Маслообразователи
В маслообразователе регулирования состава масла не проводится. В него поступают сливки в полном соответствии с составом компонентов в масле. В маслообразователях осуществляется изменение структуры высокожирных сливок. Для этого высокожирные сливки интенсивно охлаждаются в первый период и подвергаются механическому воздействию при одновременном более глубоком охлаждении во второй. Таким образом, масло образуется в результате механического и теплового воздействия на высокожирные сливки.
Наибольшее распространение получили маслообразователи цилиндрические (обычно трехцилиндровые) и пластинчатые. Применяются также вакуум-маслообразователи.
Трехцилиндровый маслообразователь Т1-ОМ-2Т (рис.) предназначен для переработки высокожирных сливок в сливочное масло.
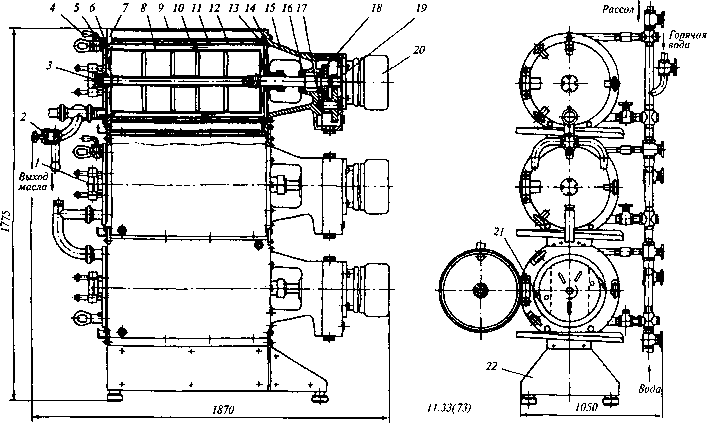
Рис. Трехцилиндровый маслообразователь Т1-ОМ-2Т
Он состоит из станины 22, унифицированных цилиндров одинаковой конструкции. Каждый из цилиндров включает фланцы передний 7 и задний 13, обшивку 9, обечайки наружную 10 и внутреннюю 12, вытеснительный барабан, крышку 5, втулку направляющую 3, кран воздушный 4, кронштейн 1, кольцо уплотнительное 6 и 14, подшипники 16, 17, шестерни 18, 19, редуктор и рубашку для охлаждения продукта водой.
В рубашке проложена и закреплена спираль 11. Задней стенкой цилиндра является торцевой диск редуктора 15, а передней — крышка 5.
Вытеснительный барабан 8 изготовлен из нержавеющей стали с ребрами жесткости. На нем размещены два ножа 21, оснащенных пластинками из пластмассы. Ножи свободно поворачиваются над плоскостями вытеснительного барабана. При вращении барабана ножи под действием центробежной силы отбрасываются и прижимаются лезвием к внутренней поверхности цилиндра.
Для удаления воздуха и контроля за наполнением цилиндра сливками в верхней части крышек расположены воздушные краны, которые открываются при пуске маслообразователя. В нижней части крышки верхнего цилиндра размещен кран 2 для выпуска продукта. На выходе продукта установлены выпускной кран 2 и термометр сопротивления для контроля за температурой выходящего масла.
От электродвигателя 20 маслообразователь приводится в движение через редуктор 15.
Высокожирные сливки с температурой 80.. .90 °С подаются в нижний барабан маслообразователя, а рассол и ледяная вода — в охлаждающую рубашку. При работе слой сливок срезается ножами и перемешивается. Температура масла на выходе обычно не превышает 10...12 °С. Масло, перемещаясь к выпускному патрубку, выходит из него. Продолжительность нахождения продукта в маслообразователе 3...6 мин.
В нижнем цилиндре высокожирные сливки, охлаждаясь до температуры кристаллизации глицеридов (22...23 °С), сохраняют свойства эмульсии. Температура рассола в нижнем цилиндре -1...-3 °С, в среднем -3...-5 °С. В среднем цилиндре начинается процесс структурообразования: жир из жидкого состояния переходит в вязкопластичное и отвердевает в течение 5.. .20 с. Продукт в среднем цилиндре охлаждается до 11... 13 °С. В верхнем цилиндре вследствие механического воздействия в течение 150...250 с продукт приобретает мелкокристаллическую структуру и пластическую консистенцию. Температура продукта в верхнем цилиндре вследствие охлаждения водой при температуре 7...9 °С даже повышается на 1...2 °С. Выделение тепла при механическом воздействии превышает отвод через стенку цилиндра к охлаждающей воде.
Оптимальным углом установки ножей является угол 35, а кольцевой зазор при производительности 450, 650 и 850 кг/ч соответственно 15, 22 и 29 мм.
