует провести очередное (повторное) техническое диагностирование трубопровода для определения возможности, условий и сроков его дальнейшей эксплуатации. Программа последующего (повторного) обследования может отличаться от программы первичного обследования трубопровода.
8.7 Оформление результатов технического диагностирования трубопроводов тепловых сетей
8.7.1 На выполненные при техническом диагностировании работы экспертная организация составляет первичную документацию (акты, протоколы, таблицы, схемы, фотографии).
На основании первичной документации о результатах технического диагностирования и проведенных расчетов на прочность должно быть оформлено заключение о техническом диагностировании трубопровода.
8.7.2 Заключение содержит:
- наименование заключения о техническом диагностировании;
- вводную часть, включающую основание для проведения технического диагностирования, сведения об экспертной организации, сведения об экспертах;
- перечень объектов, на которые распространяется действие заключения о техническом диагностировании;
- данные о заказчике;
- цель диагностирования;
- сведения о рассмотренных в процессе экспертизы документах (проектных, конструкторских, эксплуатационных, ремонтных);
- краткую характеристику и назначение объекта диагностирования (конструкция, материалы и технология изготовления; условия эксплуатации; наименование трубопровода (по функциональному назначению); дату окончания монтажа и ввода в эксплуатацию; рабочую среду; расчетные (проектные) технические характеристики (давление, температура); краткую характеристику конструкции и технологии изготовления; основные размеры трубопровода (типоразмеры примененных труб); материалы основных элементов трубопровода; данные по сварке (выполненной монтажной организацией); сведения по термообработке сварных соединений; объемы, методы и результаты дефектоскопического контроля при монтаже (и изготовлении); сведения об эксплуатации (количество пусков-остановов и гидроиспытаний, данные о наличии циклической составляющей нагружения); сведения о реконструкции и ремонте (использованные марки сталей и сварочные материалы; объемы, методы и результаты дефектоскопического контроля);
- результаты проведенного технического диагностирования:
а) данные о состоянии наружных и внутренних поверхностей основных элементов; сведения о дефектах основного металла, а также дефектах сварных и фланцевых соединений, обнаруженных при визуальном и измерительном контроле, или методами дефектоскопии проникающими веществами, магнитопорошковой дефектоскопии, или другими методами;
б) результаты измерений геометрических размеров основных элементов, включая отклонения от заданной формы;
в) результаты ультразвукового контроля сварных соединений;
г) данные по ультразвуковому контролю толщины стенки основных элементов;
д) результаты измерений твердости металла основных элементов неразрушающими методами;
е) сведения об исследованиях химического состава, механических свойств и микроструктуры металла основных элементов на вырезках;
ж) результаты испытаний на прочность (указывают условия проведения и пробное давление):
- заключительную часть с обоснованными выводами, а также рекомендациями по техническим решениям и проведению компенсирующих мероприятий;
- приложения, содержащие перечень использованной при техническом диагностировании нормативной технической и методической документации, актов испытаний (при проведении их силами экспертной организации).
Результаты дефектоскопического контроля неразрушающими методами, результаты механических испытаний металла, химического анализа оформляют как протоколы, прилагаемые к заключению, либо записывают в таблицы по тексту заключения. Графическое изображение результатов контроля наносится на схемы, которые вместе с другими материалами (дефектограммами, фотографиями дефектов, микроструктуры металла и др.) прилагаются к заключению.
8.7.3 Заключение о техническом диагностировании подписывается руководителем экспертной организации, заверяется печатью экспертной организации, прошивается с указанием количества сшитых страниц и передается заказчику.
8.7.4 Заключение хранится у владельца трубопровода вместе с паспортом трубопровода и в экспертной организации. Сроки хранения:
- у владельца трубопровода - до момента демонтажа оборудования;
- в экспертной организации - по ее усмотрению.
9 Методические указания по экспертизе промышленной безопасности и техническому диагностированию вспомогательного котельного оборудования
9.1 Сроки службы и условия проведения технического диагностирования
9.1.1 Техническое диагностирование вспомогательного котельного оборудования (деаэраторов, питательных баков, конденсатных баков, баков-аккумуляторов и т.д., далее - оборудования) проводится по истечении срока службы и после аварии.
9.1.2 Срок службы оборудования устанавливается организацией-изготовителем и указывается в паспорте оборудования.
При отсутствии такого указания устанавливается срок службы 20 лет;
9.1.3 Техническое диагностирование оборудования, отработавшего назначенный срок службы, включает:
- наружный и внутренний осмотр;
- контроль геометрических размеров (внутреннего или наружного диаметра; при необходимости - прогиба, смещения кромок стыкуемых элементов, высоты развальцованных участков труб и т.п.);
- измерение выявленных дефектов (коррозионных язв или эрозионных повреждений, трещин, деформаций и других);
- контроль сплошности сварных соединений и зон основного металла неразрушающими методами;
- контроль толщины стенки неразрушающим методом;
- измерение твердости с помощью переносных приборов;
- лабораторные исследования (при необходимости) химического состава, свойств и структуры материала основных элементов;
- испытания на прочность и плотность;
- прогнозирование на основании анализа результатов технического диагностирования и расчетов на прочность возможности, допустимых рабочих параметров, условий и срока дальнейшей эксплуатации оборудования.
9.1.4 После аварии проводится досрочное (внеочередное) техническое диагностирование оборудования, которое может быть полным или частичным в зависимости от места, характера и степени повреждения элементов оборудования. Объем работ при проведении технического диагностирования определяет ведущий эксперт.
9.1.5 Техническое диагностирование не заменяет проводящихся в установленном порядке технических освидетельствований.
9.1.6 При положительных результатах технического диагностирования оборудование может быть допущено к дальнейшей эксплуатации. Допускаемый срок продления эксплуатации оборудования устанавливает (с учетом результатов обследования) экспертная организация.
9.1.7 Эксплуатация оборудования сверх установленного срока службы может быть продлена после исправления дефектов (если они имели место) на основании положительных результатов диагностирования, лабораторных исследований, расчетов на прочность и испытаний на прочность и плотность.
9.1.8 Возможность продления срока службы оборудования, условия и параметры его дальнейшей эксплуатации устанавливаются в соответствии с разделом 9.6 настоящего стандарта.
9.2. Организация технического диагностирования вспомогательного котельного оборудования
9.2.1 Организация работ по проведению технического диагностирования и экспертизы промышленной безопасности вспомогательного котельного оборудования возлагается на его владельца.
9.2.2 Экспертное техническое диагностирование оборудования, проработавшего 40 и более лет, оборудования после аварии, или поставленного по импорту и оформление заключений по его результатам должен выполнять специализированный экспертно-диагностический центр ОАО «Газпром» - ООО «Газпромэнергодиагностика» - в соответствии с «Положением о системе обеспечения промышленной безопасности теплового энергетического оборудования и сооружений энергохозяйства ОАО «Газпром» [5].
9.2.3 Специалисты, проводящие техническое диагностирование и экспертизу промышленной безопасности, должны быть аттестованы в установленном порядке и иметь необходимый квалификационный уровень. Специалисты, проводящие работы по неразрушающему контролю, должны быть аттестованы по соответствующим видам неразрушающего контроля на уровень не ниже второго согласно ПБ 03-440-02 [8].
9.3 Подготовка к техническому диагностированию вспомогательного котельного оборудования
9.3.1 Подготовку оборудования к техническому диагностированию проводит его владелец.
9.3.2 Оборудование, подлежащее техническому диагностированию, должно быть выведено из работы, охлаждено, опорожнено и отключено заглушками от действующих трубопроводов и других коммуникаций.
9.3.3 Обшивка, обмуровка и тепловая изоляция, препятствующие контролю технического состояния, должны быть частично или полностью удалены; при необходимости должны быть сооружены леса или другие вспомогательные приспособления.
9.3.4 Для обеспечения доступа к элементам оборудования при диагностировании внутрикорпусные устройства в случае необходимости должны быть частично или полностью удалены.
9.3.5 Внутренние и наружные поверхности оборудования, подлежащие диагностированию, должны быть очищены от загрязнений. Зоны, объем и качество подготовки поверхностей определяются требованиями программы диагностирования оборудования и нормативных документов на применяемые методы контроля: ГОСТ 18442, ГОСТ 21105, ГОСТ 14782, РД 34.17.302-97 [9].
9.3.6 При проведении технического диагностирования оборудования лица, осуществляющие диагностирование, и владелец оборудования руководствуются действующими на предприятии требованиями правил техники безопасности и охраны труда.
9.3.7 Владелец оборудования представляет организации, проводящей техническое диагностирование, паспорт, ремонтный и сменный журналы (при их наличии), заключения по предыдущим диагностическим обследованиям, прочие материалы, в которых содержатся данные по конструкции оборудования, условиям эксплуатации, ремонтам и реконструкциям.
9.4 Порядок проведения технического диагностирования вспомогательного котельного оборудования
9.4.1 Анализ технической и эксплуатационной документации.
9.4.1.1 До начала диагностирования проводится ознакомление с технической и эксплуатационной документацией на оборудование, включающей: паспорт, чертежи, сменный и ремонтный журналы, результаты ранее выполненных обследований и прочие материалы, в которых может содержаться полезная информация.
9.4.1.2 Анализ технической и эксплуатационной документации проводится в целях детального ознакомления с конструкцией, особенностями изготовления, характером и конкретными условиями работы оборудования, а также предварительной оценки его технического состояния на протяжении всего срока эксплуатации.
9.4.1.3 Анализ технической и эксплуатационной документации включает:
- установление сроков изготовления, пуска в эксплуатацию оборудования, а также предприятия- изготовителя;
- анализ конструктивных особенностей оборудования, основных размеров элементов, материалов, включая сертификатные данные (при их наличии), и технологии изготовления;
- оценку проектных технических характеристик и их соответствия фактическим условиям эксплуатации по температуре, давлению, рабочей среде, а также анализ особенностей эксплуатации (стационарный или переменный режимы работы, количество пусков-остановов и гидроиспытаний, возможность колебаний давления с размахом более 15 % номинального значения и ориентировочная периодичность этих колебаний);
- анализ результатов технических освидетельствований, осмотров, гидравлических испытаний и обследований оборудования, а также данных о повреждениях, ремонтах и реконструкциях.
9.4.1.4 По результатам анализа эксплуатационно-технической документации определяются элементы или зоны оборудования, работающие в наиболее напряженных условиях, при которых возможно образование дефектов или изменение структуры и свойств металла в процессе эксплуатации.
9.4.2 Разработка индивидуальной программы диагностирования.
9.4.2.1 Типовая программа технического диагностирования оборудования приведена в приложении А.
