Классификация оборудования для измельчения пищевого сырья
Классификация измельчающих машин приведена на рис.
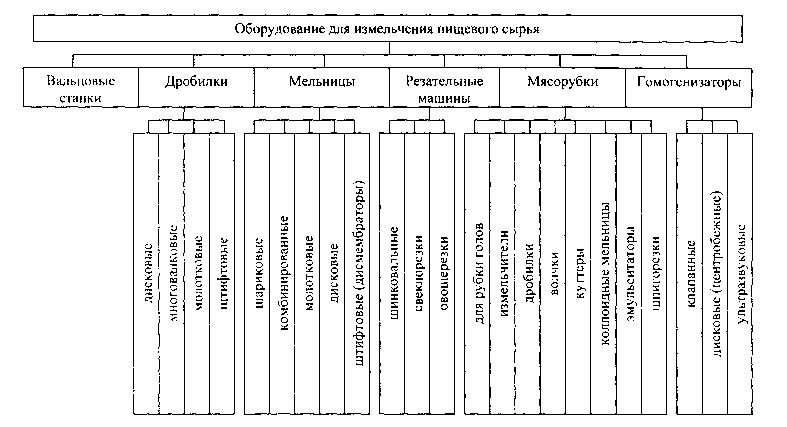
Рис. Классификация оборудования для измельчения пищевого сырья
Резательные машины предназначены для измельчения растительного сырья на частицы правильной формы (столбики, кружки, кубики) и определенных размеров для соблюдения одинаковых режимов при дальнейшей обработке и дозировке. Качество резки зависит от конструктивных особенностей машины, режима ее эксплуатации, от вида и состояния сырья. Резка сырья осуществляется стальными ножами различной формы (пластинчатыми, дисковыми, треугольными, трубчатыми, серповидными, винтовыми), которые совершают вращательное или колебательное движение.
В зависимости от конструкции режущих устройств резательные машины классифицируются на следующие группы:
— центробежные (с неподвижными режущими устройствами), в которых ножевые рамы закреплены в пазах вертикального корпуса, а продукт прижимается к ножам за счет центробежной силы и заклинивающего действия лопастей вращающегося ротора;
— дисковые (с подвижными режущими устройствами), в которых ножи крепятся к вращающемуся диску, а продукт прижимается к ножам специальными прижимами и под действием собственной массы;
— барабанные (с подвижными режущими устройствами), в которых ножевые рамы крепятся в пазах стенки горизонтального вращающегося барабана, а продукт прижимается к ножам специальными устройствами;
— комбинированные, в которых имеются две и более групп ножей, причем одна группа ножей совершает вращательное движение, а другая, как правило, неподвижная и находится в перпендикулярной плоскости.
Действие свеклорезок основано на взаимоотносительном движении свеклы и ножей, которое может осуществляться различно. В некоторых конструкциях свеклорезок, например в резках с горизонтальным диском, движутся ножи, закрепленные во вращающемся диске, свекла же неподвижна; такие свеклорезки называются дисковыми.
В других конструкциях ножи закреплены неподвижно на стенках вертикального цилиндра, свекла движется по внутренней поверхности цилиндра, прижимаясь к ножам действием центробежной силы. Такие резки называются центробежными. В последнее время получили распространение барабанные резки, в которых ножи закреплены на стенках вращающегося горизонтального барабана, а свекла находится внутри барабана и удерживается от вращения особым приспособлением.
В настоящее время наиболее распространенными в сахарной промышленности являются центробежные свеклорезки.
Классификацию машин для резания свеклы (рис.) можно дать, исходя из взаимного относительного движения свеклы и режущих устройств, а также из конфигурации узла, в котором установлены режущие устройства.
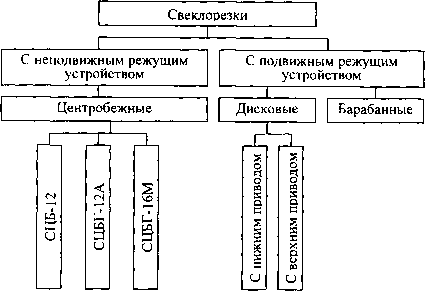
Рис. Классификация свеклорезок
В центробежных свеклорезках рамы с ножами закреплены в пазах вертикально установленного корпуса. Свекла, поступающая в свеклорезку, перемещается относительно ножей с помощью ротора и прижимается к ножам при помощи центробежной силы и заклинивающего действия лопастей улитки.
