Художественные изделия из стекла
 Знамениты художественные изделия Гусевского хрустального завода в г. Гусь-Хрустальный Владимирской области. Техника исполнения — выдувание и свободная (гутная техника). Украшают изделия алмазной гранью, гравировкой с налепами (гутные работы) из стекла различного цвета.
Знамениты художественные изделия Гусевского хрустального завода в г. Гусь-Хрустальный Владимирской области. Техника исполнения — выдувание и свободная (гутная техника). Украшают изделия алмазной гранью, гравировкой с налепами (гутные работы) из стекла различного цвета.
Стекло — материал аморфно-кристаллической структуры, полученный путем переохлаждения расплава, состоящего из различных окислов, и приобретающий при постоянном повышении вязкости механические свойства твердых тел. Переход стекла из жидкого состояния в твердое обратим.
В состав любого стекла входят, как минимум, пять окислов. В зависимости от состава (основного его компонента) различают стекла силикатные (SiО2), боратные (В2О3), фосфатные (Р2О5) и комбинированные (боросиликатные и др.). Окислы, формирующие структуру и свойства стекол, получили название стеклообразующих веществ.
В качестве стеклообразующих окислов в силикатных стеклах используются SiО2, который вводится в виде кварцевого песка; Na2CО3 — в виде соды; К2СО3 — в виде поташа; СаСО3 — в виде известняка или мела; вводится также стеклянный бой и другие компоненты. Качество кварцевого песка, отсутствие вредных примесей в нем (окиси и закиси железа и др.) оказывают существенное влияние на бесцветность и прозрачность стекла (примером может служить Богемское стекло).
Кроме стеклообразующих веществ, в состав стекол могут входить следующие компоненты: обесцвечиватели, осветлители, красители, глушители, окислители и восстановители, ускорители варки стекломассы. Данные компоненты оказывают влияние на эстетические свойства, функциональное назначение, технологические показатели стеклоизделий.
Согласно действующей нормативно-технической документации (ГОСТ 24315—80 «Посуда и декоративные изделия из стекла. Термины и определения видов стекол, способы выработки и декорирования») основные виды стекол, используемых для производства бытовых и художественных изделий, подразделяют на три группы:
• обычные стекла;
• хрусталь;
• специальные стекла.
К обычным стеклам относят натрий-кальций-силикатное или известково-натриевое (самое дешевое) и калий-кальций-силикатное стекло или известково-калиевое. Стекла данной группы характеризуются прозрачностью, прочностью, невысокой себестоимостью. Эту группу стекол используют в основном для производства столовой посуды (прозрачной бесцветной или окрашенной).
Группа хрусталей объединяет стекла, в состав которых входит в основном двуокись кремния (Si02), а оксиды свинца, бария и цинка в отдельности или в сочетании составляют не менее 10 %; с показателем преломления не менее 1,520 и плотностью не менее 2,4 т/см2. Окись свинца (РbO2) способствует повышению плотности стекла, улучшает оптические показатели: прозрачность, «белизну» (бесцветность), повышается коэффициент преломления (блеск, игра света). Однако данные виды стекол обладают меньшей твердостью и химической стойкостью и, кроме того, имеют большую себестоимость. Данная группа объединяет три вида стекол:
• малосвинцовый хрусталь (хрустальное стекло);
• свинцовый хрусталь;
• высокосвинцовый хрусталь.
В малосвинцовом хрустале содержится минимальное количество оксида свинца (согласно ГОСТу 24315—80 общее количество оксидов свинца и калия не должно быть менее 10 %, обычно 18...20 %), поэтому оно занимает промежуточное положение между обычным стеклом и свинцовым хрусталем по показателям себестоимости и оптических свойств (показатель преломления не менее 1,530 и плотность не менее 2,7 г/см2).
Изделия из хрустального стекла получают методом прессования, одновременно нанося рисунок от формы. Ручной декоративной обработке их не подвергают. Ассортимент изделий представлен столовой посудой (кружки, салатники, селедочницы, вазы для сервировки стола, пепельницы и т. п.).
Свинцовый хрусталь содержит не менее 24 % оксида свинца. Данный вид хрусталя превосходит рассмотренный ранее по оптическим показателям и плотности (показатель преломления не менее 1,545 и плотность не менее 2,9 г/см2), изделия из него при ударе издают высокий продолжительный звук («малиновый звон»). Свинцовый хрусталь применяют для производства столовой посуды праздничного ассортимента (рюмки, бокалы, фужеры, стаканы, вазы для сервировки стола); декоративно-утилитарных изделий (вазы для цветов, сувенирные кружки, пепельницы); декоративных изделий.
Изделия вырабатывают выдуванием, прессованием, многостадийной выработкой. Практически во всех случаях их подвергают ручной доработке (украшают «алмазной гранью» и др.), повышающей уровень эстетической выразительности. На такие изделия приклеиваются кольеретки, т. е. фигурные этикетки с серебряным тиснением.
Высокосвинцовый хрусталь (с показателем преломления не менее 1,545, и плотностью не менее 2,9 г/см2) с содержанием оксида свинца не менее 30 % характеризуется максимальной себестоимостью и высоким потенциалом для формирования эстетических свойств изделий. Из него вырабатывают дорогую посуду, кубки, декоративные призовые изделия, скульптуру малых форм и т. п. На такие изделия приклеиваются кольеретки с золотым тиснением.