9.4.2.2 В типовой программе определены:
- основные элементы оборудования, работающие в режимах, под воздействием которых могут возникать и развиваться процессы усталости, эрозии, коррозии, а также процессы, вызывающие изменение геометрических размеров, структуры и механических свойств металла;
- наиболее напряженные зоны (участки) основных элементов оборудования, которые в результате особенностей конструктивного исполнения или условий эксплуатации наиболее предрасположены к образованию различных дефектов;
- объемы и методы контроля или исследования механических свойств и микроструктуры металла основных элементов.
9.4.2.3 Типовой программой предусмотрены следующие методы контроля:
- наружный и внутренний осмотр;
- визуальный и измерительный контроль;
- капиллярная дефектоскопия;
- магнитопорошковая дефектоскопия;
- ультразвуковая толщинометрия стенки;
- ультразвуковой контроль сварных соединений и основного металла;
- измерение твердости переносными приборами;
- исследование микроструктуры по репликам и сколам;
- исследование химического состава, механических свойств и микроструктуры металла элементов на контрольных образцах, вырезанных из этих элементов (в случае необходимости);
- испытания на прочность и плотность.
9.4.2.4 На основе типовой программы на каждый конкретный тип оборудования, работающего в одинаковых условиях, экспертная организация разрабатывает индивидуальную программу работ по техническому диагностированию, учитывающую конструктивные особенности, конкретные условия эксплуатации, наличие или отсутствие аварий за период эксплуатации, выполненные ранее работы по ремонту или реконструкции и другие данные, полученные при анализе технической и эксплуатационной документации.
В индивидуальной программе должны быть определены: основные элементы, зоны, подлежащие контролю, а также объемы, методы неразрушающего контроля; необходимость и объемы лабораторных исследований структуры и механические свойства металла образцов, вырезанных из конкретного диагностируемого оборудования.
Индивидуальная программа может быть откорректирована в процессе проведения технического диагностирования в сторону расширения проводимых работ при обнаружении скрытых (неявных) дефектов. Количество применяемых в этом случае методов контроля и объем производимых измерений определяет ведущий эксперт.
9.4.3 Наружный и внутренний осмотр.
9.4.3.1 Наружный и внутренний осмотр оборудования проводится с целью проверки соответствия их конструктивных элементов технической документации. Одновременно выявляются места и технологические методы произведенных ремонтов.
9.4.3.2 Особенное внимание следует обращать на изменение формы и геометрических размеров основных элементов оборудования, произошедших в процессе эксплуатации. Это вмятины, выпучины и отклонения образующих элементов оборудования от прямолинейности.
9.4.3.3 Результаты наружного и внутреннего осмотра конструкций оборудования являются основанием для корректировки индивидуальной программы технического диагностирования.
9.4.4 Визуальный и измерительный контроль.
9.4.4.1 Визуальный осмотр наружной и внутренней поверхностей элементов оборудования и измерительный контроль проводятся с целью обнаружения и определения размеров дефектов (поверхностных трещин, коррозионных повреждений, эрозионного износа, выходящих на поверхность расслоений, механических повреждений, вмятин, выпучин и других изменений геометрии), образовавшихся в процессе эксплуатации, при ремонте, изготовлении или монтаже оборудования.
По результатам визуального и измерительного контроля может быть уточнена (дополнена) индивидуальная программа работ по техническому диагностированию оборудования.
9.4.4.2 При проведении визуального контроля повышенное внимание должно быть обращено на выявление следующих дефектов:
- трещин, образующихся чаще всего в местах концентрации напряжения и структурной неоднородности металла: на кромках и поверхности отверстий; в местах приварки штуцеров, усилительных колец лазовых отверстий, деталей крепления, опор, сепарационных устройств, косынок, ребер жесткости, фланцев; в зонах сопряжения разнотолщинных элементов, перехода от выпуклой части днищ к отбортовке, от основного металла к усилению сварного шва;
- коррозионных и коррозионно-усталостных повреждений металла, наиболее часто встречающихся на внутренней поверхности в нижней части оборудования, зоне раздела сред, местах скопления (застоя) воды или конденсата, а также на наружной поверхности в местах нарушения тепловой изоляции или краски и (или) возможного попадания и скапливания воды (как правило, для оборудования, находящихся на открытом воздухе и подверженных воздействию атмосферных осадков: под тепловой изоляцией, под табличками и т.п.);
- эрозионного износа поверхностей оборудования;
- дефектов сварки в виде трещин, пористости, свищей, подрезов, прожогов, незаплавленных кратеров, чешуйчатости поверхности, несоответствия размеров швов требованиям технической документации;
- смещения или увода кромок или непрямолинейности соединяемых элементов.
9.4.4.3 При выполнении визуального осмотра целесообразно зачищать отдельные участки поверхности, а также использовать лупу и местную подсветку. При визуальном осмотре внутренней поверхности оборудования, недоступной для прямого обзора, следует использовать эндоскоп.
9.4.4.4 При обнаружении в элементах оборудования трещин или деформированных участков дефектные зоны элементов следует осмотреть также со стороны противоположной поверхности.
9.4.4.5 Контроль геометрических размеров и формы основных элементов оборудования проводится для получения информации об их изменениях по отношению к первоначальным (проектным) геометрическим размерам и форме.
9.4.4.6 Овальность цилиндрических элементов определяется путем измерения максимального ( Dmax) и минимального ( Dmin) внутреннего или наружного диаметра в двух взаимно перпендикулярных направлениях контрольного сечения. Для измерения диаметров обечаек оборудования рекомендуется использовать раздвижную штангу или рейку с мерной линейкой ценой деления 1 мм, но не менее 0,1 % измеряемого диаметра. Значение овальности (а) в процентах рассчитывается по формуле
![]() (9.1)
(9.1)
9.4.4.7 При необходимости контроля прямолинейности образующей выполняются измерения линейкой (с ценой деления 1 мм) расстояния от контролируемой образующей до металлической струны, натянутой от кольцевых швов приварки днищ к обечайкам оборудования.
Для измерения местных отклонений от прямолинейности или нормальной кривизны следует применять шаблоны.
9.4.4.8 В случае обнаружения вмятин или выпучин в стенках элементов оборудования следует измерить максимальные размеры вмятины или выпучины по поверхности элемента в двух (продольном и поперечном) взаимно перпендикулярных направлениях ( т и п) и максимальную ее глубину (прогиб δ); при этом глубина вмятины (выпучины) отсчитывается от образующей (или направляющей) недеформированного элемента оборудования. По выполненным измерениям определяется относительный прогиб в процентах:
(δ/ т)·100; (92)
(δ/ n)·100.
Если максимальный из размеров вмятины (выпучины) « т» или « п» превышает 20 S (где S - толщина стенки элемента оборудования) или превышает 200 мм, то необходимо измерить ее глубину в нескольких точках. В качестве таких точек рекомендуется принять узловые точки сетки, ячейки которой не превышают 5 S, но не более 50 мм, и результаты измерений представить в виде таблицы; при этом одна из узловых точек сетки должна быть совмещена с центром вмятины (выпучины), где ее глубина δ является максимальной.
Если вмятина (выпучина) имеет плоский участок, то необходимо измерить его размеры и указать их на схеме.
9.4.4.9 При обнаружении в процессе визуального и измерительного контроля дефектов, выходящих за пределы допустимых (см. раздел 9.5 настоящих методических указаний), расположение, количество и размеры этих дефектов указываются на прилагаемой схеме.
9.4.5 Контроль поверхности основных элементов вспомогательного котельного оборудования.
9.4.5.1 Контроль внутренней и наружной поверхностей элементов оборудования методами капиллярной и магнитопорошковой дефектоскопии осуществляется в соответствии с требованиями действующих нормативных документов на эти методы контроля с целью выявления и определения размеров и ориентации поверхностных и подповерхностных трещин, расслоений и других трещиноподобных дефектов.
9.4.5.2 Контроль методами капиллярной или магнитопорошковой дефектоскопии проводится на контрольных участках поверхности элементов, указанных в индивидуальных программах диагностирования, и, кроме того, на участках поверхности, где по результатам визуального осмотра или анализа технической и эксплуатационной документации подозревается наличие трещин, а также в местах выборок трещин, коррозионных язв и других дефектов и в местах ремонтных заварок.
9.4.5.3 Результаты контроля поверхности элементов сосуда методами капиллярной или магнитопорошковой дефектоскопии рекомендуется оформлять в виде протоколов, в которых следует приводить описание размеров, формы и месторасположения выявленных дефектов. Расположение участков контроля и выявленных дефектов следует условно изобразить на прилагаемой схеме.
9.4.6 Ультразвуковая толщинометрия.
9.4.6.1 Ультразвуковой контроль толщины стенки элементов сосуда следует выполнять ультразвуковыми толщиномерами, удовлетворяющими требованиям ГОСТ 28702, в соответствии с инструкцией по эксплуатации прибора.
9.4.6.2 Контроль толщины стенки проводится с целью определения количественных характеристик утонения стенки элементов оборудования в процессе его эксплуатации. По результатам контроля определяется скорость коррозионного или коррозионно-эрозионного износа стенок и устанавливается расчетом на прочность допустимый срок эксплуатации изношенных элементов, или уровень снижения рабочих параметров, или сроки проведения восстановительного ремонта.
9.4.6.3 Контроль толщины стенки проводится в местах элементов оборудования, указанных в индивидуальных программах диагностирования, а также в зонах интенсивного коррозионно-эрозионного износа металла, местах выборок дефектов и на поверхности вмятин или выпучин. Измерение толщины стенки обечаек оборудования рекомендуется проводить по окружности элемента не менее чем в трех точках каждого из контрольных сечений, отстоящих одно от другого на расстоянии не более 1 м.
Обязательному контролю подлежат днища оборудования, а также зоны обечаек вдоль нижней образующей при горизонтальной компоновке оборудования.
9.4.6.4 При обнаружении расслоения листа число точек измерения в этом месте должно быть увеличено до количества, достаточного для установления границ (контура) зоны расслоения.
9.4.6.5 Контроль толщины стенки вварных патрубков или штуцеров диаметром 100 мм и более проводится в четырех точках, расположенных равномерно по окружности элемента.
9.4.6.6 Контроль толщины стенки гнутых отводов трубной системы теплообменных аппаратов выполняется в растянутой и нейтральных зонах гибов труб.
9.4.6.7 Результаты измерений толщины стенки элементов оборудования рекомендуется оформлять в виде протоколов, содержащих название или номер элемента, номер точки замера толщины стенки и результат измерения. Расположение контрольных точек с привязкой к основным размерам элементов сосуда указывается на прилагаемой схеме.
9.4.7 Ультразвуковой контроль сварных соединений и металла гибов.