Техническая характеристика маслообразователя марки Т1-ОМ-2Т
Производительность, кг/ч........700
Количество цилиндров, шт..........3
Поверхность охлаждения, м2........2,1
Диаметр цилиндра, мм.........315
Частота вращения вытеснительного барабана, с-1 . . 2,5
Установленная мощность, кВт........6,6
Габаритные размеры, мм........ 1870x1050x1775
Масса, кг............800
Пластинчатый маслообразователь РЗ-ОУА (рис.) предназначен для переработки высокожирных сливок в сливочное масло.
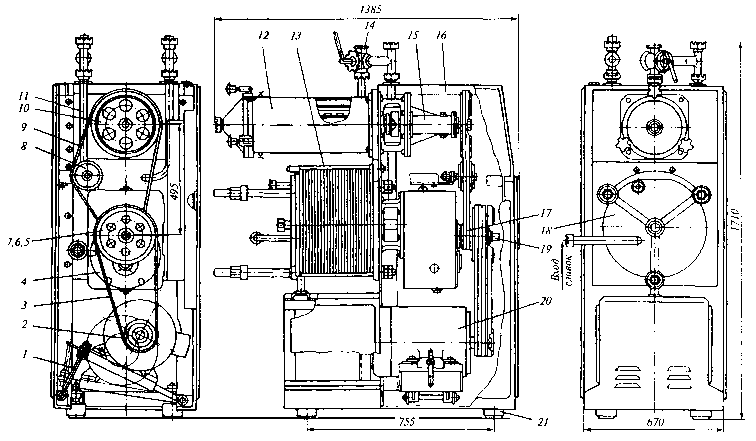
Рис. Пластинчатый маслообразователь РЗ-ОУА
Он состоит из станины 16 с опорами 21, охладителя 13, маслообработника 12 и системы трубопроводов.
Электродвигатель 20 с помощью клиновых ремней 3 и 9, редуктора 4 и шкивов 2, 5, 6, 7, 10, 17 приводит во вращение вал охладителя 13 и вал маслообработника 12. Натяжение клиноременной передачи осуществляется винтом 1 и натяжным роликом 8. Привод вала 15 маслообработника осуществляется двухступенчатой клиноременной передачей от того же электродвигателя. Ведомый шкив 17 первой ступени клиноременной передачи является сменным. При замене его другим, входящим в комплект маслообразователя, меняется скорость вращения вала охладителя и вала маслообработника. На конце приводного вала 19 редуктора имеется паз для рукоятки, при помощи которой производится холостое вращение маслообразователя.
Подача высокожирных сливок в маслообработник 12 осуществляется через трубопровод 11 и трехходовой кран 14.
Охладитель 13 представляет собой сжатый пакет пластин в комплекте с ножами, надетыми на приводной вал редуктора. Уплотнение пластин между собой осуществляется резиновыми кольцами, сжатие пакета пластин — с помощью нажимной плиты 18 специальными гайками.
Хладоноситель по каналам, образованным втулками продуктовых пластин, поступает во внутреннюю полость охлаждающих пластин, омывает торцовые стенки этих пластин изнутри и через такие же каналы выводится из них.
В первой части охладителя продукт поступает в полость, образуемую продуктовой пластиной, через центральное отверстие охлаждающей пластины, откуда по щели, образуемой охлаждающей пластиной и вращающимся диском, к периферии диска. Затем продукт огибает диск и движется в зазоре между диском и стенкой следующей охлаждающей пластины от периферии диска к центру, после чего направляется в следующую секцию через центральное отверстие охлаждающей пластины.
Во второй части охладителя в зоне температур, где интенсивно повышается вязкость продукта, с целью уменьшения гидравлического сопротивления предусмотрено движение продукта в зазоре между каждой парой охлаждающих пластин в одном направлении: либо от центра к периферии, либо от периферии к центру. Для этого установлены специальные охлаждающие пластины со сквозными отверстиями для прохода продукта, расположенными по окружности в зоне, прилегающей к продуктовой пластине. Зазоры по центральной части между этими пластинами и вращающимся валом уплотнены с помощью специальных втулок, которые прижимаются к пластине гидравлическим давлением.
В этой части охладителя вместо дисков на валу установлены лопастные турбули-заторы (крестовины) со скребковыми ножами. Ножи, беспрерывно вращаясь, перемешивают продукт и счищают его с торцовых поверхностей охлаждающих пластин, чем интенсифицируют процесс теплообмена.
Маслообработник (рис.) представляет собой цилиндр 2, внутри которого неподвижно закреплен отражатель 4 с текстурационной решеткой, а на валу закреплена трехлопастная мешалка 3. В состав маслообработника входят также конус 1, подшипник 5, кольца 6 и 7, манжета 8, полумуфты 9 и 10, крышка 11, вал 12, кольцо 13, уплотнение 14, пружина 15, кран 16, кольцо 17. Под воздействием мешалки происходит механическая обработка продукта с целью придания ему оптимальных структурно-механических свойств. В верхней части маслообработника установлен кран для спуска воздуха, а в нижней — кран 16 для спуска жидкости после мойки маслообразователя.