Третья группа стекол — специальные — это натрий-кальций-силикатные стекла со специальными добавками для получения заданных физико-химических свойств. Данная группа представлена боросиликатным (жаростойким) стеклом и стеклоподобными материалами — ситаллами. Данные виды стекол характеризуются специфическими свойствами: повышенными показателями термостойкости (до 500 °С) и механической прочности (что в первую очередь присуще ситаллам), а также низкой прозрачностью и массивностью в результате выработки прессованием.
На потребительские свойства и качество изделий из стекла оказывает влияние технологический цикл производства, в котором принято выделять следующие этапы: подготовку исходного сырья; варку стекломассы; формование изделий; термическую обработку (отжиг либо закалку) и декорирование. Декоративная обработка может производиться в горячем виде (в процессе прессования) и в холодном виде (на готовое изделие).
Для производства товаров из стекла применяют пять основных способов формования: прессование, выдувание, прессовыдувание, моллирование (нагревание заготовки до температуры размягчения и выгибание ее до заданной формы), вытягивание.
Кроме того, используют многостадийную выработку или сочленение (когда, например, одна часть выдувается, другая прессуется, затем обе части соединяются нагреванием), литье (для скульптуры и оптики), а также центрифугирование (когда изделие получают из порции стекломассы за один прием). Центрифугирование считается разновидностью вытягивания.
Ассортимент стеклянных товаров целесообразно рассматривать, используя их классификацию по назначению.
Изделия из стекла по назначению подразделяются на две основные группы: бытовые товары (посуда) и художественно-декоративные изделия. В свою очередь каждая из названных групп предусматривает ряд подгрупп: посуда — столовая, кухонная, хозяйственная и универсальная; художественно-декоративные изделия — декоративно-утилитарные и декоративные.
Художественно-декоративные изделия представлены в ассортименте декоративными изделиями: скульптурой малых форм, вазами декоративными и декоративно-утилитарными изделиями (вазы для цветов и сервировки стола, пепельницы, подсвечники и др.):
По комплектности стеклянная продукция может быть штучной и комплектной. К комплектам относятся наборы (состоят из изделий одного вида); приборы (наборы, состоящие из изделий разных видов, объединенных общей функцией); сервизы (наборы, состоящие из изделий разных видов, объединенных общей функцией и предназначенные на 6 или 12 персон); гарнитуры (объединяют несколько сервизов, например, чайно-кофейно-столовый гарнитур с подсвечниками).
По форме различают полые и плоские стеклянные товары, которые классифицируются по размеру: мелкие, средние, крупные и особо крупные. Размер плоских изделий определяют по наибольшему диаметру (в мм), полых — по объему (в см3), высоких (вазы) — по высоте и диаметру (в мм).
К мелким относят изделия, имеющие диаметр до 100 мм, высоту до 100 мм, объем до 100 см3, к крупным — диаметром более 150 мм, высотой свыше 250 мм, объемом более 500 см3. К средним относят изделия с промежуточными размерами.
Размер особо крупных изделий характеризуется следующими параметрами: диаметр более 250 мм, высота свыше 350 мм, объем более 1500 см3.
Требования к качеству стеклянных бытовых товаров
Качество основных групп стеклянных товаров нормируется ГОСТом 30407—96, который распространяется на изделия из обычного стекла и хрусталя и предъявляет требования к внешнему виду, физико-химическим показателям, маркировке, упаковке, безопасности.
Требования безопасности являются обязательными, по этим показателям стеклянная посуда, контактирующая с пищей, подлежит обязательной сертификации. Требования данной группы включают требования к химической безопасности (ограничивается миграция свинца и кадмия); механической безопасности (не допускаются сколы, прилипшие кусочки стекла, режущие и осыпающиеся частицы, сквозные посечки и прорезанные грани, инородные включения, вызывающие повреждение стекла), водостойкости и термостойкости; прочности крепления ручек и элементов декоративного оформления.
В торговой практике обычно проверку качества проводят по показателям внешнего вида, соответствию маркировки, возможности эксплуатации (проверка изделия в действии).
При проверке внешнего вида товаров из стекла могут обнаруживаться дефекты, отрицательно влияющие на различные показатели свойств изделий. Влияние того или иного дефекта на качество изделия зависит от его вида, расположения, размера, а также размера изделия. По этим признакам некоторые дефекты допускаются с ограничением по количеству, размерам.
Дефекты стеклоизделий подразделяют на три группы: дефекты стекломассы, дефекты выработки, дефекты обработки.
Проверка изделия в эксплуатации предусматривает определение его целостности (изделие заполняют водой), устойчивости на горизонтальной поверхности, сопряжения крышек и пробок с корпусом и горловиной.
Маркировка должна включать следующие сведения: товарный знак или наименование предприятия изготовителя; артикул; массовую долю свинца (для изделий из свинцового и высокосвинцового хрусталей); обозначение ГОСТа.
Тара и упаковка должны обеспечивать сохранность продукции при транспортировании и содержать манипуляционный знак «Хрупкое — осторожно».
Дополнительные требования к упаковке стеклянных изделий могут оговариваться в договорах или контрактах. Действующие стандарты деление стекло-изделий на сорта не предусматривают. Первый и второй сорт имеют только свинцовые и высокосвинцовые хрустали, остальные изделия делятся на кондиционные и некондиционные.
Проверка качества стеклянных изделий
Качество изделий из хрусталя и стекла проверяют визуально невооруженным глазом при дневном рассеянном свете или при аналогичном освещении на расстоянии 500—600 мм от глаз проверяющего. Порядок и методы проведения экспертизы изделий из стекла приведены в приложении.