9.4.7.1 Неразрушающий контроль сварных соединений проводится ультразвуковым методом в соответствии с требованиями ГОСТ 14782 и РД 34.17.302-97 [9] с целью выявления внутренних дефектов (трещин, непроваров, пор, шлаковых включений и др.) в сварных соединениях оборудования.
9.4.7.2 При обнаружении недопустимых дефектов в процессе неполного контроля сварных соединений объем контроля должен быть увеличен не менее чем вдвое; в первую очередь следует расширить зоны контроля сварных швов в местах обнаружения дефектов.
9.4.7.3 При разработке индивидуальных программ технического диагностирования в них следует приводить зоны и объем контроля сварных соединений оборудования. При назначении объема выборочного (неполного) контроля сварных соединений следует иметь в виду, чтобы участки пересечения продольных и поперечных (кольцевых) сварных швов были включены в зоны контроля.
9.4.7.4 Результаты контроля рекомендуется оформлять в виде протоколов. Расположение участков контроля с привязкой к основным размерам элементов сосуда следует условно изображать на прилагаемой схеме.
9.4.8 Определение химического состава, механических свойств и структуры металла методами неразрушающего контроля или лабораторными исследованиями.
9.4.8.1 Исследования химического состава, механических свойств и структуры металла выполняются для установления его соответствия требованиям действующих нормативных документов и выявления изменений, возникших вследствие нарушения нормальных условий работы или в связи с длительной эксплуатацией.
9.4.8.2 Исследования механических свойств и структуры металла рекомендуется проводить неразрушающими методами контроля, а в необходимых случаях - на контрольных образцах, вырезанных из металла основных элементов оборудования.
9.4.8.3 Исследования химического состава, механических свойств и структуры основного металла или/и сварного соединения на контрольных образцах, вырезанных из основных элементов сосуда, проводятся в следующих случаях:
- при неудовлетворительных результатах измерения твердости металла переносным прибором;
- необходимости установления причин возникновения дефектов металла, влияющих на работоспособность оборудования;
- нарушении режимов эксплуатации, вследствие которого возможны изменения в структуре и свойствах металла, деформация и разрушение элементов оборудования или появление других недопустимых дефектов;
- отсутствии в технической документации сведений о марке стали элементов оборудования или использовании при ремонте оборудования материалов или полуфабрикатов, на которые отсутствуют сертификатные данные.
Вырезка проб металла (с последующим испытанием изготовленных из них образцов) для отдельных из перечисленных случаев может не производиться по заключению, основанному на расчетах на прочность с учетом фактических размеров элементов и состояния металла сосуда.
9.4.8.4 Химический состав определяется методами аналитического или спектрального анализа в соответствии с требованиями действующих нормативных документов.
Для определения
химического состава отбирается стружка на предварительно зачищенных участках
наружной поверхности оборудования путем сверления отверстий диаметром не более
5 мм и глубиной не более 20 % толщины стенки элемента, но не более 3 мм. При
этом расстояние между ближайшими кромками рассверливаемых отверстий, а также
расстояние от кромки отверстия до стенки ближайшего штуцера (патрубка) или оси
сварного шва должно быть не менее ![]() , где D -
средний диаметр сосуда, S -
номинальная толщина стенки.
, где D -
средний диаметр сосуда, S -
номинальная толщина стенки.
Отбор стружки из элемента сосуда путем сверления допускается производить в случае, если твердость металла данного элемента (по результатам измерений переносным прибором) составляет не более 170 НВ.
9.4.8.5 Измерение твердости производится в соответствии с требованиями ГОСТ 22761, ГОСТ 22762, ГОСТ 18661 с использованием переносных твердомеров статического или динамического действия. Для ориентировочной оценки временного сопротивления допускается перевод этих значений твердости в прочностные характеристики в соответствии с ГОСТ 22761.
9.4.8.6 Механические свойства основного металла и сварных соединений определяются по результатам испытаний образцов на растяжение и ударную вязкость.
9.4.8.7 Исследование структуры основного металла и сварных соединений неразрушающими методами выполняются на репликах. Рекомендуется исследовать микроструктуру при 100- и 500-кратном увеличении.
9.4.8.8 Результаты определения химического состава, механических свойств должны быть оформлены в виде таблиц, протоколов; микроструктуру металла необходимо зафиксировать на фотографиях с описанием структурно-фазового состава, дисперсности и наличия неметаллических включений.
9.4.9 Испытания на прочность и плотность вспомогательного котельного оборудования.
9.4.9.1. Прочность и плотность оборудования оценивается методом гидравлических испытаний.
9.4.9.2 Гидравлическое испытание является завершающей операцией технического диагностирования оборудования, осуществляемой с целью проверки плотности и прочности всех его элементов, работающих под давлением.
9.4.9.3 Гидравлическое испытание проводится при положительных результатах технического диагностирования или после устранения обнаруженных дефектов с учетом следующих требований:
- температура воды должна быть не ниже 15 °С и не выше 40 °С;
- значение пробного давления следует принимать равным 1,25 рабочего, но не менее 0,2 МПа.
9.4.9.4 Во время испытания давление должно измеряться двумя манометрами, один из которых должен иметь класс точности не ниже 1,5.
9.4.9.5 Подъем давления до пробного должен быть медленным и плавным, без толчков. Время подъема давления должно быть не менее 10 мин. По истечении 10 мин пробное давление снижается до рабочего и проводится осмотр оборудования.
При появлении в период испытания шума, стуков или резкого падения давления следует немедленно прекратить гидравлическое испытание, выяснить и устранить их причину.
9.4.9.6 Оборудование следует считать выдержавшим гидравлическое испытание, если в процессе его проведения не обнаружено:
- падение давления по манометру;
- пропуски испытательной среды (течь, потение, пузырьки воздуха) в сварных соединениях и на основном металле;
- трещины или признаки разрыва;
- течи в разъемных соединениях;
- остаточные деформации.
9.4.9.7 При проведении гидравлического испытания допускается использование приборов акустической эмиссии. Необходимость и целесообразность использования метода акустической эмиссии и правила установки датчиков акустической эмиссии должны быть определены экспертной организацией.
9.4.9.8 После проведения наружного и внутреннего осмотра положительные результаты гидравлического испытания являются основанием для продления срока эксплуатации оборудования.
9.4.10 Анализ результатов технического диагностирования и проведение расчетов на прочность.
9.4.10.1 Полученные по результатам контроля данные по геометрическим размерам, форме, свойствам металла элементов оборудования следует сравнить с исходными (паспортными) данными, а выявленные отклонения размеров и формы, а также типы и размеры дефектов (коррозионные язвы, деформации, дефекты сварки и др.) сопоставить с требованиями и нормами оценки качества раздела 9.5 настоящего стандарта.
9.4.10.2 При несоблюдении хотя бы одной из норм (раздел 9.5 настоящего стандарта) выполняется расчет на прочность с учетом полученных при диагностировании фактических данных по толщине стенки, размерам, форме, свойствам металла элементов и наличию в них дефектов.
9.4.10.3 Поверочный расчет на прочность при статической нагрузке выполняется в соответствии с требованиями действующих норм, правил и стандартов при невыполнении хотя бы одного условия 9.5.1, 9.5.2, 9.5.4- 9.5.7, 9.5.9, 9.5.14, 9.5.16 и 9.5.17 настоящего стандарта.
9.4.10.4 Поверочный расчет на усталостную прочность выполняется в следующих случаях:
- при невыполнении хотя бы одного условия 9.5.4- 9.5.8, 9.5.14 и 9.5.15;
- если число циклов изменения давления и температурных напряжений при работе оборудования в переменном режиме за весь срок эксплуатации превышает 1000. При этом учитывается количество пусков-остановов оборудования, гидроиспытаний и циклов переменных давлений, если размах колебаний давления превышает 15 % номинального значения.
Количество циклов при расчете на усталостную прочность принимается по данным владельца оборудования за весь период эксплуатации, включая планируемый срок продления, но в любом случае оно должно быть не менее 300.
9.4.10.5 При интенсивной местной или общей коррозии металла элементов оборудования (средняя скорость коррозии превышает 0,1 мм/год) следует выполнить расчет на прочность по минимальной фактической толщине стенки с учетом ее последующего утонения на конец планируемого срока эксплуатации.
9.4.10.6 Необходимость проведения определенного вида расчета и его методика могут быть уточнены экспертной организацией в каждом конкретном случае.
9.5 Нормы и критерии оценки качества основных элементов вспомогательного котельного оборудования
9.5.1 Размеры основных элементов оборудования должны соответствовать проектным, указанным в паспорте и заводских чертежах, с учетом допусков на размеры полуфабрикатов и их изменение при технологических операциях на заводе-изготовителе.
9.5.2 Механические свойства металла основных элементов оборудования, указанные в сертификатных данных, должны удовлетворять требованиям соответствующих нормативных документов.
9.5.3 Если требования 9.5.1 и 9.5.2 не выполняются, то необходим поверочный расчет на прочность с учетом изменения геометрических размеров корпуса оборудования и фактических механических свойств металла. Минимальная толщина стенки элементов корпуса оборудования при равномерном коррозионном или эрозионном ее повреждении должна быть не менее расчетной с учетом эксплуатационной прибавки (на коррозию и эрозию). Допускается, чтобы минимальная толщина стенки была равна расчетной без учета эксплуатационной прибавки, но в этом случае остаточный срок службы оборудования не должен превышать трех лет.
9.5.4 Отклонения формы, смещение кромок в сварных швах, смещение кромок стыкуемых листов должны соответствовать допускам, установленным действующими нормами и стандартами.
9.5.5 Отклонение от прямолинейности образующей цилиндрического корпуса оборудования не должно превышать 0,3 % всей длины корпуса, а также любого его участка длиной 1 м.
9.5.6 Относительная овальность корпуса оборудования не должна превышать 1,5 %. Овальность гнутых отводов труб диаметром 76 мм и более не должна превышать 8 %.
9.5.7 Для вмятин или выпучин, наибольший размер которых по поверхности элемента не превышает 20 S (где S - толщина стенки элемента сосуда), но не более 200 мм, максимальный относительный прогиб не должен превышать 5 %, а абсолютная величина прогиба не должна превышать половины толщины стенки элемента. Если эти требования не выполняются, вопрос о возможности допуска в дальнейшую эксплуатацию оборудования с вмятиной (выпучиной) решается на основе специального расчета на прочность.
9.5.8 На цилиндрической (отбортованной) части днища допускаются гофры высотой не более 25 % толщины стенки днища, но не более 2,5 мм.
9.5.9 Значения твердости металла по данным измерений переносными приборами должны быть в следующих пределах:
- для сталей марок Ст. 3, 20, 15К, 18К и 20К - от 110 до 170 НВ;
- для сталей марок 22К, 15ГС, 16ГС, 17ГС, 09Г2С, 10Г2С1, М16С и 12МХ (12ХМ) - от 120 до 180 НВ.
