Рассев
В самобалансирующемся рассеве ЗРШ4-4М (рис.) корпус рассева четырехприемный, выполнен в виде шкафа и подвешен с помощью кронштейнов 2 на четырех подвесках 9 из стального троса к специальной раме потолочного перекрытия.
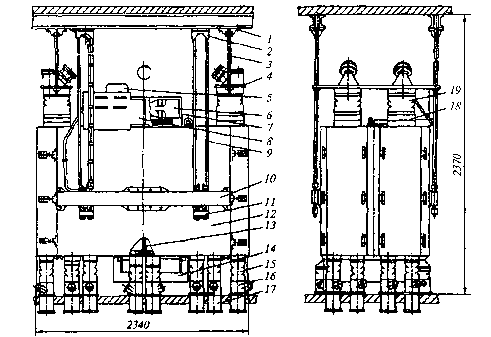
Рис. Рассев ЗРШ4-4М
Концы подвесок с помощью клиньев крепят в замках 11, установленных на несущих балках 10 корпуса рассева.
Над корпусом рассева установлены на штангах 3 приемные устройства 4. Штанги крепят к потолочной раме с помощью державок 1.
Под корпусом на полу установлен блок патрубков 16 и 17. Патрубки 18 приемного устройства и напольные патрубки соединяются с патрубками корпуса матерчатыми рукавами 19 и 15, которые крепят на патрубках резиновыми кольцами.
Ситовые корпуса приводятся в круговое поступательное движение от электродвигателя 5, закрепленного на кронштейне 8, и дебалансного колебателя 7 с балансирами 6. Они закрыты ограждением 14. Корпус имеет несущую раму 13.
Шкаф рассева (рис.) состоит из несущей рамы 12, к которой крепят четыре секции 7, днище 14, крышку 2, обшивку. Рама, днище, крышка, каркасы секций рассева снаружи закрыты дверями 8, а сзади — перепускными коробками 6, 11, 13 и стенками 10. На направляющих в секциях установлены по 18 ситовых рам 5 с поддонами 4. В ячейках рам размещены очистители 3.
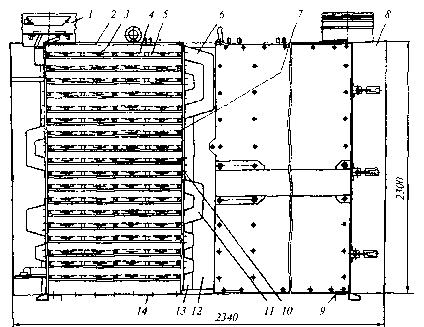
Рис. Шкаф рассева ЗРШ4-4М
Над каждой секцией на крыше шкафа расположены питатели 7. На боковинах шкафа закреплены балки. Внизу со стороны дверей также имеются балки 9, увеличивающие прочность шкафа и одновременно служащие опорами для дверей. На дне корпуса установлены транспортирующие коробки и выпускные патрубки. Рама шка-
фа сварная, состоит из стальной трубы с фланцами под корпуса подшипников балансирного механизма и четырех перегородок, к которым крепят крышку, днище, каркасы секций, обшивку.
Каркас секции представляет собой две панели, соединенные между собой связями. Каждая панель состоит из двух стоек, к которым привернуты направляющие для рам. К стойкам приклепаны стальные уголки и лапки для обеспечения прочного крепления секции в шкафу.
В стойках установлены также по две деревянные заглушки, которые совместно с перекрышей, располагаемой между двумя стойками, позволяют перекрывать боковой канал секции. В зависимости от исполнения панели число перекрыш в панели может быть одна, две или их может не быть.
Ситовые рамы изготавливают из деревянных брусков. Рама брусками разделена на четыре ячейки. В них вставляют вкладыши, представляющие собой коробку с перфорированным дном. Боковины коробки не имеют отверстий и служат для защиты деревянных частей рамы от износа их очистителями. Вкладыши лапками вставляются в прорези поперечных брусков рамы. Очистители сит вставляют во вкладыши перед набивкой сит на мукомольном предприятии.
Поддоны ситовых рам сделаны в двух исполнениях: односкатные и двускатные. Односкатные поддоны имеют боковые окна с одной стороны, двускатные — с обеих. На нижней плоскости поддона закреплены угольники, служащие для фиксации поддона в секции шкафа, для выемки поддона с рамой из секции, а также для придания ему необходимой жесткости.