Согласно поставленной задаче эксперт проверяет соответствие изделий по способу выработки и обработки, по форме, вместимости, размерам, способу обработки горловин, крышек и пробок к графинам, а также по цвету, массе, размерам и количеству предметов в комплекте или сервизе, эталонам-образцам, утвержденным в установленном порядке.
Также проверяется наличие дефектов, отрицательно влияющих на механические, термические, оптические, эстетические и санитарно-гигиенические свойства изделий; их размеры, места расположения и причины возникновения.
Проверку начинают с общего осмотра изделия и измерения его габаритных размеров. Для проверки соответствия габаритных размеров изделий и/или их емкости данным контрактных условий используются универсальные измерительные инструменты, мерный градуированный стакан или цилиндр.
Для изделий, характеризуемых высотой и диаметром, определение группы (мелкие, средние, крупные) проводится по наибольшему размеру.
Для определения высоты изделия применяют прямоугольный треугольник и линейку — точка пересечения по вертикали и горизонтали — высота изделия.
Для определения толщины стенок, края, корпуса, дна изделий используют штангенциркуль.
Для определения косины края и деформации изделия применяют стальную клинообразную пластинку или штангенциркуль.
Деформация плоских изделий определяется путем измерения зазора между краем изделия и ровной плоскостью при помощи измерительного клина. Деформация полых изделий — определением разности максимального и минимального диаметров; изделий на ножке — определением разности максимальной и минимальной высоты края изделия, установленного на ровную поверхность.
Прочность поверхностных пузырей проверяют легким надавливанием специальным металлическим стержнем длиной 300—400 мм, имеющим закругленный конец диаметром 1 — 1,5 мм.
Прочность закрепления силикатных красок и пленок драгоценных металлов на изделиях определяют протиранием изделий фланелевой тканью.
Для определения наличия трещин, посечек, инородных включений используется увеличительная лупа. Все дефекты, обнаруженные в исследуемых изделиях, фиксируются в отчетах о проверке с указанием их типа, внешних признаков и причин возникновения.
В случае, когда причину образования дефекта (трещины, разрушения) внешним осмотром определить нельзя, проводят исследование в аккредитованной независимой лаборатории. При обнаружении в стекломассе внутреннего напряжения в акте экспертизы этот дефект характеризуется как скрытый дефект производственного характера. В противном случае трещины и разрушения квалифицируются дефектами механического происхождения.
Основные дефекты художественных изделий из стекла и хрусталя
Дефекты выработки | |||
8 | Неравномерность окраски изделий из накладного или цветного стекла | Неравномерное распределение в изделии по тональности | Неравномерность набора стекломассы для наклада (по толщине) |
9 | Загрязненность стекломассы | Пятна различного цвета в верхнем слое стекломассы | Излишки смазки форм |
10 | Прилеп стекла | Кусочки стекла различных размеров на внешней и внутренней поверхности изделия | Повреждения от стеклодувной трубки, попадание кусочков стекла. Излишняя смазка форм |
11 | Деформация края | Нарушение правильности форм корпуса или отдельных частей изделия — зазор между краем изделия и плоскостью | Нарушение температурного режима и времени отжига |
12 | Разнотолщинность стенок края, дна изделия | Неравномерная толщина стенок в крае, корпусе, дне изделия, видимая невооруженным глазом | Неравномерное распределение стекломассы из-за нарушения температурного режима в процессе формования |
13 | Косина края изделия | Непараллельность края изделия, видимая невооруженным глазом | Неисправность машины |
14 | Качание изделий | Неустойчивость изделия на гладкой ровной поверхности | Неравномерное распределение стекломассы по дну изделия в процессе формования |
15 | Несимметричность приставных деталей | Нарушение правильности приставки детали | Нарушение технологии изготовления изделия |
16 | След от форм — морщины, складки | Негладкая, неровная поверхность; неровность, выступающая в виде ряби | Дефекты машины, форм и инструментов |
17 | Чешуйчатость | Крупночешуйчатая поверхность | Дефект формования |
18 | Кованость | Неровность, появляющаяся как мелкая волнистая поверхность | Формование изделий в холодных формах |
19 | След отреза ножницами | На поверхности изделия след отреза в виде грубой нити или неровного края в виде бугорка по краю изделия (оплавленный или царапающий) | Неисправность автомата |
20 | Продутость стекла | Неравномерное распределение стекла с резким утоньшением в отдельных местах изделия, иногда до образования отверстия | Термически неоднородная капля; неравномерный прогрев формы; неравномерная конфигурация формы |
21 | Подрыв приставных деталей | Зазор в место крепления приставных деталей (ручки, носика) к корпусу | Нарушение технологии выработки (в ходе технологического процессе уменьшается вязкость стекла) |
22 | Заусенцы (недопрессовка) | Выступающий стеклянный гребешок или валик, излишек стекла на изделии по шву | Неправильное изготовление деталей формового комплекта (с большими зазорами); износ формового комплекта; накопление нагара и грязи между деталями формы |
23 | Трещина | Резко ограниченное повреждение, проходящее через всю толщину стенки (дна), при котором изделие сохраняет свою форму | Неудовлетворительное качество отжига |