9.5.10
Одиночные коррозионные язвы, эрозионные повреждения или другие дефекты
нетрещиноподобного вида глубиной менее 15 % номинальной толщины стенки
элемента, но не более 3,0 мм и максимальной протяженностью не более ![]() , обнаруженные при визуальном осмотре, допускается не
выбирать. Одиночными считаются дефекты, расстояние между ближайшими кромками
которых составляет не менее
, обнаруженные при визуальном осмотре, допускается не
выбирать. Одиночными считаются дефекты, расстояние между ближайшими кромками
которых составляет не менее ![]() , но не менее 50 мм.
, но не менее 50 мм.
Допускается
оставлять без выборки скопления коррозионных язв глубиной не более 10 %
номинальной толщины стенки, но не более 1 мм и продольные цепочки язв глубиной
не более 0,5 мм, если максимальная протяженность поврежденного участка
поверхности не превышает ![]() .
.
Подлежащие выборке дефекты необходимо зашлифовать (с плавным скруглением краев выборок) и затем проконтролировать на отсутствие трещин методами капиллярной или магнитопорошковой дефектоскопии по всей поверхности выборок.
9.5.11 Все обнаруженные при контроле трещины должны быть выбраны абразивным инструментом; полнота выборки трещин должна быть проконтролирована методами капиллярной или магнитопорошковой дефектоскопии.
9.5.12 Выборки
дефектов глубиной не более 20 % номинальной толщины стенки элемента, но не
более 3,5 мм и максимальной протяженностью не более ![]() допускается не
заваривать. Вопрос о необходимости заварки выборок, превышающих указанные
размеры, решается на основе расчета на прочность.
допускается не
заваривать. Вопрос о необходимости заварки выборок, превышающих указанные
размеры, решается на основе расчета на прочность.
9.5.13 В вальцовочных соединениях труб с трубными досками не допускаются следующие дефекты развальцованных участков труб:
- расслоения, плены, трещины, разрывы на концах труб;
- подрезы или закаты в переходных зонах вальцовочного пояса;
- вмятины, риски глубиной более 0,5 мм на внутренней поверхности труб;
- несплошное прилегание трубы к трубному отверстию в пределах вальцовочного пояса;
- отклонение угла разбортовки в одну сторону более чем на 10°;
- уменьшение толщины стенки конца разбортованной трубы более чем на 50 % номинальной толщины.
Длина выступающих концов труб в вальцовочных соединениях должна быть не менее 5 мм.
9.5.14 Качество сварных соединений считается неудовлетворительным, если в них при любом виде контроля будут обнаружены внутренние или поверхностные дефекты, выходящие за пределы норм, установленных нормативной документацией на изготовление, сварку и проведение дефектоскопического контроля данного оборудования.
9.5.15 Допускаются местные подрезы сварных швов. При этом глубина подрезов не должна превышать 5 % толщины стенки элемента, но не более 0,5 мм, а общая протяженность - 10% длины шва.
9.5.16 Структура металла по результатам металлографических исследований на вырезках, сколах, репликах не должна иметь аномальных изменений по сравнению с требованиями к исходному состоянию.
9.5.17 Механические свойства, определенные при комнатной температуре на контрольных образцах изготовленных из металла элементов оборудования, должны удовлетворять следующим требованиям:
- прочностные характеристики металла (временное сопротивление и условный предел текучести) не должны отличаться в меньшую сторону от значений, регламентированных действующими нормативными документами, более чем на 5 %;
- отношение предела текучести к временному сопротивлению не должно превышать 0,65 для углеродистых сталей и 0,75 для легированных сталей;
- относительное удлинение должно быть не менее 19 % для углеродистых сталей и не менее 17 % для легированных сталей;
- ударная вязкость на образцах с концентратором типа V (KCV) должна быть не менее 25 Дж/см2 (2,5 кгс/см2) для элементов с толщиной стенки более 16 мм и не менее 20 Дж/см2 для элементов с толщиной стенки менее 16 мм.
9.6 Определение возможности, сроков, параметров и условий эксплуатации вспомогательного котельного оборудования
9.6.1 Возможность, сроки и параметры дальнейшей эксплуатации оборудования следует определять по результатам технического диагностирования и расчетов на прочность.
9.6.2 Необходимым условием возможности дальнейшей безопасной эксплуатации оборудования при расчетных или разрешенных параметрах является соответствие элементов сосуда условиям прочности, установленным действующими стандартами, а также выполнение обязательных требований раздела 9.5 настоящего стандарта.
9.6.3 Если по условиям прочности при статическом нагружении отдельные элементы или узлы оборудования из-за утонения стенок от коррозии, эрозии или каких-либо других повреждений или отклонений, а также из-за ухудшения механических свойств основного металла или сварных соединений не обеспечивают нормативного запаса прочности при расчетных параметрах, продление срока эксплуатации возможно при установлении пониженных параметров или после восстановительного ремонта элементов (узлов), не удовлетворяющих условиям прочности.
9.6.4 В случаях, оговоренных 9.4.10.4 настоящего стандарта, должен быть выполнен поверочный расчет на усталостную прочность, по результатам которого должен быть установлен остаточный ресурс оборудования.
9.6.5 Если по результатам технического диагностирования и расчетов на прочность дальнейшая эксплуатация оборудования разрешается на пониженном давлении, владельцу оборудования необходимо произвести перерасчет пропускной способности предохранительных устройств и перенастроить автоматику оборудования на новое разрешенное давление.
9.6.6 Диагностируемое оборудование может быть допущено к дальнейшей эксплуатации при расчетных или сниженных параметрах сроком не более чем на 5 лет на основании положительных результатов технического диагностирования, расчетов на прочность и гидравлических испытаний при соблюдении установленных требований по условиям (регламенту) пуска и эксплуатации оборудования.
9.6.7 По истечении срока службы оборудования, установленного по результатам первичного диагностирования (9.6.6 настоящего стандарта), следует провести очередное техническое диагностирование оборудования для определения возможности, условий и сроков его дальнейшей эксплуатации. Программа последующего (повторного) технического диагностирования может отличаться от программы первичного технического диагностирования оборудования.
9.7 Оформление результатов технического диагностирования вспомогательного котельного оборудования
9.7.1 На выполненные при техническом диагностировании работы экспертная организация составляет первичную документацию (акты, протоколы, таблицы, схемы, фотографии).
На основании первичной документации о результатах технического диагностирования и проведенных расчетов на прочность должно быть оформлено заключение о результатах технического диагностирования каждой единицы оборудования.
9.7.2 В заключение входит:
- наименование заключения о техническом диагностировании;
- вводная часть, включающая основание для проведения технического диагностирования, сведения об экспертной организации, сведения об экспертах;
- перечень объектов, на которые распространяется действие заключения о техническом диагностировании;
- данные о заказчике;
- цель диагностирования;
- сведения о рассмотренных в процессе экспертизы документах (проектных, конструкторских, эксплуатационных, ремонтных);
- краткая характеристика и назначение объекта диагностирования (конструкция, материалы и технология изготовления; условия эксплуатации: наименование оборудования (по функциональному назначению); дата окончания монтажа и ввода в эксплуатацию; рабочая среда; расчетные (проектные) технические характеристики (давление, температура); краткая характеристика конструкции и технологии изготовления; основные размеры оборудования; материалы основных элементов оборудования; данные по сварке (выполненной монтажной организацией); сведения по термообработке сварных соединений; объемы, методы и результаты дефектоскопического контроля при монтаже (и изготовлении); сведения об эксплуатации (количество пусков-остановов и гидроиспытаний); сведения о реконструкции и ремонте (использованные марки сталей и сварочные материалы; объемы, методы и результаты дефектоскопического контроля);
- результаты проведенного технического диагностирования:
а) данные о состоянии наружных и внутренних поверхностей основных элементов; сведения о дефектах основного металла, а также дефектах сварных и фланцевых соединений, обнаруженных при визуальном и измерительном контроле, или методами капиллярной дефектоскопии, магнитопорошковой дефектоскопии, или другими методами;
б) результаты измерений геометрических размеров основных элементов, включая отклонения от заданной формы;
в) результаты ультразвукового контроля сварных соединений;
г) данные по ультразвуковому контролю толщины стенки основных элементов;
д) результаты измерений твердости металла основных элементов неразрушающими методами;
е) сведения об исследованиях химического состава, механических свойств и микроструктуры металла основных элементов на вырезках;
ж) результаты испытаний на прочность (указывают условия проведения и пробное давление)
- заключительная часть с обоснованными выводами, а также рекомендациями по техническим решениям и проведению компенсирующих мероприятий;
- приложения, содержащие перечень использованной при техническом диагностировании нормативной и методической документации, актов испытаний (при проведении их силами экспертной организации).
Результаты дефектоскопического контроля неразрушающими методами, результаты механических испытаний металла, химического анализа оформляют в виде протоколов, прилагаемых к заключению, либо записывают в таблицы по тексту заключения. Графическое изображение результатов контроля наносится на схемы, которые вместе с другими материалами (дефектограммами, фотографиями дефектов, микроструктуры и др.) прилагаются к заключению.
9.7.3 Заключение о техническом диагностировании подписывается руководителем экспертной организации, заверяется печатью экспертной организации, прошивается с указанием количества сшитых страниц и передается заказчику.
9.7.4 Заключение хранится у владельца оборудования вместе с паспортом оборудования и в экспертной организации, проводившей диагностирование. Сроки хранения:
- у владельца оборудования - до момента демонтажа оборудования;
- в экспертной организации - по ее усмотрению.
Приложение А (обязательное)
Типовая программа технического диагностирования паровых и водогрейных котлов, утилизационных теплообменников, вспомогательного котельного оборудования
Данная программа является базой для составления индивидуальной программы технического диагностирования теплоэнергетического оборудования и включает выполнение следующего объема работ.
1 Анализ документации и условий эксплуатации.
1.1 Анализ технической информации, содержащейся в паспорте паровых и водогрейных котлов, утилизационных теплообменников, вспомогательного котельного оборудования.
1.2 Опрос лиц, ответственных за исправное состояние и безопасную эксплуатацию, обслуживающего персонала и операторов.
1.3 Определение категории опасности оборудования, анализ документов системы производственного контроля.
1.4 Анализ документации на здание котельной, системы вентиляции и дымовых труб при диагностировании паровых и водогрейных котлов.
1.5 Анализ документации на систему водоподготовки и наладки режимов горения при диагностировании паровых и водогрейных котлов.
2 Подготовительные и вспомогательные операции.