Дверь рассева состоит из корпуса, каркаса, перепускных коробок, стенок, перегородок, двух выпускных патрубков и прокладок, уплотняющих стыки элементов двери, между дверью и секцией шкафа. Корпус двери коробчатой формы выполнен из листового алюминиевого сплава. На боковинах каркаса установлены кронштейны для навешивания двери и осуществления поджатия ее к секции шкафа. На верхней стенке сделано полукруглое отверстие, окантованное уголком и прокладкой, предназначенное для обеспечения плотного прилегания двери к питателю, расположенному на крыше шкафа. Снизу имеются два выпускных отверстия.
Каркас служит для придания двери большей жесткости и крепления на ней съемных элементов двери. Каркас представляет собой раму, выполненную из уголка и трех поясов из швеллеров.
Наборы перепускных коробок и стенок, устанавливаемые в дверях, соответствуют определенным функциональным схемам. Они служат для формирования потоков различных фракций продукта, получающихся в результате просеивания на ситах в рассеве. Коробки и стенки любой двери взаимозаменяемы и могут быть установлены в качестве перепускных коробок и стенок внутри секции. Для уменьшения массы рассева большинство деталей дверей, каркасов, обшивки шкафа выполнены из алюминиевых сплавов.
Привод корпуса рассева осуществляется от электродвигателя через клиноременную передачу, изменение частоты колебаний ситового корпуса — установкой сменного шкива соответствующего диаметра. В комплекте рассева имеется два приводных шкива: с расчетными диаметрами 145 и 160 мм. Шкив диаметром 145 мм установлен на рассеве, а шкив диаметром 160 мм находится в ящике с запасными частями. Натяжение ремней осуществляется перемещением электродвигателя по пазам кронштейна с помощью натяжных болтов. Устройство дебалансного колебателя показано на рис.
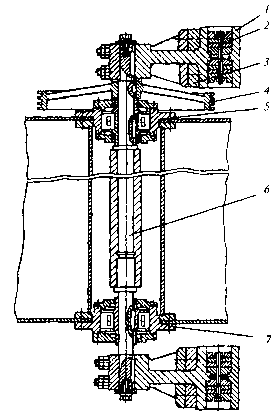
Рис. Дебалансный колебатель
Он состоит из балансира 7, грузов 2 и 3, шкива 4, верхнего 5 и нижнего 7 подшипников и вала 6.
Питатели, установленные на крыше шкафа, служат для равномерного распределения исходного продукта на три ситовые рамы и состоят из штуцера, закрепленных на нем конуса и диска с тарелкой. На диске сделано 12 отверстий для прохода продукта. С помощью скатов, расположенных на штуцере, площадь отверстий, а следовательно, и поступающий продукт делятся на три равные части.
Приемное устройство предназначено для подачи в корпус рассева продуктов размола зерна и аспирации. Оно состоит из рамы, двух приемных коробок и патрубков.
Исходный продукт из приемных коробок попадает в питатели, которые распределяют его на три потока, каждый из которых поступает на ситовую раму. При движении продукта по ситам, совершающим круговое поступательное движение в горизонтальной плоскости, происходит сортирование продукта по размерам частиц. Движение продуктов, получаемых в результате сортирования, обусловлено технологической схемой. Фракции продукта выводятся из корпуса через выпускные патрубки.
Секция рассева может быть изготовлена по одной из четырех технологических схем (рис.), обеспечивающих сортирование всех промежуточных продуктов при сортовом и обойном помолах:
схема № 1 для I...IV драных крупных, 1-й и 2-й шлифовочных систем предусматривает две проходовые и три сходовые фракции;
схема № 2 для IV драной мелкой, VI драной, сортировочной, 4... 10-й размольных, вымольной, сходовой, 3-й, 4-й шлифовочных систем предусматривает две проходовые и две сходовые фракции;
схема № 3 для 1,.,3-й размольных систем и контроля муки предусматривает две проходовые и одну сходовую фракции;
схема № 4 для обойного помола предусматривает две проходовые и одну сходовую фракции.