24 | Посечки | Резко ограниченное поверхностное повреждение в виде тонкой серебрящейся нити, не проходящей через всю толщину дна или стенки изделия | Термически неоднородная стекломасса, соприкосновение горячего изделия с холодным инструментом |
25 | Грубый прилеп ножки, подставки, ручки, носика | Складки, морщины, серповидные пузыри в местах соединения ножек или подставок, образовавшиеся в результате плохого сцепления в местах крепления | Нарушение технологии изготовления изделия |
Дефекты обработки | |||
26 | Прорезь грани | Сквозной прорез одной из алмазных граней, образующих рисунок | Брак, допущенный мастером при нанесении на изделие граней |
27 | Осыпь по краю изделия или грани | Отслоение мельчайших частиц стекла, оплавленное или нет | Некачественная обработка края изделия или грани |
28 | Царапины | Наличие на поверхности изделия рисок, царапин, полосок | Нарушение технологии шлифовки и полировки изделия |
29 | Переоплавление края | Деформация изделия в виде вогнутости | Нарушение температурного режима |
30 | След удара инструментом | Небольшие серповидные трещинки | Небрежность при нанесении рисунка на изделие |
31 | Прижег | Белые или темные полосы на шлифованной поверхности | Нарушение технологического режима шлифовки и полировки |
32 | Качание пробки, крышки | Неустойчивость пробки, крышки | Плохая притертость пробки к горловине; несоответствие диаметра пробки, крышки и горловины |
33 | Следы дистировки | Риски от абразивного материала | Не полностью сглажены риски полировки |
34 | Следы полировки | Рябь, волнистость, остатки солей на поверхности изделия | Нарушение технологического режима полировки, плохое промывание изделий после травления |
35 | Вскипание, выгорание краски и пленки | Шероховатость, просветы, вспучивание краски или пленки | Нарушение технологического режима муфельного обжига изделий |
36 | Непрочное закрепление, потемнение красок и драгоценных материалов | Подтеки, изменение цвета краски | Нарушение технологического режима муфельного обжига изделий |
37 | Стирание краски | При легком трении слой краски сходит | Нарушение технологического режима муфельного обжига изделий |
38 | Сколы, щербины оплавленные, отшлифованные, отполированные или закрашенные | Повреждения в виде раковин, расположенных на пересечении образующей изделия с его торцом | Механические повреждения, образовавшиеся во время производства |
39 | Соли | Стеклообразные крупинки на поверхности изделий | Нарушение технологического режима полировки |
40 | Режущий острый край изделия | Неотшлифованный или неотполированный край изделия | Нарушение технологии шлифовки и/или полировки изделия |
41 | Искажение рисунка | Сборка, смещение, обрывы, недоводка, переводка, просветы, несимметричность отводки, завал алмазной грани | Брак, допущенный мастером-живописцем или алмазчиком; нарушение технологического режима при травлении |
42 | Помарки красками | Точки, пятна, полосы, образовавшиеся при декорировании изделий | Результат небрежной работы |
43 | Пережог краски и деколи | Изменение цвета — тусклые краски | Результат нарушения режима (времени и температуры) обжига красок |
44 | Недожог краски | Матовые краски, неустойчивые к щелочам и кислотам | Результат нарушения режима (времени и температуры) обжига красок |
45 | Слипыш | След от соприкосновения с другим изделием | Образуется при соприкосновении изделий друг с другом в горячем состоянии |
Механические повреждения | |||
46 | Сколы, щербины | Повреждения в виде раковинок, расположенных, на пересечении образующей изделия с торцом | Механические повреждения, образовавшиеся при сортировке, упаковке, транспортировке изделий |
Уровень дефектности изделий из стекла
№ п/п | Наименование дефекта | Размеры изделий | Уровень снижения качества, % | ||
10 | 30 | 50 | |||
1 | Разнооттеночность стекла в изделии (цветные опенки) | Изделия всех размеров | Портящий вид | Резко выраженный |
|
2 | Инородные включения: |
|
|
|
|
2.1 | шихтные, шамотные, | Мелкие | 1 | 2 | >2 |
| содовые камни | Средние | 2 | 3 | >3 |
|
| Крупные | 3 | 4 | >4 |
| диаметром 0,8—2 мм | Особо крупные | 4 | 5 | >5 |
| диаметром до 3 мм | Мелкие | — | 1 |
|
|
| Средние | — | 2 |
|
|
| Крупные | 1 | 3 |
|
|
| Особо крупные | 2 | 4 |
|
2.2 | Включения, имеющие вокруг трещины и просечки | Изделия всех размеров | Не допускается | Не допускается | Не допускается |
2.3 | Рух | Изделия всех размеров | Не допускается | Не допускается | Не допускается |
3 | Свиль, мм | Мелкие | До 10 | Свыше 10 |
|
|
| Средние | До 20 | Свыше 20 |
|
|
| Крупные | До 30 | Свыше 30 |
|
|
| Особо крупные | До 40 | Свыше 40 |
|
4 | Шлир | Мелкие | — | До 10 |
|
|
| Средние | — | До 20 |
|
|
| Крупные | До 10 | До 30 |
|
|
| Особо крупные | До 40 | До 40 |
|
5 | Мошка, шт . | Мелкие | 5 | До 10 |
|
|
| Средние | 10 | 15 |
|
|
| Крупные | 15 | 25 |
|
|
| Особо крупные | 20 | До 30 |
|
6 | Пузыри прозрачные, не продавливающиеся |
|
|
|
|
6.1 | Размером 2—3 мм | Мелкие | 1 | До 3 |
|
|
| Средние | 2 | До 4 |
|
|
| Крупные | 3 | До 5 |
|
|
| Особо крупные | 4 | До 6 |
|
6.2 | Размером 4 мм | Мелкие | — | 1 |
|
|
| Средние | 1 | До 3 |
|
|
| Крупные | 2 | До 4 |
|
|
| Особо крупные | 3 | До 5 |
|
6.3 | Размером 5 мм | Мелкие | — | 1 |
|
|
| Средние | — | 2 |
|
|
| Крупные | 1 | До 3 |
|
|
| Особо крупные | 2 | До 4 |
|
7 | Пузыри открытые, по верхностные, продавливающиеся, оплавленные | Мелкие | — | 1 |
|
| Средние | 1 | 2 |
| |
| Крупные | 2 | 3 | . | |