2.1 Обеспечение доступа к элементам паровых и водогрейных котлов, утилизационных теплообменников, вспомогательного котельного оборудования: частичное снятие тепловой изоляции и обмуровки, освещение мест контроля, оснащение объекта средствами безопасности при проведении работ.
2.2 Подготовка, настройка измерительных приборов.
2.3 Зачистка элементов в местах проведения контроля.
3 Внутренний и наружный осмотр.
3.1 Проверка соответствия заводских и регистрационных номеров.
3.2 Проверка фактического соответствия номенклатуры и типов контрольно-измерительных приборов и сроков их поверки.
3.3 Проверка фактического соответствия номенклатуры и типов приборов безопасности.
3.4 Осмотр паровых и водогрейных котлов на предмет выявления неплотностей газовоздушного тракта, подтеканий, конденсатообразования.
3.5 Осмотр утилизационных теплообменников, вспомогательного котельного оборудования на предмет выявления подтеканий, конденсатообразования.
3.6 Осмотр вспомогательного оборудования: лестниц, площадок, системы освещения, наличие газоанализаторов, наличия оголенных мест с температурой свыше 55 °С.
3.7 Выявление деформаций конструкции, выхода из ранжира труб, признаков перегрева элементов, накипи и отложений.
4 Оценка работоспособности приборов безопасности.
4.1 Проверка срабатывания приборов безопасности при повышении давления или температуры свыше допустимого, отрыва пламени, погасания пламени, остановки подачи питательной воды для паровых и водогрейных котлов и проверка срабатывания приборов безопасности при повышении давления для утилизационных теплообменников.
5 Неразрушающий контроль.
5.1 Визуально-измерительный контроль паровых и водогрейных котлов, утилизационных теплообменников с целью выявления дефектов поверхности металла, сварных, клепаных и вальцованных соединений, в т.ч. металлоконструкции, измерение количественных показателей выявленных отклонений, измерение прямолинейности образующих и овальности барабанов, жаровых труб, коллекторов.
Визуальный осмотр внутренней и наружной поверхности вспомогательного котельного оборудования с целью обнаружения трещин, коррозионных язв, выпучин, вмятин и других возможных поверхностных дефектов.
5.2 Ультразвуковая толщинометрия.
Контролю подлежат:
- элементы паровых и водогрейных котлов: труб поверхностей нагрева - 100 % в доступных местах, барабаны, жаровые трубы, донышки, днища, коллекторы, трубопроводы в пределах котла - в местах, наиболее подверженных коррозии или эрозии, не менее 30 % поверхности;
- элементы утилизационного теплообменника: труб поверхностей нагрева - 50 % в доступных местах, коллекторы, трубопроводы - в местах, наиболее подверженных коррозии или эрозии, не менее 30 % поверхности, корпусные элементы - 50 % в доступных местах;
- элементы вспомогательного котельного оборудования: контроль проводится не менее чем в пяти равноотстоящих поперечных сечениях, при этом на каждую отдельную обечайку должно приходиться не менее одного контрольного сечения. В каждом контрольном сечении выполняется не менее четырех измерений: ориентировочно по концам вертикального диаметра и в зонах раздела сред (пар - вода), при этом на каждый лист обечайки должно приходиться не менее одной точки измерения. На каждом из днищ измерения проводятся не менее чем в пяти точках, при этом на каждый лист днища должно приходиться не менее двух точек измерения. Рекомендуется не менее трех точек измерения располагать равномерно по нижней образующей днища: от кольцевого сварного шва до полюса.
5.3 Ультразвуковой контроль сплошности металла, сварных швов, околошовных участков зоны термического влияния.
Контролю подлежат:
- элементы паровых и водогрейных котлов. Места пересечения сварных швов, продольные швы барабанов - 100 %, соединения коллектор - днище - 100 % в доступных местах, места вварки штуцеров и патрубков, усиления отверстий - 100 %, сварные соединения трубопроводов в пределах котла - 100%;
- элементы утилизационного теплообменника. Места пересечения сварных швов - 100 %, соединения коллектора - 50 % в доступных местах, места вварки штуцеров и патрубков, усиления отверстий - 50 %, сварные соединения трубопроводов - 50 %;
- элементы вспомогательного котельного оборудования. Объем контроля - 25 % длины продольных сварных швов, в том числе участки длиной не менее 300 мм в каждую сторону от точек их пересечения с поперечными (кольцевыми) сварными швами, а также участки поперечных (кольцевых) сварных швов длиной не менее 300 мм в каждую сторону от точек их пересечения с продольными сварными швами. При обнаружении недопустимых дефектов объем контроля должен быть увеличен вдвое.
5.4 Магнитопорошковая или капиллярная дефектоскопия. Контролю подлежат:
- паровые и водогрейные котлы. Сварные швы, не подвергавшиеся ультразвуковому контролю - 100 %, зоны вокруг отверстий в барабанах и жаровых трубах, гибы труб в пределах котла, трубные решетки, трубные доски - 100%;
- утилизационные теплообменники. Сварные швы, не подвергавшиеся ультразвуковому контролю - 100 %, гибы труб, трубные решетки, трубные доски - 100%;
- элементы вспомогательного котельного оборудования. Контроль методами капиллярной или магнитопорошковой дефектоскопии не менее двух участков размерами 200×200 мм на каждой обечайке и одного участка на каждом из днищ в водяном объеме. Кроме указанных участков контролю должны быть подвергнуты любые сомнительные по результатам визуального осмотра участки сварных швов или основного металла, включая зоны коррозионно-эрозионного повреждения, поверхность вмятин (выпучин), места выборки дефектов и ремонтных (в том числе заводских) заварок. Контроль выполняется на участках обнаружения дефектов при визуальном осмотре, а также в окрестностях четырех контрольных точек, две из которых расположены на верхней образующей, а две другие - в поперечном сечении, проходящем через осевую линию.
Размеры контролируемых участков - 250 мм в каждую сторону от контрольной точки вдоль сварного шва; 40 мм - поперек сварного шва.
5.5 Метод магнитной памяти металла. 100 % контроль поверхности элементов и сварных соединений в доступных местах.
6 Обследование элементов металлоконструкции паровых и водогрейных котлов.
6.1 Измерение уклона горизонтальной оси нижнего барабана, нижних опорных коллекторов и жаровой трубы.
6.2 Нивелировка фундаментов или опорной конструкции при превышении нормативных значений уклонов.
7 Определение химического состава, механических свойств и структуры металла элементов.
7.1 Анализ химического состава металла.
7.2 Измерение твердости металла элементов паровых и водогрейных котлов, утилизационных теплообменников, вспомогательного котельного оборудования - в точках контроля толщины.
7.3 Определение механических свойств металла контрольных образцов выполняется при необходимости согласно методикам обследования.
7.4 Определение микроструктуры металла элементов паровых и водогрейных котлов, утилизационных теплообменников, вспомогательного котельного оборудования методом отпечатков (реплик).
Основные элементы котлов и утилизационных теплообменников: барабаны, жаровые трубы, питательные трубы, трубы, поверхности нагрева, несущие элементы металлоконструкции.
8 Испытания на прочность и плотность.
9 Предварительная оценка результатов на месте обследования, оформление технического акта, ознакомление владельца оборудования с предварительными результатами.
10 Расчеты на прочность.
Расчету на прочность подлежат:
- элементы паровых и водогрейных котлов, работающие под давлением. При отсутствии паспорта котла или отсутствии в паспорте сведений о материале основных элементов расчету подлежат все основные узлы и детали (обечайки, днища, трубы, трубные доски и т.д.), при наличии в паспорте котла сведений о материале основных элементов расчет проводится выборочно по 2-3 основным элементам (барабан, коллектор и т.д.);
- элементы вспомогательного котельного оборудования, работающие под давлением. При отсутствии паспорта оборудования или отсутствии в паспорте оборудования сведений о материале основных элементов расчету подлежат все основные узлы и детали, при наличии в паспорте оборудования сведений о материале основных элементов расчет проводится выборочно по 2-3 основным элементам.
11 Расчет допустимости выявленных дефектов.
При обнаружении дефектов типа утонений, язв, забоин, выпучин производится расчет на прочность, если решение о его допустимости (недопустимости) не регламентировано методикой обследования.
12 Расчет остаточного ресурса.
Выполняется исходя из анализа изменения технического состояния диагностируемого оборудования на протяжении всего срока эксплуатации. При первичном (базовом) обследовании фактическое техническое состояние элементов сравнивается с паспортными данными. Продление срока дальнейшей эксплуатации оборудования (срок следующего обследования, технического освидетельствования) назначается в пределах остаточного ресурса исходя из результатов расчета по наиболее «изношенному» элементу.
13 Анализ результатов.
Анализу подлежит вся информация, полученная в ходе обследования. Решение о возможности и условиях дальнейшей эксплуатации принимается на основании как результатов расчета остаточного ресурса и расчетов на прочность, так и результатов обследования организационно-технической готовности предприятия к безопасной эксплуатации данного вида оборудования.
14 Оформление отчетной документации.
Результатом экспертно-диагностического обследования является заключение о техническом состоянии оборудования или заключение экспертизы промышленной безопасности, а также паспорт технического состояния. В заключении указывается возможность и условия дальнейшей эксплуатации, а также срок следующего экспертно-диагностического обследования. Паспорт технического состояния содержит сведения о результатах инструментального контроля и всю информацию, необходимую для анализа изменения технического состояния оборудования во времени. Паспорт технического состояния оформляется на бумажном носителе и в электронном виде. Формат данных в электронной версии должен позволять заносить результаты обследования в отраслевую электронную базу данных.
15 Регистрация заключения экспертизы промышленной безопасности в органах Ростехнадзора.
Приложение Б (обязательное)
Типовая программа технического диагностирования трубопроводов пара и горячей воды II, III и IV категории, трубопроводов тепловых сетей
Данная программа является базой для составления индивидуальной программы технического диагностирования трубопроводов II, III, IV категории, трубопроводов тепловых сетей и включает выполнение следующего объема работ.
1 Анализ технической документации.
1.1 Ознакомление с технической и эксплуатационной документацией на трубопровод (паспортом, монтажно-сборочным чертежом трубопровода, результатами предшествующих проверок).
1.2 Сбор информации о режимах работы трубопровода и о дефектах металла и опорно-подвесной системы, выявленных в процессе эксплуатации, а также составление перечня аварий, имевших место на трубопроводе.
1.3 Анализ конструктивных особенностей трубопроводной системы и имеющейся информации по материалам и технологии изготовления деталей трубопровода и его монтажа (свидетельств об изготовлении элементов и о монтаже трубопровода, формуляров наладки опорно-подвесной системы).
1.4 Анализ условий эксплуатации: фактических параметров среды и длительности работы на них, числа пусков из холодного состояния на момент обследования.