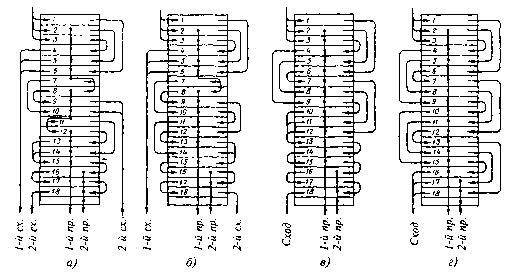
Рис. Технологические схемы процесса в рассеве ЗРШ4-4М: а — схема № 1; б — схема № 2; в — схема № 3; г — схема № 4
В зависимости от порядка расположения секций определенных технологических схем рассевы изготавливают в семи основных исполнениях. Кроме того, по заказу потребителей завод-изготовитель может дополнительно поставить комплект сменных частей, установка которых дает возможность получить требуемое исполнение рассева. Один комплект содержит набор сменных частей на одну секцию.
Во время работы рассева особое внимание следует обратить на равномерную загрузку всех секций, герметичность кузова, отсутствие подсора одной фракции в другую, очистку сит, эффективность аспирации, отсутствие посторонних шумов.
Радиус траектории круговых колебаний в горизонтальной плоскости корпуса рассева изменяют путем снятия или добавления сменных грузов, закрепляемых на балансирах. При этом необходимо, чтобы масса и расположение грузов на верхнем и нижнем балансирах были одинаковыми.
При обслуживании рассева запрещается пускать в работу рассев со снятыми ограждениями, неплотно закрытыми дверями, недостаточно закрепленными балансирами и поврежденными тросовыми подвесками (более 10 % проволочек). Также запрещается останавливать рассев в период разбега, производить снятие или установку балансиров без такелажных приспособлений, выполнять ремонтные работы, очистку движущихся частей до полной остановки рассева, также надевать приводные ремни, находиться на расстоянии менее 0,5 м от корпуса рассева.
Техническая характеристика рассевов типа ЗРШ, РЗ-БРБ и РЗ-БРВ представлена в табл.
Таблица. Техническая характеристика рассевов
|
Показатель |
ЗРШ4-4М |
ЗРШ6-4М |
РЗ-БРБ |
РЗ-БРВ |
|
Средняя удельная нагрузка, кг/(м2 сут) |
— |
— |
1330 |
1330 |
|
Число секций, шт. |
4 |
6 |
6 |
4 |
|
Число ситовых рамок в секции, шт. |
14 |
14 |
22 |
22 |
|
Размеры ситовой рамки, мм |
400x800 |
400x800 |
404x680 |
404x680 |
|
Общая площадь сит рассева, м2 |
18 |
27 |
28,2 |
18,8 |
|
Радиус круговых колебаний, мм: |
47 |
47 |
37,5 |
37,5 |
|
с продуктом |
40 |
40 |
41 |
41 |
|
без продукта | ||||
|
Расход воздуха на аспирацию, м3/ч |
720...1020 |
960... 1440 | ||
|
Мощность электродвигателя, кВт |
4 |
4 |
4 |
3 |
|
Габаритные размеры, мм: |
2340 |
3090 |
3730 |
2770 |
|
длина |
1440 |
2020 |
1085 |
1085 |
|
ширина |
2036 |
2036 | ||
|
высота кузова |
2370 |
2370 |
2760 |
2760 |
|
высота до приемной доски | ||||
|
Масса, кг |
1920 |
3050 |
3200 |
2600 |
Во время работы рассева ЗРШ4-4М могут возникнуть неисправности. Нагрев корпуса подшипника вызывается отсутствием смазки или попаданием в подшипник пыли и грязи. Необходимо промыть подшипники и заправить их новой смазкой. Разбрызгивание смазки из корпуса подшипника устраняется заменой манжеты или постановкой на место пружины. Подпор рассева продуктом может быть вызван его перегрузкой или недостаточным радиусом круговых колебаний при данной частоте вращения балансира. Неисправность устраняется увеличением радиуса круговых колебаний рассева или доведением нагрузки до величины, соответствующей паспортному значению.
Наличие в сходах большого количества недосева вызывается перегрузкой рассева, износом очистителей, порывом сит, срывом прокладок. Необходимо снизить нагрузку, заменить изношенные очистители. Подсоры в проходовых фракциях устраняются заменой порванных сит новыми ситами. Чтобы избежать пыления рассева, необходимо обеспечить плотное прилегание дверей, улучшить аспирацию рассева. Возможен повышенный нагрев электродвигателя, вызванный его перегрузкой или витковым замыканием в обмотке. В этом случае устраняют перегрузку или заменяют электродвигатель.