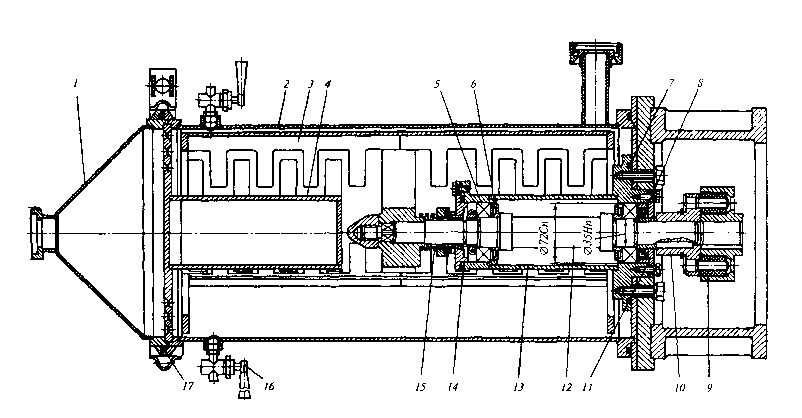
Рис. Маслообработник маслообразователя РЗ-ОУА
Пульт управления обеспечивает управление электрооборудованием установки, контроль температуры в трех точках, блокировку от перегрузки электродвигателей и от короткого замыкания, звуковую сигнализацию о перегрузке электродвигателя маслообразователя и контроль потребляемого тока.
Блок манометра, пневмодатчик и регулирующий клапан образуют комплекс устройств, которые позволяют регулировать и автоматически поддерживать температурный режим маслообразователя. Этот комплекс приборов не нуждается в электропитании и построен на применении энергии сжатого воздуха.
Блок манометра устанавливается на кронштейне, который болтами закрепляется в верхней части маслообразователя. Присоединение блока манометра к установке осуществляется через пневмодатчик, который монтируется на тройник на входе продукта в маслообразователь. Пневмодатчиком служит вертикально установленная нержавеющая труба длиной 512 мм. В верхней части труба имеет штуцер для присоединения манометра. При работе в автоматическом режиме к штуцеру присоединяется регулирующий манометр, при работе в ручном режиме — обычный показывающий манометр. Воздушная подушка, образуемая в пневмодатчике, передает давление продукта на манометр и одновременно служит для защиты манометрической трубки от попадания в нее продукта.
К штуцеру «Питание» регулируемого манометра через фильтр-влагоотделитель и редуктор давления подводится сжатый воздух от центральной сети или отдельного компрессора.
Для стабилизации основного показателя ведения процесса охлаждения температуры продукта использована зависимость его вязкости от температуры. При увеличении температуры продукта вязкость его понижается, уменьшается давление на входе в аппарат. Уменьшение давления продукта на входе в маслообразователь через пневмодатчик воспринимается изодромным регулятором манометра и приводит к уменьшению давления воздуха. В результате этого увеличиваются проходное сечение регулятора и подача хладоносителя, температура продукта при этом понижается. При увеличении давления на входе (переохлаждение продукта) действие регулятора противоположное.
Высокожирные сливки винтовым насосом подаются в охладитель маслообразователя, где со скоростью около 313 К (40 °С) в минуту охлаждаются от 348 до 284.. .287 К (от 75 до 11... 14 °С). Затем по щели между охлаждающей пластиной и диском-турбулизатором высокожирные сливки направляются к центру. Через центральное отверстие сливки переходят в камеру следующей продуктовой пластины, в которой перемещаются по щели от центра к периферии. В следующей камере они движутся сначала от периферии к центру, а затем от центра к периферии.
Вторая стадия процесса проходит в маслообработнике маслообразователя, где продукт подвергается интенсивной механической обработке. В маслообработнике температура продукта повышается до 15... 18 °С за счет механической обработки и выделения скрытой теплоты кристаллизации. Интенсивность механической обработки на второй стадии процесса является главным фактором получения масла с оптимальными структурно-механическими свойствами. При продавливании продукта через решетку разрушаются грубые кристаллизационные структуры и под воздействием крыльчатки продукт выходит через патрубок.
Техническая характеристика пластинчатого маслообразователя РЗ-ОУА
Производительность при выработке масла, кг/ч:
сладко-сливочного..........1000
крестьянского............800
Вместимость, дм3:
охладителя............22
маслообработника .......... 28
Частота вращения, с-1:
вала охладителя...........1,17; 33; 1,67
мешалки маслообработника.......4,65; 5,35; 6,70
Потребление электроэнергии, кВт-ч 8,6
Расход холода, кВт............42
Давление сжатого воздуха, МПа.......0,2...0,6
Расход сжатого воздуха, м3/ч........1
Габаритные размеры, мм.......... 2200x1700x1800
Масса, кг...............1200