2 Подготовительные и вспомогательные операции.
2.1 Обеспечение доступа к элементам трубопровода: частичное снятие тепловой изоляции, освещение мест контроля, оснащение объекта средствами безопасности при проведении работ.
2.2 Подготовка, настройка измерительных приборов.
2.3 Зачистка элементов в местах проведения контроля.
3 Наружный осмотр трубопровода.
3.1 Наружный осмотр трубопровода в горячем (рабочем) состоянии.
3.2 Наружный осмотр трубопровода в холодном (нерабочем) состоянии.
3.2.1 Проверка состояния изоляции и ее внешнего кожуха.
3.2.2 Проверка соответствия трассировки трубопровода монтажно-сборочному чертежу, измерение отсутствующих геометрических размеров трассы.
3.2.3 Установление наличия опор и подвесок трубопровода и соответствия их типов монтажно-сборочному чертежу (схеме), а также проверка их исправности (качество сварных швов, конструкций опор скольжения и неподвижных опор, отсутствие обрывов тяг и разрушения пружин подвесок и т.д.).
Промежуточные опоры скольжения и направляющие опоры должны обеспечивать ограничение перемещений трубопровода в направлениях, предусмотренных проектом, и не иметь видимых деформаций конструкции. Опорные площадки опор скольжения должны быть ровными и обеспечивать свободное перемещение подушек опор в нужном направлении. Элементы и сварные швы конструкций опор не должны иметь видимых повреждений и коррозии глубиной более 35 % от толщины стенки.
3.2.4 Проверка уклонов трубопроводной линии с помощью гидроуровня (уровня) в случае аварий на контролируемом трубопроводе, обусловленных гидроударами.
3.2.5 Проверка отсутствия защемлений трубопровода при проходах через стенки, площадки, вблизи колонн и ферм каркасов.
3.2.6 Проверка наличия и исправности дренажных устройств и воздушников.
3.2.7 Проверка состояния арматуры: комплектности крепежных деталей (шпилек, болтов, гаек) фланцевых соединений, крышки и уплотнений шпинделя; отсутствие следов коррозии и подтекания конденсата.
4 Неразрушающий контроль.
4.1 Визуальный контроль металла трубопровода и проведение измерений:
4.1.1 Визуальный контроль наружной поверхности трубопровода (в доступных местах). Контролю подлежат элементы (диаметром 76 мм и более), расположенные первыми по ходу движения пара, а также в пределах байпасных или тупиковых линий и вблизи неподвижных опор.
4.1.2 Визуальный контроль элементов и участков трубопровода со стороны наружной поверхности. Контроль проводится в следующем объеме:
- фланцы (без демонтажа разъема) - 100 % в доступных местах;
- прямые участки длиной 500 мм и более, примыкающие к контролируемым элементам: коленам, тройникам (врезкам), фланцам, арматуре, переходам, линзовым компенсаторам, донышкам, а также в местах прохода трубопровода через стенки, площадки и вблизи неподвижных опор - 100 % в доступных местах;
- сварные соединения - стыковые и угловые соединения труб с подлежащими визуальному контролю элементами трубопровода и в пределах этих элементов, а также сварные соединения, ближайшие к неподвижным опорам - 100 % в доступных местах;
- линзовые компенсаторы - 100 % в доступных местах;
- корпуса арматуры с Dy 150 и более для трубопроводов II, III, IV категории и с Dy 250 и более для трубопроводов тепловых сетей - 100 % в доступных местах;
- заглушки (донышки):
а) трубопроводы II категории: 100 % для элементов с наружным диаметром 76 мм и более;
б) трубопроводы III категории: 100 % для элементов с наружным диаметром 133 мм и более и не менее 30 % остальных;
в) трубопроводы IV категории и трубопроводы тепловых сетей: 100 % для элементов с наружным диаметром 159 мм и более и не менее 50 % остальных;
- криволинейные элементы (гибы, отводы):
а) трубопроводы II категории: не менее 40 % каждого типоразмера начиная с диаметра 108 мм и не менее 20 % для каждого типоразмера от 76 мм до 108 мм, но не менее одного гиба;
б) трубопроводы II категории: не менее 30 % каждого типоразмера начиная с диаметра 133 мм и не менее 15 % для каждого типоразмера от 76 мм до 133 мм, но не менее одного гиба;
в) трубопроводы IV категории: не менее 20 % каждого типоразмера начиная с диаметра 108 мм, но не менее трех отводов;
г) трубопроводы тепловых сетей не менее 20 % каждого типоразмера начиная с диаметра 108 мм, но не менее трех отводов;
- тройники и врезки в трубопровод:
а) трубопроводы II категории: не менее 50 % начиная с типоразмеров с наружным диаметром штуцера 76 мм и более;
б) трубопроводы III категории: не менее 30 % начиная с типоразмеров с наружным диаметром штуцера 133 мм и более и не менее 15 % остальных;
в) трубопроводы IV категории и трубопроводы тепловых сетей: не менее 30 %, но не менее двух, для типоразмеров с наружным диаметром штуцера более 108 мм;
- переходы:
а) трубопроводы II категории: не менее 50 % начиная с наружного диаметра 76 мм и более;
б) трубопроводы III категории: не менее 50 % начиная с наружного диаметра 133 мм и не менее 20 % остальных размеров;
в) трубопроводы IV категории: не менее 30 % для переходов с наружным диаметром 108 мм и более;
г) трубопроводы тепловых сетей: не менее 50 % для переходов с наружным диаметром 108 мм и более;
- резьбовые соединения на дренажах:
а) трубопроводы II категории: не менее 50 % начиная с диаметра 76 мм и более;
б) трубопроводы III, IV категории и трубопроводы тепловых сетей: не менее 50 % начиная с диаметра 108 мм и более.
При наличии в составе трубопровода II категории штампосварных колен и крутоизогнутых отводов с наружным диаметром 76 мм и более они подлежат ВК в объеме не менее 50 % их количества. В штампосварных коленах повышенное внимание следует уделить продольным швам. При наличии в составе трубопровода переходов с продольными сварными швами их контролируют в объеме 100 %.
При наличии в составе трубопровода III категории штампосварных колен и крутоизогнутых отводов с наружным диаметром 108 мм и более они подлежат ВК в объеме не менее 40 % их количества. В штампосварных коленах повышенное внимание следует уделить продольным швам. При наличии в составе трубопровода переходов с продольными сварными швами их контролируют в объеме 100 %.
При наличии в составе трубопровода IV категории секторных колен и крутоизогнутых отводов с наружным диаметром 108 мм и более они подлежат ВК в объеме не менее 30 % их количества. На секторных коленах проверяют качество сварных швов. При наличии в составе трубопровода переходов с продольными сварными швами их контролируют в объеме 50 %.
При наличии в составе трубопровода тепловых сетей секторных колен и крутоизогнутых отводов с наружным диаметром 108 мм и более они подлежат ВК в объеме не менее 20 % их количества. На секторных коленах проверяют качество сварных швов. При наличии в составе трубопровода переходов с продольными сварными швами их контролируют в объеме 40 %.
Разнородные сварные соединения контролируют в объеме 100 %.
4.1.3 Визуальный контроль внутренней поверхности участка или элемента трубопровода проводится не менее чем в одном месте. Контроль проводится через демонтированный фланцевый разъем или через открытый к доступу край трубы после ее разрезки.
На поверхности контролируемых элементов трубопровода, включая сварные соединения, не допускаются следующие дефекты:
- коррозионные повреждения, в том числе язвы глубиной более 2 мм и протяженностью более 20 мм;
- дефекты основного металла в виде выходящих на поверхность расслоений, раковины глубиной более 2 мм, вмятины, превышающие по своим размерам допуски, установленные настоящим стандартом или техническими условиями на изготовление трубопроводов и проектной документацией;
- трещины всех видов и направлений;
- дефекты в сварных швах, недопустимые согласно требованиям ПБ 10-573-03 [11] и настоящего стандарта.
4.1.4 Измерения радиуса гибов (в количестве не менее 1 гиба на каждый типоразмер) при отсутствии в технической документации на трубопровод сведений о радиусе гибов. Если в составе трубопровода имеются крутоизогнутые гибы, то следует измерить радиус на одном из таких отводов по каждому типоразмеру.
4.1.5 Измерение овальности гибов:
а) трубопроводы II категории: 5 % от числа труб каждого типоразмера с наружным диаметром 76 мм и более, но не менее двух гибов;
б) трубопроводы III категории: 5 % от числа труб каждого типоразмера с наружным диаметром 108 мм и более, но не менее двух гибов;
в) трубопроводы IV категории и трубопроводы тепловых сетей: 3 % от числа труб каждого типоразмера с наружным диаметром 108 мм и более, но не менее двух гибов; у штампованных, литых и штампосварных колен измерение овальности не проводится.
4.2 Контроль сварных соединений ультразвуковым методом.
4.2.1 Контроль сварных соединений трубопроводов проводится в следующем объеме:
а) контроль сварных соединений трубопроводов II категории с наружным диаметром 76 мм и более:
- стыковые соединения «труба с трубой» - 10 % общего количества стыков труб по каждому типоразмеру, но не менее трех. Если сварных соединений какого-либо типоразмера менее 10, следует контролировать два из них;
- угловые соединения и стыковые соединения труб с литыми, коваными и штампованными деталями - 25 % от общего количества, но не менее пяти. Если указанных соединений менее 10, допускается контролировать три из них;
б) контроль сварных соединений трубопроводов III категории с наружным диаметром 76 мм и более:
- стыковые соединения «труба с трубой» - 7 % общего количества стыков труб по каждому типоразмеру, но не менее трех. Если сварных соединений какого-либо типоразмера менее 10, следует контролировать два из них;
- угловые соединения и стыковые соединения труб с литыми, коваными и штампованными деталями - 15 % от общего количества, но не менее пяти. Если указанных соединений менее 10, допускается контролировать три из них;
в) контроль сварных соединений трубопроводов IV категории и трубопроводов тепловых сетей с наружным диаметром 108 мм и более:
- стыковые соединения «труба с трубой» - 3 % общего количества стыков труб по каждому типоразмеру, но не менее двух.
- угловые соединения и стыковые соединения труб с литыми, коваными и штампованными деталями - 10 % от общего количества, но не менее трех.
При наличии линзовых компенсаторов контролируют сварные швы не менее чем на одном из них.
4.2.2 При наличии штампосварных колен контроль их продольных сварных швов проводится:
а) трубопроводы II категории: на 50 % от общего количества колен;
б) трубопроводы III, IV категории: на 20 % от общего количества колен;
в) трубопроводы тепловых сетей: на 10 % от общего количества колен.