Шестиприемный рассев РЗ-БРБ (рис.) представляет собой сборную конструкцию шкафного типа и состоит из следующих основных узлов: корпуса 8, дверей 9, приемных 7 и выпускных 10 устройств, балансирного механизма с приводом 2 и кронштейна 4.
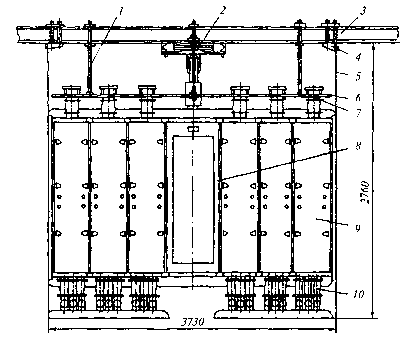
Рис. Рассев РЗ-БРБ
Корпус 8 рассева конструктивно объединяет все основные его узлы. Он подвешен к потолочной раме с помощью тростниковых подвесок 5 и кронштейна 4. Приемные патрубки установлены на плите 6, прикрепленной стержнями 1 к раме 3.
Корпус (рис.) представляет собой стальную несущую конструкцию, в которой смонтированы два каркаса 13 с тремя секциями в каждом.
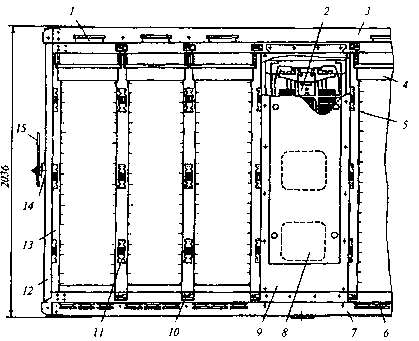
Рис. Корпус шестиприемного рассева РЗ-БРБ
В его состав входят: приемный 1 и выпускной 6 патрубки; короб 4; направляющая 5 для ситовых рам; основание 7; крышка 8 панели 9; петля 11; стенки 12; каркас 13. Между каркасами в центральной части корпуса установлен балансирный механизм 2. Корпус состоит из основания 7, крышек 3 и восьми вертикальных стенок 12. Центральная часть корпуса закрыта панелью 9, в которой имеется съемная крышка 8 для доступа к балансирному механизму.
Панель 9 крепится к основанию, крышке и стенкам корпуса болтами. Основные элементы корпуса соединены между собой с помощью кронштейнов 10 и скреплены болтовыми соединениями. Все угловые соединения закрыты кожухами. Пыленепроницаемость корпуса обеспечивается установкой войлочных прокладок и уплотни-тельной замазкой.
К внешним стенкам 12 крепятся кронштейны 14 для зажима четырех пакетов гибких подвесок 15. Корпус рассева подвешивают к потолочной раме.
Каркас рассева представляет собой неразборную деревянную конструкцию с левым и правым исполнениями. Каждый каркас состоит из четырех вертикальных стенок, образующих остов трех секций.
В верхней части стенки соединены между собой распорками, перемычками, планками и разделителем. С обеих торцевых сторон стенок болтами закреплены кронштейны 10 для установки дверок.
Соединение стенок в нижней части каркаса зависит от его технологического назначения, он имеет 24 формы исполнения. Отличие их заключается в конструкции днищ и установке перемычек. В каждой секции к вертикальным брусьям с одинаковым шагом шурупами прикреплены направляющие 5 для ситовых рам с поддонами. В зависимости от форм каркасов, лючков и заглушек в днище корпуса и коробов в верхней части каждой секции шестиприемный рассев имеет 12 модификаций.
Двери (рис.) расположены с обеих сторон каждой секции.
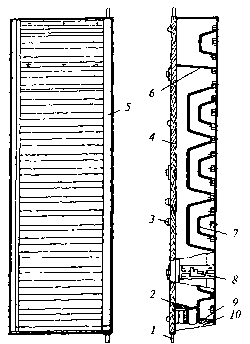
Рис. Дверь рассева
В них установлены корпуса трех размеров по вертикали. Причем укороченные корпуса дверей расположены со стороны приемки, где стоят двух- и трехприемные короба, а неукороченные — с противоположной стороны. Нижняя часть корпуса двери также имеет различные исполнения, отличающиеся установкой лотков 7, перемычек 10 и заглушек 2, 6, 9. В остальном конструкция дверей одинакова.