| Особо крупные | 3 | 4 |
| |
| Пузыри, продавливающиеся внутрь изделий | Изделия всех размеров | Не допускаются | Не допускаются | Не допускаются |
8 | Расстекловывание единичное, оплавленное, мм
| Мелкие | — | До 5 | до 10 |
| Средние | До 3 | До 7 | до 15 | |
| Крупные | До 5 | До 10 | до 20 | |
| Особо крупные | До 7 | До 12 | до 25 | |
| Расстекловывание по краю изделий для приема напитков | Изделия всех размеров | Не допускается | Не допускается | Не допускается |
9 | Прилеп стекла оплавленный, не царапающий, мм | Мелкие | — | До 2 |
|
| Средние | До 2 | До 4 |
| |
| Крупные | До 3 | До 5 |
| |
|
| Особо крупные | До 5 | До 7 |
|
| Прилеп стекла царапающий, не оплавленный | Изделия всех размеров | Не допускается | Не допускается | Не допускается |
10 | Неравномерность окраски изделия из накладного или цветного стекла | м. Изделия всех размеров | Портящая внешний вид | Резко выраженная |
|
11 | Загрязненность стекломассы | Изделия всех размеров | Портящая внешний вид | Резко выраженная |
|
12 | Деформация края | Изделия всех размеров | Портящая внешний вид | Резко выраженная |
|
13 | Разнотолщинность стенок края, дна изделия, % от наименьшей толщины | Изделия всех размеров | До 50 | До 100 |
|
14 | Косина края изделия, мм | Мелкие Средние Крупные Особо крупные | 1 1,5 2,0 3,0 | 1,5 2,0 3,0 4,0 | 2,0 3,0 4,0 5,0 |
15 | Качание изделий | Изделия всех размеров |
| Заметное |
|
16 | След от форм (морщины, складки) | Изделия всех размеров | Заметный | Портящий внешний вид | Резко выраженный |
17 | Чешуйчатость | Изделия всех размеров | Заметная | Резко выраженная |
|
18 | Кованость | Изделия всех размеров | Заметная | Портящая внешний вид |
|
19 | Подрыв приставных деталей | Изделия всех размеров | Не допускается | Не допускается | Не допускается |
20 | След отреза ножницами |
|
|
|
|
20.1 | Не царапающий | Изделия всех размеров |
| Портящий внешний вид |
|
20.2 | Царапающий | Изделия всех размеров | Не допускается | Не допускается | Не допускается |
21 | Продутость стекла | Изделия всех размеров | Не допускается | Не допускается | Не допускается |
22 | Заусенцы (недолрессовка) |
|
|
|
|
22.1 | Нецарапающие | Изделия всех размеров | Заметные | Портящие внешний вид | Резко выраженные |
22.2 | Царапающие | Изделия всех размеров | Не допускаются | Не допускаются | Не допускаются |
23 | Посечки, трещины | Изделия всех размеров | Не допускаются | Не допускаются | Не допускаются |
24 | Грубый прилеп ножки, подставки, ручки, носика | Изделия всех размеров | Заметный | Портящий внешний вид | Резко выраженный |
25 | Прорезь грани | Изделия всех размеров | Не допускается | Не допускается | Не допускается |
26 | Осыпь по краю изделия, грани |
|
|
|
|
26.1 | Оплавленная | Изделия всех размеров |
| Единичная | Сплошная |
26.2 | Царапающая | Изделия всех размеров | Не допускается | Не допускается | Не допускается |
27 | Черченность, царапины, мм | Мелкие Средние Крупные Особо крупные | До 10 До 15 До 20 До 25 | До 15 До 20 До 25 До 30 | До 20 До 25 До 30 До 35 |
28 | Переплавление края | Изделия всех размеров | Заметное | Портящее внешний вид |
|
29 | След удара инструмента, мм | Изделия всех размеров | До 5 | До 10 | 15 |
с трещинами и насечками вокруг |
| Не допускается | Не допускается | Не допускается | |
30 | Качание пробки, крышки | Изделия всех размеров | Заметное | Портящее внешний вид | Резко выраженное |
31 | Прижог | Изделия всех размеров | Заметный | Портящий внешний вид | Резко выраженный |
32 | Следы дистировки и кислотной полировки | Изделия всех размеров | Заметные | Портящий внешний вид | Резко выраженные |
33 | Вскипание, выгорание непрочное закрепление, потемнение красок, пленки и драгоценных металлов | Изделия всех размеров | Без нарушения рисунка | Портящий внешний вид |
|
34 | Стирание краски | Изделия всех размеров | Заметное | Портящий внешний вид | Резко выраженное |
35 | Сколы, щербины, оплавленные, отшлифованные, отполированные или закрашенные, не царапающие | Мелкие Средние Крупные Особо крупные |
| До 3 мм До 5 мм До 10 мм До 15 мм | До 5 До 10 До 15 До 20 |
| Частично оплавленные, царапающие | Изделия всех размеров | Не допускаются | Не допускаются | Не допускаются |
36 | Соли | Изделия всех размеров | Заметные | Портящие внешний вид | Резко выраженные |
37 | Режущий, острый край изделия | Изделия всех размеров | Не допускается | Не допускается | Не допускается |
38 | Нарушение (искажение рисунка) | Изделия всех размеров | Заметное | Портящее внешний вид | Резко выраженное |
39 | Помарки краской | Изделия всех размеров | Заметные | Портящие внешний вид | Резко выраженные |
40 | Пережог и недожог краски | Изделия всех размеров | Заметные | Портящий внешний вид | То же |
| С осыпанием краски |
| Не допускается | Не допускается | Не допускается |
41 | Слипыш | Изделия всех размеров |
| Не царапающий на рабочей поверхности |
|
| Царапающий |
| Не допускается | Не допускается | Не допускается |
42 | Сколы, щербины | Мелкие Средние Крупные Особо крупные |
| До 3 До 5 До 10 До 15 | До 5 До 10 До 15 До 20 |
| Сколы и щербины по краю изделий для приема пищи и напитков | Изделия всех размеров | Не допускаются | Не допускаются | Не допускаются |
Порядок и методы проведения экспертизы изделий из стекла
Экспертиза изделий из стекла и хрусталя проводится лично экспертом в соответствии с техническими условиями договоров (контрактов) или стандарта (ОСТ), исходя из задачи, поставленной заказчиком экспертизы.