4.2.3 Контроль разнородных сварных соединений (при их наличии) в объеме 100%.
4.2.4 Контроль продольных швов сварных переходов (при их наличии) в объеме 100 % для трубопроводов II категории и 30 % для трубопроводов III, IV категории и трубопроводов тепловых сетей.
4.2.5 Для трубопроводов II и III категории диаметром 133 мм и более, работающих при температуре выше 400 °С, проводится контроль ультразвуковым методом, который должен быть дополнен контролем магнитопорошковым или капиллярным методом, применительно к угловым соединениям и стыковым соединениям труб с литыми, коваными и штампованными деталями в объеме, указанном настоящим стандартом.
4.2.6 Контроль угловых сварных соединений, выполненных с конструктивным непроваром, магнитопорошковым или капиллярным методом, в сочетании с измерительным контролем размеров и формы шва.
При отбраковке хотя бы одного стыка в контролируемой группе соединений объем контроля для данного вида сварных соединений увеличивают вдвое. При повторном обнаружении недопустимых дефектов контроль соединений данного вида расширяется до 100 %.
4.3 Магнитопорошковая и капиллярная дефектоскопия.
4.3.1 При выявлении в процессе визуального и измерительного контроля сомнительных участков и зон в элементах трубопроводов проводится контроль данных участков (зон) магнитопорошковым или капиллярным методом с целью обнаружения поверхностных и подповерхностных трещин и (или) других недопустимых дефектов.
- тройники (штампованные, сварные) и врезки в трубопровод - 50 %ДЛЯ равнопроходных и близких к ним тройников и 30%- для остальных тройников при диаметре штуцера 133 мм и более; для прочих тройников - 20 %;
- переходы - 30 % при наибольшем наружном диаметре 133 мм и более и 20 % - остальных, при наличии сварных (лепестковых) переходов - контролируются в объеме 100 %;
- корпуса арматуры (штампованные и штампосварные) - 20 % корпусов арматуры, но не менее одной единицы по каждому типоразмеру начиная с Dy более 150 мм;
- плоские заглушки (донышки) - 50 % на элементах с диаметром более 108 мм и 25 %, но не менее одной, на остальных элементах;
- линзовые компенсаторы - 50 % общего их числа;
- прямые участки - контроль в первую очередь на байпасных, застойных или временно не работающих участках, а также в местах поворота трассы, сужений, врезок и т.д.
Контроль толщины стенки на прямых участках проводится в объеме не менее:
- трех контрольных сечений на каждые 100 м длины для паропроводов в пределах зданий, но не менее двух контрольных сечений на линию каждого типоразмера;
- пяти контрольных сечений на каждые 200 м длины для паропроводов, проложенных на открытой местности.
4.4.2 Трубопроводы III категории. Контролю подлежат элементы и участки трубопровода с наружным диаметром 76 мм и более или Dy более 50 мм.
Контроль проводится в следующем объеме:
- колена (гибы) - 15 % от каждого типоразмера с диаметром 133 мм и более и 10 %, но не менее одного колена, каждого из остальных типоразмеров; при наличии крутоизогнутых отводов и штампосварных колен они должны контролироваться в объеме не менее 20 %;
- тройники (штампованные, сварные) и врезки в трубопровод - 30 % для равнопроходных и близких к ним тройников и 15 % - для остальных тройников при диаметре штуцера 133 мм и более; для прочих тройников - 10%;
- переходы - 30 % при наибольшем наружном диаметре 159 мм и более и 15 % - остальных, при наличии сварных (лепестковых) переходов они контролируются в объеме 50 %;
- корпуса арматуры (штампованные и штампосварные) - не менее одной единицы по каждому типоразмеру начиная с Dy более 250 мм;
- плоские заглушки (донышки) - 50 % на элементах с диаметром более 159 мм и 25 %, но не менее одной, на остальных элементах;
- линзовые компенсаторы - 50 % общего их числа;
прямые участки - контроль в первую очередь на байпасных, застойных или временно не работающих участках, а также в местах поворота трассы, сужений, врезок и т.д.
Контроль толщины стенки на прямых участках проводится в объеме не менее:
- трех контрольных сечений на каждые 100 м длины для паропроводов в пределах зданий, но не менее двух контрольных сечений на линию каждого типоразмера;
- пяти контрольных сечений на каждые 200 м длины для паропроводов, проложенных на открытой местности.
4.4.3 Трубопроводы IV категории. Контролю подлежат элементы и участки трубопровода с наружным диаметром 108 мм и более или Dy более 100 мм.
Контроль проводится в следующем объеме:
- колена (гибы) - 10 % от каждого типоразмера с диаметром 219 мм и более и 5 %, но не менее одного колена, каждого из остальных типоразмеров; при наличии крутоизогнутых отводов и штампосварных колен они должны контролироваться в объеме не менее 10 %;
- тройники (штампованные, сварные) и врезки в трубопровод - 20 % для равнопроходных и близких к ним тройников и 15 % - для остальных тройников;
- переходы - 20 %, но не менее двух, при наличии сварных (лепестковых) переходов они контролируются в объеме 30 %;
- корпуса арматуры (штампованные и штампосварные) - не менее одной единицы по каждому типоразмеру начиная с Dy более 250 мм;
- плоские заглушки (донышки) - 20 % но не менее двух;
- линзовые компенсаторы - 50 % общего их числа;
- прямые участки - контроль в первую очередь на байпасных, застойных или временно не работающих участках, а также в местах поворота трассы, сужений, врезок и т.д.
Контроль толщины стенки на прямых участках проводится в объеме не менее:
- трех контрольных сечений на каждые 100 м длины для паропроводов в пределах зданий, но не менее двух контрольных сечений на линию каждого типоразмера;
- пяти контрольных сечений на каждые 200 м длины для паропроводов, проложенных на открытой местности.
4.4.4 Трубопроводы тепловых сетей. Контролю подлежат элементы и участки трубопровода с наружным диаметром 108 мм и более или Dy более 100 мм.
Контроль проводится в следующем объеме:
- колена (гибы) - 10 % от каждого типоразмера с диаметром 219 мм и более и 5 %, но не менее одного колена, каждого из остальных типоразмеров; при наличии крутоизогнутых отводов и штампосварных колен они должны контролироваться в объеме не менее 10 %;
- тройники (штампованные, сварные) и врезки в трубопровод - 10 % для равнопроходных и близких к ним тройников и 5 % - для остальных тройников;
- переходы - 15 %, но не менее двух, при наличии сварных (лепестковых) переходов они контролируются в объеме 30 %;
- корпуса арматуры (штампованные и штампосварные) - не менее одной единицы по каждому типоразмеру начиная с Dy более 250 мм;
- плоские заглушки (донышки) - 20 %, но не менее двух;
- линзовые компенсаторы - 50 % общего их числа;
- прямые участки - контроль в первую очередь на байпасных, застойных или временно не работающих участках, а также в местах поворота трассы, сужений, врезок и т.д.
Контроль толщины стенки на прямых участках проводится в объеме не менее:
- трех контрольных сечений на каждые 100 м длины для паропроводов в пределах зданий, но не менее двух контрольных сечений на линию каждого типоразмера;
- пяти контрольных сечений на каждые 200 м длины для паропроводов, проложенных на открытой местности.
4.4.5 При выявлении участков с коррозионными повреждениями металла толщина стенки контролируется в точках максимальной глубины коррозии.
5 Измерение твердости металла.
Замер твердости на элементах с наружным диаметром 133 мм и более и толщиной стенки 10 мм и более (трубопровод II категории); диаметром 159 мм и более и толщиной стенки 8 мм и более (трубопровод III категории); диаметром 219 мм и более и толщиной стенки 8 мм и более (трубопровод IV категории, трубопроводы тепловых сетей) производится в трех точках линий трубопровода каждого типоразмера. Одна из контрольных точек должна располагаться в центральной части гиба на растянутой зоне, вторая - вблизи сварного соединения (в зоне термического влияния), третья - в зоне врезки или на тройнике,
6 Исследование структуры металла трубопроводов II и III категории.
6.1 Исследование структуры металла околошовных участков зоны термического влияния стыковых сварных соединений трубопроводов выполняется методом реплик или на сколах (контроль на графитизацию).
Контроль металла трубопровода на наличие графитизации проводится в объеме: один сварной стык по каждому типоразмеру начиная с диаметра трубопровода 133 мм и более, но не менее трех стыков на весь паропровод (трубопровод II категории) и один сварной стык по каждому типоразмеру начиная с диаметра трубопровода 159 мм и более, но не менее двух стыков на весь паропровод (трубопровод III категории).
На растопочных и сбросных трубопроводах II категории контроль металла на графитизацию проводится в объеме одного стыка на весь трубопровод.
Отбор скола на анализ производится с трубных элементов с толщиной стенки не менее 10 мм (трубопровода II категории) и с трубных элементов с толщиной стенки не менее 9 мм (трубопровода III категории); центральная ось скола должна находиться в околошовном участке зоны термического влияния, т.е. на расстоянии 2-4 мм от линии сплавления в сторону основного металла. Аналогичным образом должна располагаться площадка под металлографический анализ методом реплик. Скол выполняется слесарным зубилом или крейцмесселем. Максимальные размеры выемки от скола не должны превышать 10×20 мм по поверхности трубы и 2,5 мм в глубину.
Если твердость металла трубопровода превышает 170 НВ, выемки от отбора проб сколом должны быть зашлифованы с плавным скруглением краев.
6.2 Анализ структуры металла поверхности гибов методом реплик проводится в случаях, если:
- по результатам контроля, в том числе магнитопорошковым или капиллярным методом, на поверхности гибов обнаружены недопустимые дефекты эксплуатационного происхождения;
- овальность гибов, работающих при температуре более 390 'С, составляет менее 0,5 %.
Исследования металла методом реплик проводятся не менее чем на одном из гибов каждого из типоразмеров. На гибе должны быть две контрольные площадки: одна - в центральной части гиба на растянутой зоне, вторая - вблизи (в зоне термического влияния) стыкового сварного соединения.
6.3 Исследования химического состава, структуры и механических свойств металла на образцах, вырезанных их сварного стыка с рабочей температурой 390 'С и более. Из трубопровода должно быть вырезано не менее одного образца. Следует вырезать один из первых по ходу пара стыков основного типоразмера трубопровода. Если по результатам предварительного расчета трубопровода на прочность и ресурс окажется, что какая-либо линия (участок) не основного типоразмера имеет наименьший ресурс (наименьший коэффициент запаса прочности), то вырезку металла для исследования необходимо произвести также из данной линии (участка).
Применительно к растопочным и сбросным трубопроводам исследования структуры и свойств металла на образцах, вырезанных из сварного стыка, проводятся только в случае обнаружения по данным анализа на сколе или реплике графитизации баллом 2 и выше по шкале графитизации.