Дверь состоит из корпуса 5, который скреплен с панелью 4 болтами и бугелями 3. Они выполняют не только крепежные функции, в них устанавливают ключи-ручки для открывания и закрывания дверей. В верхней и нижней частях панели расположены два штыря 1 (для установки дверей в шарниры). Снаружи корпуса установлены кронштейны 8. В них вставлены костыли для фиксации дверей на каркасе.
Внутренние поверхности каркаса и панели облицованы металлическим листом. Для обеспечения плотного прилегания к каркасу нижний торец двери оклеен кожей, а все поверхности, прилегающие к ситам, — войлоком. Внутри корпуса двери установлены сменные лотки и заглушки. С их помощью в дверях образуются каналы для передачи сходовых фракций с одних сит на другие в соответствии с технологической схемой и для вывода их из рассева. Лотки имеют различные форму и размеры, они выполнены из листового и профильного алюминиевого сплава. В паз, образованный между лотком и профилем, вставлен уплотняющий материал. Заглушки представляют собой деревянную основу, к которой прикреплен алюминиевый лист, а с торцов — уплотняющий материал. Различные сочетания панелей, корпусов, лотков и заглушек дают 52 варианта исполнения дверей.
Ситовые рамы — основные рабочие органы рассева. Они предназначены для разделения продуктов размола по крупности. Рама представляет собой деревянный каркас, состоящий из трех секций. Размеры всех рам одинаковы. Для повышения износостойкости внутренняя поверхность каркаса каждой секции рамы покрыта металлической лентой.
Сверху к каркасу металлическими скобками прикреплено сито, окаймленное по периметру хлопчатобумажной тесьмой.
Для сепарирования всех продуктов (кроме муки) в рассевах применяют металлотканые сита, а для высеивания муки — синтетические. Сита устанавливают в соответствии с технологической схемой. В комплект рассевов входят 27 типов рам. Кроме ситовых, используют раму, закрытую металлическим листом, — непроходную. К нижней части рам скобами прикреплено днище из металлотканой сетки с крупными фиксированными отверстиями. Для плотного прилегания рамы к направляющим шкафа на нижние продольные планки приклеивается ворсовая ткань.
Для очистки сита в каждую из трех секций рам помещен инерционный очиститель. Он выполнен из прямоугольной текстильной пластины с махровыми краями и металлической кнопкой в центре. Причем каждый очиститель движется по сетчатому днищу кнопкой вниз, очищая сито махровыми краями. По мере изнашивания площадь пластины постепенно уменьшается. Такой очиститель подлежит замене. Срок службы очистителей на капроновых ситах не менее года, на металлотканых — не менее двух лет.
На верхней части рамы установлен поддон для вышележащей рамы. Поддоны предназначены для сбора и транспортирования проходов сит на другие рамы в соответствии с технологической схемой. Поддон представляет собой металлическую конструкцию с пластмассовыми ограничителями. К верхней части ограничителей прикреплены уплотнения из ворсовой ткани. Они способствуют плотному прилеганию поддона к направляющим шкафа. По направляющим уголкам рама продвигается в шкаф вместе с поддоном.
Вертикальные брусья каркаса вместе с рамами и поддонами образуют в секциях шкафа вертикальные каналы для проходовых фракций. В зависимости от технологической схемы рассева эти каналы перекрыты по высоте съемными элементами. Все поддоны имеют одинаковые габаритные размеры, но в зависимости от места в схеме рассева различаются по конструктивному исполнению, обеспечивая выход фракции на одну или две стороны.
Приемные устройства (четыре или шесть в зависимости от типа рассева) предназначены для подачи в рассев продуктов размола зерна. Их монтируют на неподвижной металлической приемной доске, подвешенной к потолочному креплению. На приемной доске между двумя фланцами, скрепленными стержнями, установлены прозрачные стаканы для визуального контроля наличия продукта. К фланцам стакан сверху и снизу прикреплен хомутами через войлочные прокладки. С нижней стороны приемной доски смонтирован стакан с конической воронкой внутри. На фланец стакана надет матерчатый рукав, соединяющий приемное устройство с приемным патрубком корпуса рассева. Коническая воронка подает продукт на дисковый распределитель с круглыми отверстиями. Он установлен в каждой секции рассева.