Неоднородная по составу партия товара до проведения экспертизы должна быть рассортирована по наименованию, артикулам, размерам.
Если заказчик предъявляет одновременно несколько партий товара, то каждая партия проверяется в отдельности.
Эксперт обязан:
1 Ознакомиться с порядком складирования и условиями хранения товара.
2 Провести внешний осмотр состояния транспортной упаковки, обращая внимание на наличие повреждений.
3. При вскрытии каждого товарного места контрольные (клейкие) ленты должны разрезаться, а не отрываться от картона и не разрываться.
В процессе вскрытия эксперт определяет наличие и состояние вспомогательных упаковочных средств, порядок укладки каждого ряда и степень заполнения каждой транспортной упаковки.
Далее проводится проверка количества, комплектности внутри групповой и индивидуальной упаковки. Одновременно проверяется наличие и характер дефектов внешнего вида, количество боя.
Результаты проверки качества, количества, комплектности товара, состояния упаковки эксперт заносит в рабочую тетрадь. Фактическое количество изделий сопоставляется с количеством, указанным в упаковочных диетах, спецификации или в маркировке на товарном месте или бумажной этикетке.
При обнаружении расхождения товара с данными товаросопроводительных документов или повреждения товара (наличие боя изделий) эксперт должен приостановить дальнейшее вскрытие. Далее повторно лично в присутствии заказчика проверить количество товара и затем провести дополнительный внешний и внутренний осмотр товара и средств упаковки с целью установления причин недостачи или повреждения товара.
При обнаружении недостачи товара, если не обнаружены повреждения упаковки, необходимо провести взвешивание товарного места, сопоставив с данными, указанными в маркировке на ящике или в сопроводительных документах. Эксперт предупреждает заказчика о сохранности товарного места, в котором обнаружена недостача, до решения спора между поставщиком и получателем.