В дисковых свеклорезках ножи с рамами устанавливаются в пазах горизонтально вращающегося диска, свекла же находится в неподвижном состоянии и прижимается к ножам под действием собственной массы и при помощи специальных прижимов. В барабанных свеклорезках ножи с рамами закреплены в пазах стенки горизонтально вращающегося барабана, свекла находится внутри барабана, удерживается от вращения вместе с барабаном и прижимается к ножам специальными устройствами.
Ножи в свеклорезке можно менять на ходу, производительность свеклорезок регулируется изменением частоты вращения ротора или количеством работающих ножей.
Дисковые свеклорезки потребляют меньше энергии, чем центробежные и барабанные, на них получают хорошую свекловичную стружку, но расход ножей на резание 100 т свеклы больше по сравнению с другими типами свеклорезок. Для замены ножей свеклорезку необходимо останавливать.
Барабанные свеклорезки просты по устройству, но в процессе эксплуатации потребляют большое количество ножей и энергии, стружка получается низкого качества, смена ножей осуществляется только при остановке машины.
Волчки предназначены для среднего и мелкого измельчения сырья.
Основные части волчка — механизмы подачи, измельчения и привод. Механизм подачи имеет загрузочный бункер, в котором либо смонтирован питатель (принудительная подача), либо его нет (сырье загружается самотеком). По конструкции питатели бывают одно- и двухшнековыми, спиральными, лопастными, пальцевыми, их расположение относительно механизма подачи может быть верхним параллельным или боковым параллельным, перпендикулярным, угловым и соосным (рис.).
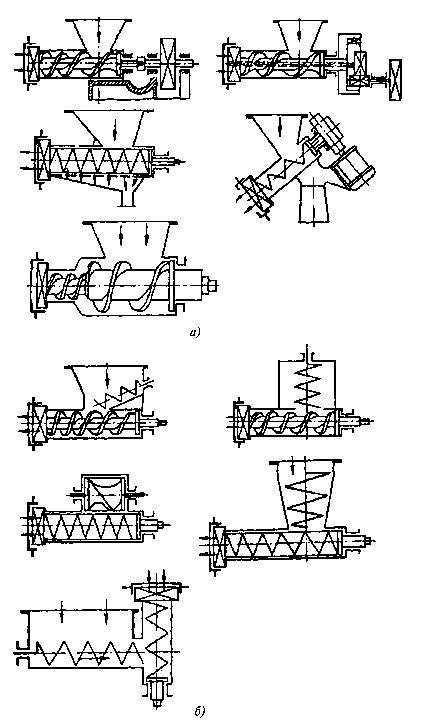
Рис. Схема волчков с принудительной (а) и без принудительной (б) подачи сырья
Механизм измельчения волчка бывает коническим, цилиндрическим и плоским. Последний получил наибольшее распространение. Это вызвано не только удобством и быстротой обслуживания, но и возможностью выполнения на нем ступенчатого измельчения, а также простотой изготовления и надежностью работы. Он представляет собой последовательное чередование неподвижных решеток и вращающихся ножей.
Наиболее распространенным является механизм измельчения, состоящий из приемной, промежуточной и выходной решеток, двусторонних и односторонних многозубых ножей. Особенность конструкции инструмента типа решеток — это форма и размеры отверстий, представляющих собой кольцевые режущие кромки. Диаметр отверстий определяет скорость истечения сырья и степень его измельчения. Форма отверстий бывает круглой, квадратной, овальной, фасолевидной, со скосами и без них и т.д. Ножи для волчков применяют в основном трех- и четырехзубые, сплошные и составные, с одно- и двусторонней заточкой, с прямолинейными и криволинейными режущими кромками. Для жиловки мяса при измельчении используют жиловочные ножи перед выходной решеткой волчка. Они имеют разнесенные по зубьям специальные канавки, по которым при измельчении удаляются из зоны резания пленки и сухожилия. Известны также и другие конструкции жиловочных ножей.
Привод волчка электромеханический. По конструкции он может быть общим и раздельным для подающего и режущего механизмов, одно- и многоскоростным. Применение раздельного привода связано с заданием различных режимов работы подающего и режущего механизмов в зависимости от свойств измельчаемого сырья.