Выпускные устройства предназначены для вывода фракций из рассева на последующие технологические операции. Устройство представляет собой напольный поддон с выпускными патрубками. На каждый патрубок надет матерчатый рукав, соединяющий его со шкафом рассева. Для отбора контрольных образцов фракций на патрубках установлены съемные резиновые крышки. Число выпускных патрубков соответствует технологической схеме рассева.
Привод рассева (рис.) передает вращательное движение от электродвигателя ротору балансирного механизма.
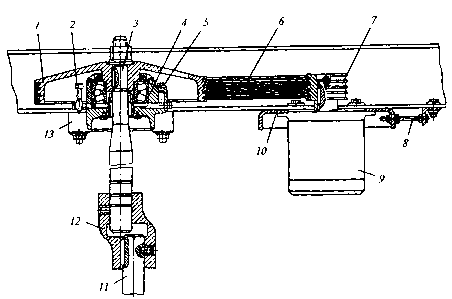
Рис. Привод рассева
Он состоит из электродвигателя 9, смонтированного на раме 10, клиноременной передачи 6 с ведомым 1 и ведущим 7 шкивами, корпуса 13 подшипникового узла, в котором установлен подшипник 4. Для контроля уровня масла в корпусе подшипника установлен уровнемер 2. Две заглушки 5 позволяют заливать и сливать масло. Ремни натягивают двумя натяжными болтами 8.
Вращательное движение передается от вала 3 привода к валу 11 ротора балансирного механизма жесткой эксцентриковой муфтой 12. Привод смонтирован на раме потолочного крепления, установленного на межэтажном перекрытии.
Балансирный механизм (рис.) передает рассеву круговое поступательное движение в горизонтальной плоскости.
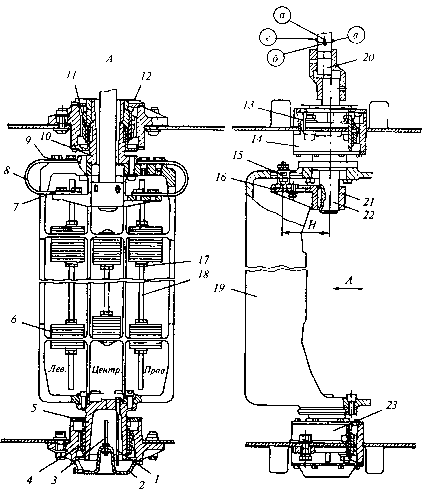
Рис. Балансирный механизм
Он состоит из пластины б, болтов 7 и 17, пружины 8, прокладки 9, поводков 15тл21, приводного вала 20, вала балансира 22, осей 5 и 10, корпусов подшипников 14и23, балансира 19, крышки2, уровнемеров 1 и 13. Он установлен в центральной части корпуса рассева в верхнем 11 и нижнем 4 подшипниках, которые закреплены болтовыми соединениями соответственно в крышке и его основании. Момент вращения от вала 22 передается балансиру 19 через поводок 15, захват 16 и пружины 8.
Верхний подшипник — верхняя опора ротора. Он состоит из литого чугунного корпуса 14, закрытого крышками сверху и снизу. Нижняя крышка является масляной ванной верхнего подшипника. Масло в подшипник заливают через отверстие уровнемера 13. В верхней части подшипникового узла установлен маслоотражатель 12. Чтобы предотвратить вращение верхнего подшипника в корпусе, он зафиксирован шпонкой. На оси 10 закреплена втулка, которая своим торцом упирается в винт.
Нижняя опора ротора — нижний подшипник. Его устройство аналогично верхнему. Отличие заключается только в конструкции оси 5 и нижней крышки 2. В последнюю вмонтирована трубка 3, предназначенная для выравнивания давления. Уровнемер 1 установлен в оси нижнего подшипника и вращается вместе с ней.
Балансир 19 представляет собой чугунную отливку с вертикальными стенками и ребрами, образующими три сектора, которые разделены на горизонтальные секции. В средние секции залит свинец (постоянный груз) — дебаланс, а в верхних и нижних секциях на болтах 17 и шпильках 18 установлены съемные пластины, балансирующие рассев. Они закреплены шайбами и гайками.