Если эксперту предъявлен товар в поврежденной при транспортировке упаковке или в неисправном товарном месте, эксперт обязан потребовать от заказчика акт транспортной организации (коммерческий акт).
Таблица
Соотношение лотовой, метрической, золотниковой и каратной проб драгоценных металлов и сплавов
Пробы | |||
Лотовая | Метрическая | Золотниковая | Каратная |
XVI | 1000 | 96 | 24 |
XV | 937,5 | 90 | 22 |
XIV | 875 | 84 | 21 |
XIII | 812,5 | 78 | 20 |
XII | 750 | 72 | 18 |
XI | 687,5 | 66 | 17 |
X | 625 | 60 | 15 |
IX | 562,5 | 54 | 14 |
VIII | 500 | 48 | 12 |
VII | 437,5 | 42 | 11 |
VI | 375 | 36 | 9 |
V | 312,5 | 30 | 8 |
IV | 250 | 24 | 6 |
III | 187,5 | 18 | 5 |
II | 125 | 12 | 3 |
I | 62,5 | 6 | 2 |
Таблица
Соотношение каратов в промилле чистого металла
Караты | Содержание чистого металла |
1 | 41,667 |
2 | 83,333 |
3 | 125,000 |
4 | 166,667 |
5 | 208,333 |
6 | 250,333 |
7 | 291,667 |
8 | 333,333 |
9 | 375,000 |
10 | 416,667 |
11 | 458,333 |
12 | 500,000 |
13 | 541,667 |
14 | 583,333 |
15 | 625,000 |
16 | 666,667 |
17 | 708,333 |
18 | 750,000 |
19 | 791,667 |
20 | 833,333 |
21 | 875,000 |
22 | 916,667 |
23 | 958,333 |
24 | 1000,000 |
Таблица
Шифры государственных инспекций пробирного надзора
№ п/п | Наименование государственных инспекций пробирного надзора | Местонахождение | Шифры инспекций |
1 | Верхневолжская | р/п Красное-на-Волге | В |
2 | Волго-Вятская | г. Нижний Новгород | Г |
3 | Восточно-Сибирская | г. Красноярск | Я |
4 | Дальневосточная | г. Хабаровск | Ю |
5 | Донская | г. Ростов-на-Дону | К |
6 | Западная | пос. Янтарный, Калинградская обл. | Ф |
7 | Забайкальская | г. Улан-Удэ | Ж |
8 | Западно-Сибирская | г. Новосибирск | Н |
9 | Поволжская | г. Уфа | II |
10 | Подмосковная | г. Бронницы, Московская обл. | Б |
11 | Прикаспийская | г. Махачкала | 3 |
12 | Саха (Якутия) | г. Якутск | Д |
13 | Северная | г. Великий Устюг, Вологодская обл. | А |
14 | Северо-Западная | г. Санкт-Петербург | Л |
15 | Уральская | г. Екатеринбург | С |
16 | Центральная | г. Москва | М |