За основную техническую характеристику волчка принимают диаметр решетки. Наибольшее применение для измельчения мягкого мясного сырья нашли волчки с диаметрами решетки 112, 114, 120, 160 и 200 мм.
В настоящее время получили распространение волчки, которые наряду с измельчением выполняют и другие технологические операции — смешивание, жиловку, посол, наполнение фаршем оболочек при производстве колбасных изделий. Для их выполнения в приемном бункере волчка монтируют детали, которые одновременно перемешивают и нагнетают сырье в механизм измельчения; на горловине волчка устанавливают дополнительные насадки для наполнения колбасных оболочек.
Куттеры предназначены для тонкого измельчения мясного мягкого сырья и превращения его в однородную гомогенную массу. До поступления в куттер сырье предварительно измельчают на волчке, но отдельные конструкции куттеров имеют приспособления для измельчения кускового сырья. Куттеры бывают периодического и непрерывного действия.
Коллоидные мельницы и измельчители применяют для обработки мягкого мясного сырья. Режущий механизм этого оборудования представляет собой одиночные серповидные ножи; ножи, имеющие парную режущую деталь в виде решеток, пальцев, ножен, отражателей, дисков и пр.; комбинированный режущий механизм. Ножи бывают гладкими или зубчатыми. Их устанавливают непосредственно на валу, диске, барабане, крестовине, червяке. Решетки бывают плоскими, цилиндрическими, коническими, неподвижными, подвижными, вращающимися, качающимися; пальцы и отражатели — с острозаточенными гранями. Режущий механизм коллоидной мельницы представляет собой также парную режущую деталь: вращающийся ротор и неподвижный статор. Ротор и статор бывают гладкими и зубчатыми.
Измельченный продукт вытесняется деталями режущего механизма или перемещается вращающимися дисками, лопастями, шнеками.
Гомогенизаторы подразделяются на клапанные, дисковые или центробежные и ультразвуковые. Основным фактором, определяющим конструкцию гомогенизаторов, является количество плунжеров. По этому признаку выпускаемые гомогенизаторы можно разделить на одно-, трех- и пятиплунжерные.
Схемы конструкций гомогенизирующих головок, используемых в различных типах гомогенизаторов, приведены на рис.
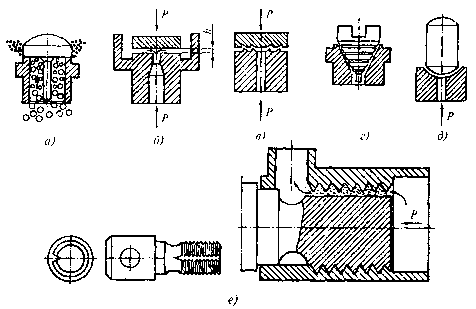
Рис. Схемы конструкций гомогенизирующих головок: а — с обыкновенным клапаном; б — с клапаном с отражательными стенками; в — с клапаном с наклонными и концентричными нарезами в горизонтальной плоскости; г — с клапаном с наклонными и концентричными нарезами в наклонной плоскости; д — со сферическим клапаном; е — с резьбовым клапаном с продольной прорезью
Основными рабочими органами гомогенизирующей головки являются седло и клапан, от конструкции которых в известной мере зависит степень дисперсности частиц при гомогенизации. Разнообразие конструкций гомогенизирующих устройств обусловлено стремлением повысить гомогенизирующий эффект за счет повышения турбулентности потока гомогенизируемой жидкости, усиления явлений кавитации, повышения скорости движения жидкости на входе в клапанную щель. Клапанная щель может быть гладкой и волнообразной с постоянным или переменным сечением.
Для преодоления сопротивления при прохождении через узкую щель продукт подается под высоким давлением (15...30 МПа).
Сила Р, прилагаемая при подаче продукта, поднимает клапан, и между ним и седлом образуется узкий канал высотой h, через который протекает жидкость. Клапан остается над седлом в плавающем состоянии, и вследствие изменения гидродинамических условий (давления, вибрации) высота канала постоянно меняется.
Сила, с которой клапан прижимается к седлу, создается часто пружиной, в некоторых конструкциях - маслом под давлением и может регулироваться. Ее величина определяется давлением, с которым осуществляется подача продукта. Тонкость измельчения (гомогенизация) зависит от давления, конструкции гомогенизирующего органа, равномерности подачи, состояния и предварительной обработки продукта.