Рассев РЗ-БРВ. Используют для контроля муки, он имеет следующие основные узлы: корпус с двумя каркасами, восемь дверей, ситовые рамы, приемные и выпускные устройства, балансирный механизм с приводом. Корпус рассева РЗ-БРВ — стальная несущая конструкция с двумя деревянными каркасами. Состоит из двух центральных и двух боковых стенок, крышки и основания. Боковые стенки с крышкой и основанием образуют два замкнутых силовых пояса.
В центральной части корпуса помещен балансирный механизм, а справа и слева от него расположены каркасы (шкафы). Каждый из них состоит из двух секций. Корпус подвешен к межэтажному перекрытию с помощью четырех пакетов из морского камыша (по шесть прутьев в каждом). Устройство корпуса, каркасов, основания и крышки и т. д. у рассева РЗ-БРВ идентично рассеву РЗ-БРБ. Различие обусловлено числом секций.
Технологические схемы рассевов показаны на рис.
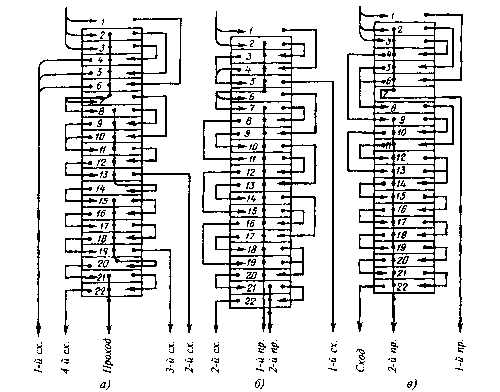
Рис. Технологические схемы процессов в рассевах РЗ-БРБ и РЗ-БРВ: а — схема № 1,6 — схема № 8; в — схема № 15
В рассевах, установленных на мукомольном заводе производительностью 500 т/сут, используют 21 технологическую схему. По структуре эти схемы можно условно разделить на три типа. Причем 19 схем I и II типов обслуживают основной технологический процесс производства муки в рассевах РЗ-БРБ, а две схемы III типа используют для контроля в рассевах РЗ-БРВ. На рис. в качестве примера приведены технологические схемы трех типов: № 1 для I драной системы, № 8 для 1-й размольной системы и № 15 для контроля муки.
Технологических схем I типа шесть. Они имеют четыре группы сит и предназначены для получения трех-четырех сходовых и одной-двух проходовых фракций. Первая группа в этих схемах включает шесть сит, три из них, как правило, приемные. Схемы такого типа применяют на I, II, III крупных и мелких, IV крупной драных системах и на 4-й размольной системе.
Технологические схемы II типа включают три группы сит, с которых получают две сходовые и две проходовыс фракции. Большинство схем этого типа имеют по два приемных сита. Технологических схем II типа всего 13, их используют на IV мелкой драной системе, а также на всех сортировочных, шлифовочных и размольных (кроме 4-й) системах.
Технологических схем III типа всего две. Они содержат две группы сит и предназначены для получения двух проходовых и одной сходовой фракций. В этих схемах по три приемных сита. Структура технологических схем строго соответствует той операции, которую выполняет каждый рассев.
Все 14 рассевов имеют различные сочетания технологических схем (соответственно форм исполнения). Для мукомольного завода производительностью 500 т/сут рассевы поставляют комплектно. Различия в формах исполнения рассевов по секциям обусловлены специфическими особенностями переработки зерна с различной стекловидностью.
Отличительная особенность рассматриваемых рассевов — шкафная конструкция, которая позволяет значительно снизить трудоемкость сборки и разборки ситового пакета, а также отвечает современным требованиям технической эстетики. Секции рассевов расположены в один ряд и с обеих сторон имеют двери. Возможность обслуживания каждой секции с обеих сторон также, несомненно, является преимуществом этой конструкции. Гибкие подвески из морского камыша предотвращают раскачивание рассевов при резонансе в период пуска и остановки.
Простые и недорогие очистители обеспечивают высокую эффективность очистки сит, не вызывают износа и повреждения ситовой ткани. Сита с фиксированными размерами отверстий обеспечивают высокую четкость сортирования. В широких и сравнительно коротких ситовых рамах осуществляется безгонковое транспортирование продуктов размола в результате естественного подпора, что не нарушает процесса самосортирования. Различные уплотнители обеспечивают герметичность рассева, соответственно отсутствуют пыление и подсоры. Наличие жесткого веретенного привода обеспечивает высокую точность заданной траектории и кинематических параметров. Многообразие технологических схем и форм исполнения рассевов позволяет учитывать специфические особенности отдельных этапов переработки и качества сырья.