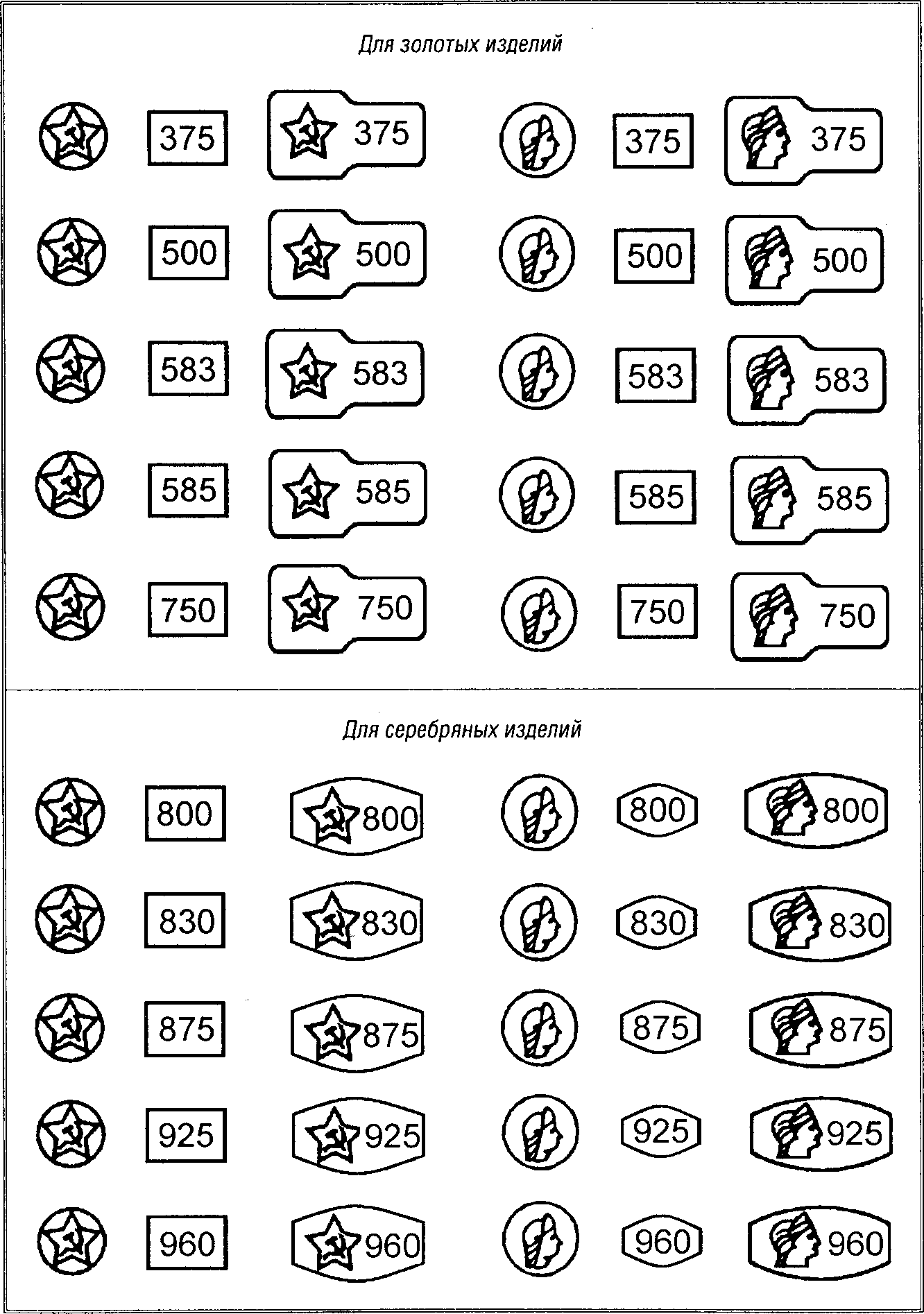
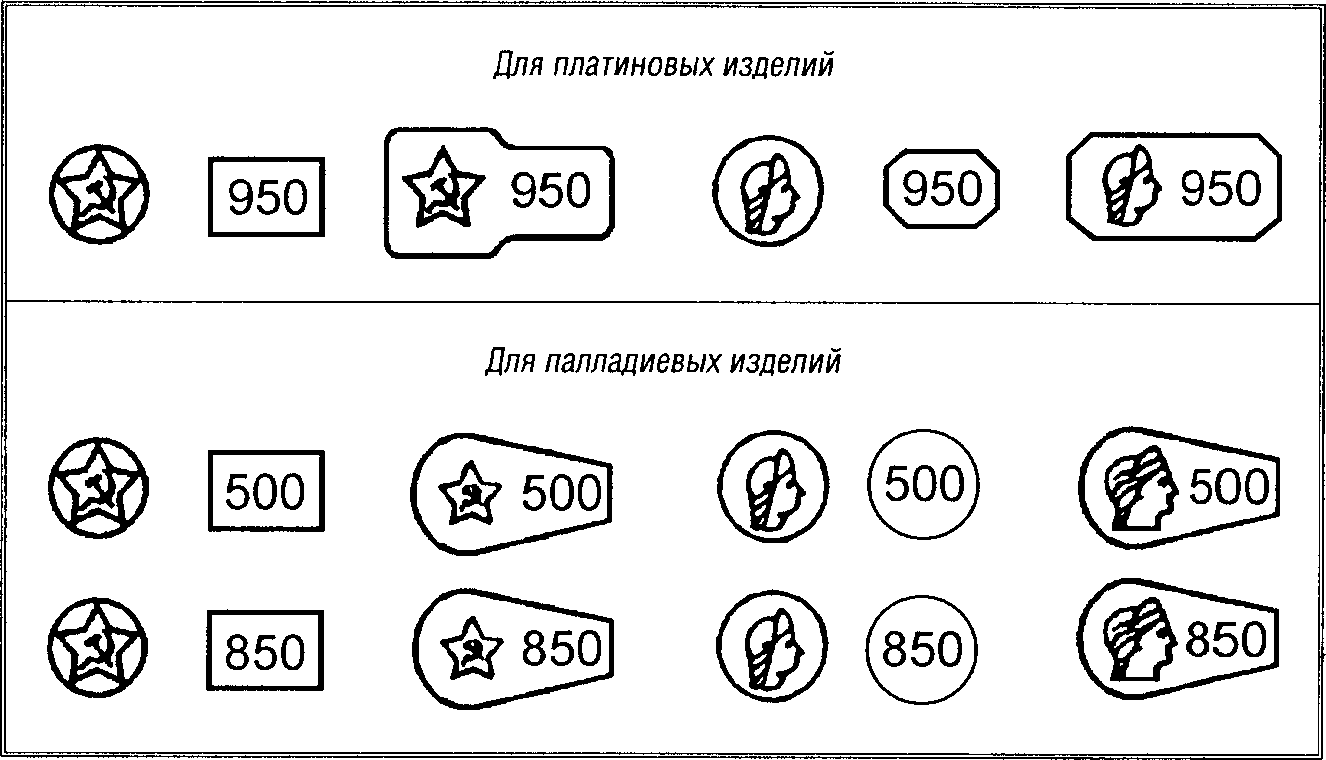
Таблица
Эскизы пробирных клейм для золотых, серебряных, платиновых и палладиевых изделий
Таблица
Плотность самоцветов и поделочных камней
Ювелирный камень | Удельный вес | Ювелирный камень | Удельный вес |
Агат | 2,60...2,65 | Малахит | 3,82...3,95 |
Амазонит | 2,56...2,58 | Нефрит | 2,90-3,15 |
Аметист | 2,63...2,65 | Обсидиан | 2,32-2,50 |
Волосатики: бычий глаз, кошачий глаз, соколиный глаз | 2,64...2,71 | Опал | 1,98-2,15 |
Раухтопаз (дымчатый кварц) | 2,63-2,65 | ||
Селенит
| 2,25-2,35 | ||
Розовый кварц | 2,63...2,65 | Сердолик (карнеол) | 2,58-2,64 |
Горный хрусталь | 2,63...2,65 | ||
Гематит | 4,95—5,16 | Содалит | 2,13-2,29 |
Жадеит | 3,30—3,36 | Чароит | 3,90...4,70 |
Лазурит | 2,55...3,12 | Яшма | 2,58-2,91 |
Таблица
Цвет люминесценции ювелирных камней
Длина волны | |
254 нм | 365 нм |
Белый | |
Алмаз, воробьевит, жадеит, жемчуг, колеманит, опал, сапфир, серпентин, флюорит, янтарь | Жемчуг, опал, смитсонит, флюорит, янтарь, шеелит, дюмортьерит |
Красный, розовый | |
Александрит, апатит, изумруд, коралл, лазурит, лунный камень, рубин, сапфир, родонит, шпинель | Александрит, алмаз, изумруд, лунный камень, родохрозит, опал огненный, шпинель |
Оранжевый, коричневый | |
Алмаз, лазурит, лунный камень, сапфир, топаз, циркон, шпинель | Алмаз, андалузит, сапфир, топаз, циркон, тупулит |
Желтый | |
Алмаз, кунций, опал огненный, топаз, циркон, янтарь, фриделит, смитсонит | Алмаз, топаз, янтарь, циркон, турмалин желтый и коричневый |
Зеленый | |
Александрит, алмаз, апатит, топаз, бирюза, изумруд, жемчуг, шпинель, янтарь, флюорит | Александрит, алмаз, андалузит, опал, топаз, флюорит, янтарь |
Голубой, синий | |
Алмаз, апатит, бирюза, сапфир, лунный камень, янтарь, флюорит, целестин, воробьевит | Алмаз, жемчуг, смитсонит, янтарь, шеелит, амблигонит |
Фиолетовый | |
Алмаз, апатит, кварц розовый, коралл, смитсонит, воробьевит
| Алмаз, воробьевит, дюмортьерит, родозрозит, скаполит |