Рекомендуется вырезать сварной стык между прямой трубой и гибом трубопровода, включая примыкающие к сварному шву участки трубы и гиба. Вырезку разрешается производить огневым способом с последующим удалением механическим способом слоя металла от кромки реза шириной не менее 25 мм. В вырезанной пробе («катушке») должен быть сварной шов с прилегающими к нему участками основного металла шириной не менее 100 мм в обе стороны от шва (после механической обработки).
Конкретный объем исследования определяет экспертная организация. В обязательном порядке определяются механические свойства основного металла и сварного соединения при комнатной и рабочей температуре, а также исследуется структура для выявления графитизации в зоне термического влияния сварного соединения.
7 Гидравлические испытания трубопровода.
8 Проведение поверочных расчетов на прочность для трубопроводов II категории.
Для трубопроводов с рабочей температурой 390 °С и более поверочные расчеты на прочность прямых труб и криволинейных элементов (отводов), выполненные по РД 10-249-98 [10], от действия внутреннего давления. Если при этом планируемая наработка трубопровода на конец срока продления превышает 300 тыс. ч, указанный поверочный расчет на прочность должен быть выполнен экспертной организацией в установленном порядке. Для растопочных и сбросных трубопроводов в обязательном порядке производится оценка циклической долговечности гибов.
9 Анализ результатов.
Анализу подлежит вся информация, полученная в ходе обследования. Решение о возможности и условиях дальнейшей эксплуатации принимается на основании как результатов расчета остаточного ресурса и расчетов на прочность, так и результатов обследования организационно-технической готовности предприятия к безопасной эксплуатации данного вида оборудования.
10 Оформление отчетной документации.
Результатом экспертно-диагностического обследования является заключение экспертизы промышленной безопасности. В заключении указывается возможность и условия дальнейшей эксплуатации, а также срок следующего экспертно-диагностического обследования. Формат данных в электронной версии должен позволять заносить результаты обследования в отраслевую электронную базу данных.
10. Регистрация заключения экспертизы промышленной безопасности в органах Ростехнадзора.
Приложение В (справочное)
Категории и группы трубопроводов пара и горячей воды
|
Категория |
Группа |
Рабочие параметры среды |
|
|
температура, °С |
давление, МПа (кгс/см2) |
||
|
I |
1 |
Св. 560 |
Не ограничено |
|
|
2 |
Св. 520 до 560 |
Тоже |
|
|
3 |
Св. 450 до 520 |
-"- |
|
|
4 |
До 450 |
Более 8,0 (80) |
|
II |
1 |
Св. 350 до 450 |
До 8,0 (80) |
|
|
2 |
До 350 |
Более 4,0 (40) до 8,0 (80) |
|
III |
1 |
Св. 250 до 350 |
До 4,0 (40) |
|
|
2 |
До 250 |
Более 1,6 (16) до 4,0 (40) |
|
IV |
|
Св. 115 до 250 |
Более 0,07 (0,7) до 1,6(16) |
Примечание - Если значения параметров среды находятся в разных категориях, то трубопровод следует отнести к категории, соответствующей максимальному значению параметра среды.
Приложение Г (рекомендуемое)
Схемы расположения точек замера толщины стенки в элементах трубопроводов пара и горячей воды и трубопроводов тепловых сетей
|
1. Труба (Прямой участок) |
4. Тройники (штампованные и штампосварные) и врезки в трубопровод |
|
2. Отвод (гиб) |
5. Заглушка (плоская) |
|
3. Переход |
6. Арматура |
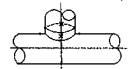
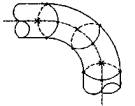
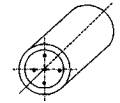

Примечания
1. · х - точки контроля со стороны видимой и невидимой поверхности соответственно.
2. На штампосварных и секторных коленах толщину стенки измеряют также со стороны внутреннего обвода.
3. На переходах с постоянной толщиной стенки допускается проводить контроль в одном центральном сечении (в конусной части) в четырех его точках.
Библиография
|
[1] |
Федеральный закон от 21 июля 1997 г . № 116-ФЗ «О промышленной безопасности опасных производственных объектов» |
|
|
[2] |
Руководящий документ Госгортехнадзора России РД 03-484-02 |
Положение о порядке продления срока безопасной эксплуатации технических устройств, оборудования и сооружений на опасных производственных объектах |
|
[3] |
Правила Госгортехнадзора России ПБ 03-246-98 |
Правила проведения экспертизы промышленной безопасности |
|
[4] |
Положение о порядке размещения заказов на поставку товаров, выполнение работ, оказание услуг для нужд ОАО «Газпром» и его дочерних обществ преимущественно на конкурсной основе (утв. Решением Совета директоров ОАО «Газпром» 19.07.2004 г. № 590) |
|
|
[5] |
Положение о системе обеспечения промышленной безопасности теплового энергетического оборудования и сооружений энергохозяйства ОАО «Газпром». - М.: ОАО «Газпром», 2004 |
|
|
[6] |
Правила Госгортехнадзора России ПБ 10-574-03 |
Правила устройства и безопасной эксплуатации паровых и водогрейных котлов |
|
[7] |
Система документации по аккредитации Ростехнадзора СДА-12 |
Правила аттестации экспертов Системы экспертизы промышленной безопасности |
|
[8] |
Правила Госгортехнадзора России ПБ 03-440-02 |
Правила аттестации персонала в области неразрушающего контроля |
|
[9] |
Руководящий документ РАО «ЕЭС России» РД 34.17.302- 98 |
Котлы паровые и водогрейные. Трубопроводы пара и горячей воды, сосуды. Сварные соединения. Контроль качества. Ультразвуковой контроль. Основные положения |
|
[10] |
Руководящий документ Госгортехнадзора России РД 10-249-98 |
Нормы расчета на прочность стационарных паровых и водогрейных котлов и трубопроводов пара и горячей воды |
|
[11] |
Правила Госгортехнадзора России ПБ 10-573-03 |
Правила устройства и безопасной эксплуатации трубопроводов пара и горячей воды |
|
[12] |
Руководящий документ Госгортехнадзора России РД 10-400-01 |
Нормы расчета на прочность трубопроводов тепловых сетей |
Ключевые слова: теплоэнергетическое оборудование, паровые и водогрейные котлы, трубопроводы пара и горячей воды, утилизационные теплообменники, вспомогательное котельное оборудование, техническое диагностирование, экспертиза промышленной безопасности, продление срока эксплуатации
Содержание
|
Предисловие Введение 1 Область применения 2 Нормативные ссылки 3 Термины и определения 4 Общие требования к порядку продления срока службы теплоэнергетического оборудования 5 Методические указания по экспертизе промышленной безопасности и техническому диагностированию паровых и водогрейных котлов 5.1 Сроки службы и условия проведения технического диагностирования 5.2 Организация технического диагностирования котлов 5.3 Подготовка к техническому диагностированию котлов 5.4 Порядок проведения технического диагностирования котлов 5.5 Нормы и критерии оценки качества основных элементов котлов 5.6 Определение возможности, сроков, параметров и условий эксплуатации котлов 5.7 Оформление результатов технического диагностирования котлов 6 Методические указания по экспертизе промышленной безопасности и техническому диагностированию трубопроводов пара и горячей воды II, III и IV категории 6.1 Сроки службы и условия проведения технического диагностирования 6.2 Организация технического диагностирования трубопроводов пара и горячей воды II, III и IV категории 6.3 Подготовка к техническому диагностированию трубопроводов пара и горячей воды II, III и IV категории 6.4 Порядок проведения технического диагностирования трубопроводов пара и горячей воды II, III и IV категории 6.5 Нормы и критерии оценки качества основных элементов трубопроводов пара и горячей воды II, III и IV категории 6.6 Определение возможности, сроков, параметров и условий эксплуатации трубопроводов пара и горячей воды II, III и IV категории 6.7 Оформление результатов технического диагностирования трубопроводов пара и горячей воды II, III и IV категории 7 Методические указания по экспертизе промышленной безопасности и техническому диагностированию утилизационных теплообменников газоперекачивающих агрегатов 7.1 Сроки службы и условия проведения технического диагностирования 7.2 Организация технического диагностирования утилизационных теплообменников газоперекачивающих агрегатов 7.3 Подготовка к техническому диагностированию утилизационных теплообменников газоперекачивающих агрегатов 7.4 Порядок проведения технического диагностирования утилизационных теплообменников газоперекачивающих агрегатов 7.5 Нормы и критерии оценки качества основных элементов утилизационных теплообменников газоперекачивающих агрегатов 7.6 Определение возможности, сроков, параметров и условий эксплуатации утилизационных теплообменников газоперекачивающих агрегатов 7.7 Оформление результатов технического диагностирования утилизационных теплообменников газоперекачивающих агрегатов 8 Методические указания по экспертизе промышленной безопасности и техническому диагностированию трубопроводов тепловых сетей 8.1 Сроки службы и условия проведения технического диагностирования 8.2 Организация технического диагностирования трубопроводов тепловых сетей 8.3 Подготовка к техническому диагностированию трубопроводов тепловых сетей 8.4 Порядок проведения технического диагностирования трубопроводов тепловых сетей 8.5 Нормы и критерии оценки качества основных элементов трубопроводов тепловых сетей 8.6 Определение возможности, сроков, параметров и условий эксплуатации трубопроводов тепловых сетей 8.7 Оформление результатов технического диагностирования трубопроводов тепловых сетей 9 Методические указания по экспертизе промышленной безопасности и техническому диагностированию вспомогательного котельного оборудования 9.1 Сроки службы и условия проведения технического диагностирования 9.2. Организация технического диагностирования вспомогательного котельного оборудования 9.3 Подготовка к техническому диагностированию вспомогательного котельного оборудования 9.4 Порядок проведения технического диагностирования вспомогательного котельного оборудования 9.5 Нормы и критерии оценки качества основных элементов вспомогательного котельного оборудования 9.6 Определение возможности, сроков, параметров и условий эксплуатации вспомогательного котельного оборудования 9.7 Оформление результатов технического диагностирования вспомогательного котельного оборудования Приложение А (обязательное) Типовая программа технического диагностирования паровых и водогрейных котлов, утилизационных теплообменников, вспомогательного котельного оборудования Приложение Б (обязательное) Типовая программа технического диагностирования трубопроводов пара и горячей воды II, III и IV категории, трубопроводов тепловых сетей Приложение В (справочное) Категории и группы трубопроводов пара и горячей воды Приложение Г (рекомендуемое) Схемы расположения точек замера толщины стенки в элементах трубопроводов пара и горячей воды и трубопроводов тепловых сетей Библиография
|