Производственную балансировку рассевов проводят в следующих случаях. Если в период разгона приводной вал вращается с биением, а в установившемся режиме работает устойчиво, причина биения — неправильная установка конуса поводка ротора. В этом случае передвигают поводок с конусом по пазу, изменяя расстояние до оси вращения — размер Н.
Если приводной вал в период разгона и на полном ходу вращается спокойно, то нижняя часть его описывает окружность, т. е. имеет радиальное биение. Причина такого явления — неправильное расположение съемных грузов в роторе (несимметричность): перегруз или недогруз. В этом случае ротор балансируют с помощью съемных грузов по следующей методике. Приводной вал покрывают мелом. В рабочем режиме (п = 220 об/мин) касаются вала заостренной, неподвижно установленной деревянной планкой. Если ротор вместе с рассевом отбалансирован правильно, то заостренная планка оставляет на приводном валу окружность. При наличии радиального биения получаются риски, соответствующие точкам максимального отклонения приводного вала. Если риска образовалась в положении а, добавляют груз в левую часть, в положении б—в правую часть, в положении в — вынимают груз из центральной части, в положении г — добавляют груз в центральную часть.
Траекторию движения корпуса рассева проверяют при каждой балансировке на полном ходу при частоте вращения 220 об/мин. Для этого выбирают два участка на плоскости крышки и днища. Траектории отбалансированного рассева на крышке и днище должны быть одинаковыми (с радиусом 41 мм). Для получения графического изображения траектории движения на выбранные свободные участки крышки и днища прикрепляют листы бумаги. Затем касаются вертикально установленным карандашом каждого листа. Карандаш оставляет на бумаге траекторию движения рассева, близкую к окружности. Время соприкосновения карандаша с бумагой должно соответствовать трем — пяти оборотам рассева. Нарушение круговой траектории устраняют, изменяя положение грузов в вертикальной плоскости.
Если на крышке рассева траектория представляет собой уменьшенную окружность или овал, а на днище — большой круг или овал, то груз ротора перекладывают сверху вниз. В противном случае балансировку проводят в обратном порядке. Заданный диаметр круговой траектории рассева строго выдерживают. Его уменьшение снижает производительность машины и ухудшает севкость. Чтобы определить радиус траектории рассева, три раза измеряют диаметр полученной окружности и делят среднее значение пополам.
Во время эксплуатации рассева особое внимание обращают на равномерность загрузки всех секций; герметичность кузова (ослабление резьбовых соединений и пыление продуктов недопустимо); подсоры одной конечной фракции в другую; состояние всех подвижных узлов и деталей, ситовой поверхности (забиваемость, целость), подвесок.
В работе рассевов РЗ-БРБ и РЗ-БРВ могут быть неисправности. Пыление продукта размола зерна из выпускных патрубков, дверей и приемных коробок рассева чаще всего возникает при наличии зазора между деревянным каркасом и металлическим корпусом. В этом случае необходимо открыть дверь, тщательно очистить от продукта размола нижнюю внутреннюю полость секции и промазать стыки замазкой У-20А.
Возможными причинами пыления из дверей является уплотнение войлока, плохая очистка прилегающей плоскости двери и каркаса с рамами и поддонами, нарушение целостности уплотняющего войлока, отрыв или загиб кожаного язычка на приемной коробке. Для устранения неисправности необходимо перед закрытием двери прилегающие ее плоскости и каркаса с рамами и поддонами тщательно очистить от продукта размола зерна, не нарушая целостности войлока и его приклейки. Расправить или приклеить новый язычок. Конец язычка должен быть прижат закрытой дверью.
Поломка пружины балансира чаще всего происходит по причине невыполнения требования монтажа. В этом случае необходимо заменить пружину, обеспечить горизонтальность и параллельность несущих потолочных балок в пределах одного рассева до 2 мм. При расстыкованной коленчатой муфте обеспечить соосность привода и рассева, вертикальность камышовых подвесок и горизонтальность рассева до 2 мм.
Если перегревается или заклинивает подшипник, то его необходимо заменить. Износ и соскальзывание выпускных рукавов вызываются неточностью установки нижних приемников. Необходимо при расстыкованной коленчатой муфте обеспечить соосность приемных и выпускных патрубков.